

6. Основные требования, предъявляемые к плоскопараллельным концевым мерам длины (пкмд). Материалы, используемые для изготовления пкмд.
Основными требованиями, предъявляемыми ПКМД:
1) высокая точность восприятия заданных размеров и качество обработки рабочих измерительных поверхностей
2) высокая твердость материала, из которого они изготовлены и износостойкость измерительных поверхностей
3) низкий коэффициент теплового линейного расширения
4) хорошая притираемость
Данные требования определяют выбор материалов при изготовлении ПКМД. Концевые меры длины в основном изготавливают из высоколегированных сталей 120ХГ, ХГ, Х, ШХ15.
Стальные меры длины имеют хорошее сцепление с другими мерами. К недостаткам стальных мер можно отнести большую подверженность царапанию и износу рабочих поверхностей, возможность их коррозии. Кроме того, стальные меры более чувствительны к колебаниям температуры. Стальные меры требуют более тщательного ухода, т к перед измерением с них следует удалить защитную смазку, а после использования вновь нанести.
ПКМД, изготовленные из твердых сплавов (карбида вольфрам) в 10 раз прочнее стальных мер и обладают очень хорошей притираемостью, а также значительно более устойчивы к колебаниям температура. Недостатком: большой вес, что не позволяет собирать из твердосплавных мер блоки больших размеров, существенно дороже остальных.
ПКМД, изготовленные из циркониевой керамики, исключительно устойчивы к износу и царапинам, неподверженны коррозии. Керамические меры имеют самый длительный срок службы и наибольшую стабильность. Такие меры не намагничиваются, не притягивают пыль и не требуют специального ухода для защиты от коррозии. Их основной недостаток – высокая стоимость.
Керамические и стальные меры имеют практически одинаковый коэффициент теплового линейного расширения, это позволяет составлять блоки концевых мер из стальных и керамических мер, и делает их полностью взаимозаменяемыми.
ПКМД, служащие для поверки и градуировки СИ, называются эталонными, а все другие называются рабочими. По эталонам ПКМД первого разряда поверяют эталонные меры второго разряда, 2-го -3-го и т д.
7. Штриховые меры длины. Брусковые штриховые меры.
Штриховые меры длины – меры, воспроизводимый размер которых определяет расстояние между осями двух штрихов или нескольких штрихов, нанесенных перпендикулярно к продольной оси меры. К штриховым мерам относят:
а) брусковые меры длины различных типов
б) металлические измерительные линейки
в) ленточные рулетки
Брусковые штриховые меры длины представляют собой металлические бруски с различной формой поперечного сечения на отдельных поверхностях которых нанесены штрихи или шкалы. Такие меры делятся на однозначные и многозначные. Однозначные меры имеют только 2 штриха, расстояние между которыми определяет одно значение длины, воспроизводимой мерой. Такие штриховые меры длины применяют в основном в качестве эталонов. Примененяются многозначные штриховые меры длины, имеющие ряд штрихов, нанесенные через интервалы (1 дм, 1 см, 1 мм, 0,1 мм, 0,2 мм). Стеклянные шкалы имеют цену деления 0,1 и 0,01 мм. Многозначные штриховые меры применяются для непосредственного измерения длины, а также в качестве шкал в отсчетных системах станков и приборов. Эталонные штриховые меры длины служат для передачи единицы длины от эталонов другим менее точным СИ.
Типы брусковых мер в зависимости от формы поперечного сечения:
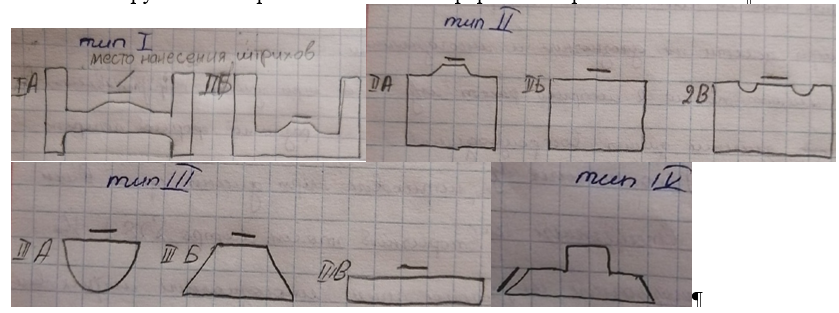
У штриховых мер n-образной формы ⅠА и имеющих форму прямоугольного желоба ⅠБ шкала наносится на поверхность, совпадающую с нейтральной плоскостью меры, где обеспечиваются минимальные деформации меры по длине при ее изгибе. У штриховых мер типов Ⅱ и Ⅲ штрихи наносят на верхние поверхности меры, а у мер трапецеидальной формы, относящихся к типу Ⅳ на наклонной боковой поверхности.
Рассмотренные меры обеспечивают воспроизведение длины в диапазоне от 60 до 2000 мм по классам точности 0, 1, 2, 3, 4, 5 с допускаемыми отклонениями от номинальной длины лежащими в диапазоне от 0,5 до 80 мкм.
Для изготовления таких мер используют материалы, имеющие минимальные значения температурного коэффициента линейного расширения (инвар 36Н; инвар стабиль 58Н; сталь ЭИ792 и оптическое стекло Ф8 и Ф18). На штрихах, соответствующим сантиметровым интервалам указаны соответствующие цифры, при этом начальный штрих шкалы должен находится на расстоянии не менее 10 мм от торца меры.
На штриховую меру типа Ⅳ наносят номинальную длину меры, что одновременно является целой деления.