

12. Штангенглубиномеры, штангенрейсмасы и штангензубомеры.
Штангенглубиномеры – отсчет производится при помощи штанги с делениями, как на штангенциркуле. Цена деления глубиномеров может быть от 0,05 до 0,1 мм.

Штангенглубиномер предназначается для измерения глубины канавок, выточек, уступов и др. Изготавливается по ГОСТ 162-90. Главное отличие от штангенциркуля состоит в том, что штангенглубиномер не имеет на штанге подвижных губок. Кроме обычных штангенглубиномеров, встречаются цифровые или электронные приборы, которые обладают электронным табло и кнопками управления. Штангенглубиномеры, которые предназначаются для измерения предельно малых глубин, называют микрометрическими штангенглубиномерами.
Штангенглубиномер конструктивно состоит из рамки с закаленной измерительной поверхностью и штанги с измерительной поверхностью, изготовленной из твердого сплава. Рамка штангенглубиномера снабжается нониусом. Штанга имеет углубленную шкалу, благодаря чему, практически исключается износ шкалы при перемещениях штанги в рамке. Шкалы штанги и нониуса имеют матовое хромовое покрытие, которое исключает возможность бликования. Принцип работы штангенглубиномера заключается в следующем: в замеряемый паз вводится рабочая часть штанги прибора, рамка опускается до упора и фиксируется, после этого снимаются показания. Цена деления рамки такая же, как и у штангенциркуля - 0,5 мм, нониуса – 0,02 мм. Наиболее распространенными штангенглубиномерами являются приборы моделей ШГ, ШГЦ (цифровой) и ШГК. Особым прибором является штангенглубиномер серии ШГН, который предназначается для проведения измерений глубины дефектов труб (царапин, трещин, выбоин, раковин) технологических и магистральных трубопроводов.
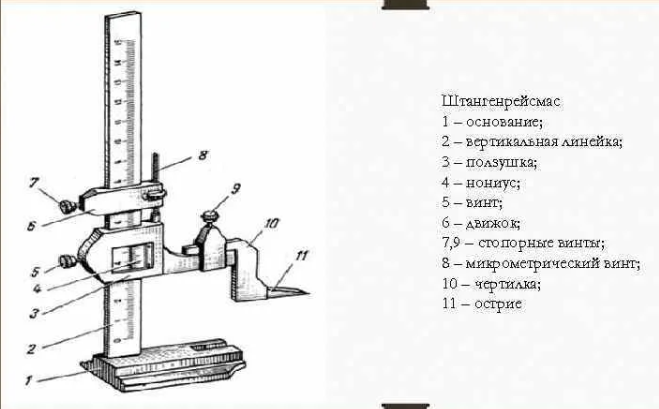
Штангенрейсмус - измерительный инструмент, применяемый для разметки, измерения высоты, глубины отверстий и расположения поверхностей корпусных деталей. Принцип работы инструмента аналогичен штангенциркулю. Конструктивной особенностью штангенрейсмасов является наличие специальных разметочных приспособлений (ножки, губки) и основания для перпендикулярной установки к плоскости измеряемой детали.
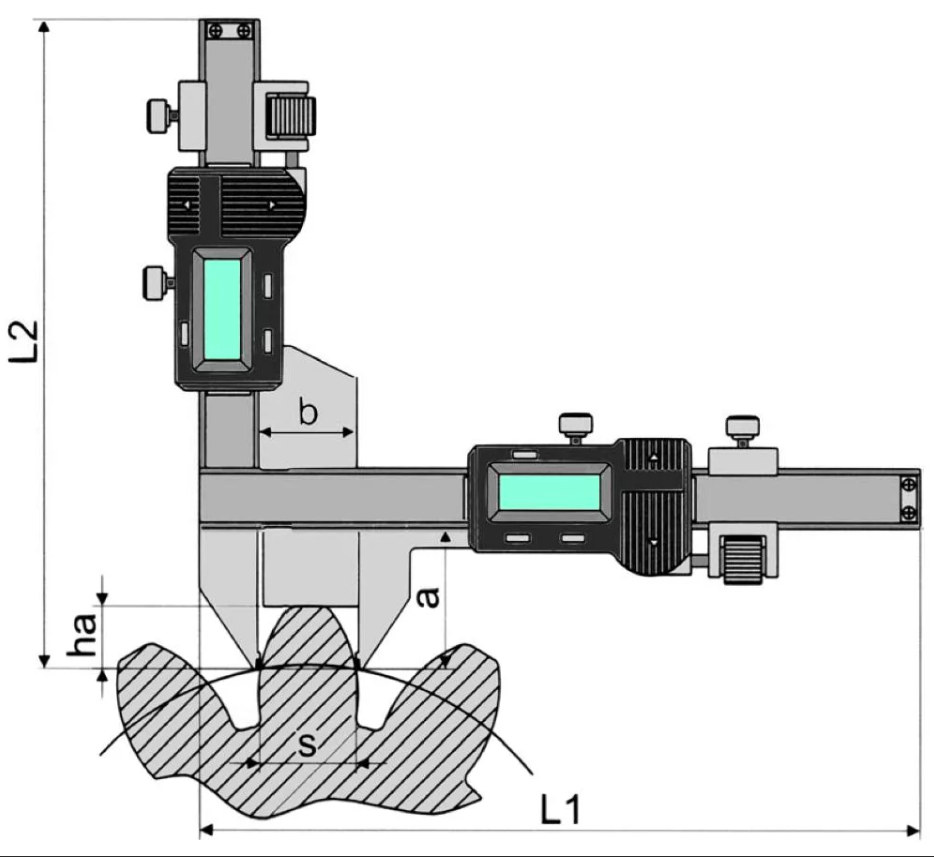
Штангензубомер – это измерительное устройство, применяемое для точного определения толщины зубьев у реек и шестеренок по хорде.
13. Микрометрические приборы. Общая характеристика и основные элементы микрометрических приборов.
Микрометрические приборы достаточно широко распространены в цеховых условиях, но более точны по сравнению с штангенприборами. Они бывают различных типов: микрометрические глубиномеры и микрометрические нутромеры:


