

10. Электронные штангенциркули с цифровым отсчётным устройством.
Конструктивно электронный штангенциркуль мало чем отличается от механического, но вместо штриховых шкал он снабжен инкрементным емкостным преобразователем, небольшим преобразующим устройством, цифровым дисплеем.
Инкрементные (пошаговым) преобразователи называются энкодерами. Инкрементный преобразователь цифрового штангенциркуля состоит из гибкой линейки и съемника выполненных их фольгированного диэлектрического мат. Линейка представляет собой многослойную гибкую ленту с нанесенным на ней фольгированным слоем, на изнаночную сторону такой линейки наносится тонкий слой специального клея, и она по всей длине приклеивается к штанге. На фольгированном диэлектрическом слое выполнены прямоугольные полоски из электропроводящего материала, и они служат в качестве отдельных электродов, ширина и промежуток между ними обычно одинаковы и этим обычно определяется чувствительность и точность такой изм. системы. Такой преобразователь состоит из двух шкал основной неподвижной и подвижной вспомогательной шкалы.
Принцип обеспечения емкостной связи части передающих электродов с приемными:
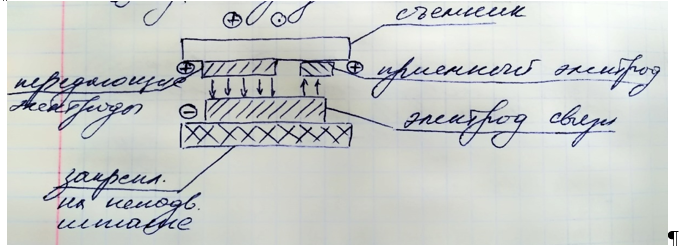
Нормальная работа емкостного преобразователя обеспечивается m-фазной системой питания передающих электродов для создания периодической пространственной волны. Все напряжения периодические, имеют идентичную форму, одинаковую амплитуду и обеспечивают заданный сдвиг фаз

За счет такого смещения по фазе напряжений, подаваемых на передающие электроды, обеспечивается по сути тот же принцип считывания показаний, что и у обычного нониусного штангенциркуля механического типа, у которого штрихи шкалы нониуса также смещены по отношению к штрихам основной шкалы.
Измеряя сдвиг фазы выходного сигнала относительно входного можно получить величину перемещения подвижной пластины преобразователя относительно неподвижной.
Электронные штангенциркули имеют цену единицы наименьшего разряда кода 0,01 мм. Установка нуля возможна как при сведенных измерительных губках, так и в любом месте штанги. Это позволяет выполнять измерения как с использованием метода непосредственной оценки, так и метода сравнения с мерой.
Некоторые модели имеют дополнительные функции, например, возможность простейшей статистической обработки данных, сортировки объектов измерения по размерам на группы, выход на внешнее устройство и т.д.
11. Основные погрешности штангенциркулей, требования, предъявляемые к ним и общие рекомендации по использованию.
Погрешности отдельных элементов штангенциркулей влияют на суммарную погрешность их показаний. Поэтому в допусках на их изготовление исходят из того, чтобы сумма погрешностей отдельных элементов штангенциркуля не превосходила допускаемую суммарную погрешность его показаний, предусмотренную техническими условиями.
Погрешности штангенциркулей контролируют с помощью концевых мер в различных точках шкалы при незатянутом прижиме рамок, а в среднем и крайних положениях рамки — при затянутом прижиме рамки. Погрешность определяют, начиная с нулевой установки, а затем по концевым мерам.
Погрешность штангенциркуля зависит от точности нанесения штрихов, от прямолинейности нижней грани штанги, от параллельности измерительных поверхностей губок и перпендикулярности их относительно нижней грани штанги.
При использовании электронных штангенциркулей также, как и нониусных механических, доминирующим влиянием на формирование суммарной погрешности рез-та измерения оказывает температурная составляющая и составляющая, связанная с несоблюдением принципа Аббе. Согласно этому принципу линия измерения, реализуемая измерительным прибором должна совпадать с осью шкалы его учетного устройства. У штангенциркулей этот принцип не выдержан поскольку линия измерения смещена относительно его шкалы.
Не соблюдение Аббе в этом случае приводит к существенному влиянию на погрешность измерения отклонений от прямолинейности рабочей поверхности штанги, выступающей в качестве направляющей поверхности для подвижной рамки или ползуна, а также отклонение от прямолинейности направляющей поверхности самой рамки (ползуна). В силу одинаковых доминирующих составляющих погрешности измерения применение электронных штангенциркулей не дает существенного выигрыша в точности измерения, не смотря на меньшую дискретность отсчета и более удобное считывание показаний (основная погрешность составляет не менее 0,05 мм)
Штангенциркули следует изготовлять в соответствии с требованиями ГОСТ 166-89 по рабочим чертежам, утвержденным в установленном порядке.
Регулярно проверяйте штангенциркуль на предмет износа, а также заусенцев и царапин на губках и контактных поверхностях. Для этого достаточно просто установить между губками концевую меру, контролируя наличие износа или конусность. Как и все измерительные инструменты, штангенциркуль подлежит калибровке