

Процент брака
Рис.3.6. Кривая оперативной характеристики
Источник: Джуран. «Справочник по управлению качеством»
3.7. Соотношение между различными программами выборки
Многим кажется, что для любого заданного приемлемого уровня качества («Acceptable Quality Level» - AQL) должны быть универсальные эквиваленты предельного допустимого качества («Limiting Quality» - LQ) и допустимого процента брака в лоте («Lot Tolerance Percent Defective» - LTPD).
Например, имея требование к AQL в 1,5%, они хотят знать, «сколько это будет в LTPD?».
Однозначного ответа быть не может.
Объем выборки |
Приемлемое число, (с) |
Предельное качество (номинал) |
Приемлемый уровень качества |
1 |
2 |
3 |
4 |
50 |
0 |
5% |
0,25% |
80 |
1 |
5% |
0,65% |
1 |
2 |
3 |
4 |
125 |
3 |
5% |
1,0% |
32 |
0 |
8% |
0,65% |
80 |
1 |
5% |
0,65% |
315 |
3 |
2% |
0,65% |
Для любого заданного объема выборки и приемлемого числа годных изделий может быть установлено и AQL и LTPD, Однако для AQL равного х может быть установлено значение LTPD равное y только при конкретном объеме выборки и допустимом числе годных изделий.
Для различного объема выборки и приемлемого числа годных изделий значения х или y будут различными.
Справедливость этого утверждения продемонстрирована вышеприведенной таблицей, взятой из британского стандарта BS 6001.
3.8. Решение задач с использованием таблиц выборочного контроля
Задача 1
Для плана однократной выборки определите объем выборки n и приемочное число c, которые обеспечили бы статистический контроль качества продукции на уровне: риска производителя 1% при проценте брака 0,6% и риска потребителя 5% при проценте брака 3,5%.
Решение
По условию задачи имеем:
р1 = 0,006; р2 = 0,035; р2/р1 = 0,035/0,006 = 5,833.
Для
значений
=
1% (0,01),
=
5% (0,05) и
![]() из табл.
3.1
найдем:
из табл.
3.1
найдем:
с = 5 и np1 = 1,785.
Откуда n = np1/p1= 1,785/0,006 = 297,5.
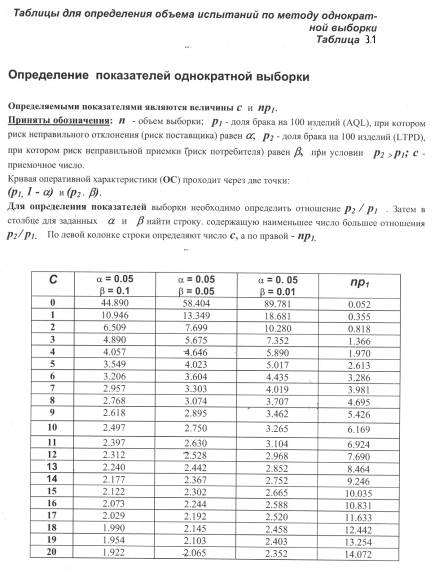

Таким образом, объем выборки n составляет 298 (или около 300), а для приемки партии приемочное число не должно превышать с = 5.
Задача № 2.
Определите
координаты 8-и точек оперативной
характеристики для плана однократной
выборки с параметрами n
= 300 и с
= 5.
![]() рассматривается как аргумент.
рассматривается как аргумент.
Решение
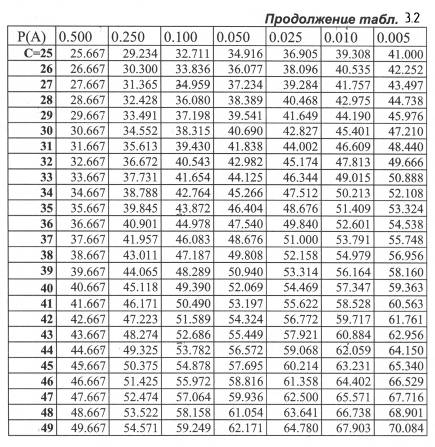
Из табл. 3.2 имеем:
1-я
точка:
(p)
= 0,995; p
=
![]() 1,537/300
= 0,005.
1,537/300
= 0,005.
2-я точка: (p) = 0,990; p = 1,785/300 = 0,006.
3-я точка: (p) = 0,975; p = 2,202/300 = 0,007.
4-я точка: (p) = 0,950; p = 2,613/300 = 0,009.
5-я точка: (p) = 0,900; p = 3,152/300 = 0,010.
6-я точка: (p) = 0,750; p = 4,219/300 = 0,014.
7-я точка: ( p) = 0,500; p = 5,670/300 = 0,018.
8-я точка: (p) = 0,100; p = 9,275/300 = 0,030.
Задача № 3.
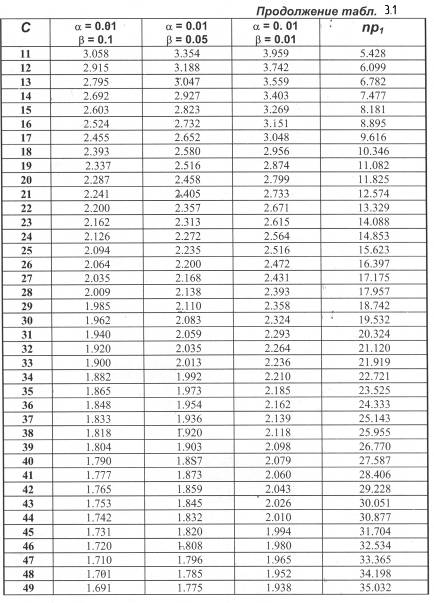
Определите координаты 8-и точек оперативной характеристики для плана однократной выборки с параметрами: n = 300 и с = 6.
Решение
Из табл. 3.2 имеем:
1-я точка: (p) = 0,995; p = 2,037/300 = 0,007.
2-я точка: ( p) = 0,990; p = 2,330/300 = 0,008.
3-я точка: (p) = 0,975; p = 2,814/300 = 0,009.
4-я точка: (p) = 0,950; p = 3,286/300 = 0,011.
5-я точка: (p) = 0,900; p = 3,895/300 = 0,013.
6-я точка: (p) = 0,750; p = 5,083/300 = 0,017.
7-я точка: (p) = 0,500; p = 6,670/300 = 0,022.
8-я точка: (p) = 0,100; p = 10,532/300 = 0,035.
Задача № 4.
Определите координаты 8-и точек оперативной характеристики для плана однократной выборки с параметрами: n =200 и с = 6.
Из табл. 3.2 имеем:
1-я точка: (p) = 0,995; p = 2,037/200 = 0,010.
2-я точка: (p) = 0,990; p = 2,330/200 = 0,012.
3-я точка: (p) = 0,975; p = 2,814/200 = 0,014.
4-я точка: (p) = 0,950; p = 3,286/200 = 0,016.
5-я точка: (p) = 0,900; p = 3,895/200 = 0,019.
6-я точка: (p) = 0,750; p = 5,083/200 = 0,025.
7-я точка: (p) = 0,500; p = 6,670/200 = 0,033.
8-я точка: (p) = 0,100; p = 10,532/200 = 0,052.


Задача № 5.
Постройте оперативные характеристики для планов однократной выборки с параметрами:
1. n = 300 и с = 3;
2. n = 200 и с = 3;
3. n = 200 и с = 4.
Дайте пояснения полученным результатам.
Решение
|

Рис.3.7 Качественный характер оперативных характеристик для различных параметров однократной выборки