Эти приборы предназначены для выполнения измерений наружных и внутренних размеров, глубин пазов, отверстий, высот, уступов, соответствующих среднему уровню точности. Принцип действия всех микрометрических приборов основан на преобразование вращательного движения точечного микрометрического винта, ввернутого в неподвижную гайку его поступательном перемещении вдоль оси. Т. о. первичным и единственным измерительным преобразователем всех этих приборов является кинематическая пара микровинт-микрогайка.
Общим конструктивным признаком всех измерительных приборов этой группы является наличие в их основе микрометрического узла или головки единой конструкции.
Важной особенностью микрометр. приборов за исключением микрометр. нутромера является наличие у них специального механизма позволяющего регламентировать измерительное усилие при выполнении измерений и настройке этих приборов. Исходя из особенностей срабатывания этого механизма, его принято называть механизм трещотки конструкция такого механизма бывает двух видов: с торцевыми зубьями, зубьями на кольце.
Микрометрическая головка снабжена отсчетным устройством. На наружной цилиндрической поверхности стебля имеется продольная отчётная линия на и под которой нанесены отметки с интервалом деления в 1 мм, относительно начальные отметки ниже расположены шкалы на 0 5 мм начальный штрих и штрихи, соответствующие каждому пятому миллиметру шкалы отмечены соответствующими цифрами, эта шкала совместно с верхней шкалой образует так называемую комбинированную шкалу, которая соответствует цене деления 0,5 мм. Указателем отсчета по шкалам, нанесённым на стебле является торец барабана. Со стороны отсчётного торца на барабане выполнен скос на котором нанесена шкала состоящий из 50 делений. Указателем отсчёта по шкале барабана является продольная отсчетная линия стебля. Поворот барабана вместе с микрометрическим винтом на одно деление соответствует их перемещению в осевом направлении на величину 0.01 мм. Таким образом, цена деления микрометрической головки соответствует 0.01 мм.