

1.1. Определение объема выборки
От правильного определения объема выборки зависит объем исследования, сроки, в которые оно будет проведено, финансовые затраты и ряд других организационных проблем, а также, что особенно важно, точность и надежность результатов производственного исследования.
Как правило, технолог при технологических исследованиях использует выборочную совокупность. При этом ему необходимо быть достаточно уверенным в том, что характеристики, полученные на основании анализа выборки, отличаются от соответствующих характеристик генеральной совокупности с заданной точностью и надежностью. Это позволит распространить выводы, полученные путем анализа выборки, на всю генеральную совокупность. В связи с этим объем выборки зависит от той точности и надежности, с которыми технолог-исследователь желает получить результаты анализа. Кроме того, объем выборки зависит от вида определяемых статистических показателей, с помощью которых характеризуются особенности изучаемого явления.
К
основным
статистическим
характеристикам генеральной совокупности
относится среднее арифметическое
значение изучаемого признака
![]() ,
среднее квадратическое отклонение σ0,
коэффициент
вариации V0,
определяемый
по формуле
,
среднее квадратическое отклонение σ0,
коэффициент
вариации V0,
определяемый
по формуле
![]() (1)
(1)
Выборочные
характеристики процесса
![]() ,
S,
V,
определяемые
на основе ограниченного числа наблюдений,
могут приближаться к истинным значениям
характеристик процесса (
,
S,
V,
определяемые
на основе ограниченного числа наблюдений,
могут приближаться к истинным значениям
характеристик процесса (![]() ),
присущим всей генеральной совокупности,
с определенной точностью ε,
т.
е.
),
присущим всей генеральной совокупности,
с определенной точностью ε,
т.
е.
![]() ;
;![]() ;
;![]() (2)
(2)
На основании уравнения (2) можно записать, что
![]() ;
;![]() ;
;![]() (3)
(3)
Вероятность Р осуществления неравенств (3), т. е. вероятность того, что истинное значение характеристики процесса находится в пределах, определяемых неравенствами (3), есть надежность α:
Р( )=α
Р( )=α (4)
Р( )=α
Надежность α в технологии машиностроения обычно принимают равной 0,95 или 0,99 (95%-ный или 99%-ный уровень надежности).
Точность ε может быть задана в единицах измерения исследуемого признака, в единицах выборочного среднего квадратического отклонения S и в процентах от величины характеристики изучаемого признака.
Если
точность задана в единицах выборочного
среднего квадратического отклонения,
т. е.
![]() ,
то
неравенства (4) можно записать в виде
,
то
неравенства (4) можно записать в виде
Р(![]() )=α
)=α
Р(![]() )=α
(5)
)=α
(5)
Р(![]() )=α
)=α
Наиболее простым методом определения необходимого объема выборки п является метод с использованием таблицы достаточно больших чисел (табл. 1). Табл. 1 составлена на основании теоремы Бернулли, определяющей зависимость между объемом выборочной совокупности п, точностью ε и надежностью α.
Таблица 1
Таблица достаточно больших чисел
α |
ε |
|||||||||
0,01 |
0,09 |
0,08 |
0,07 |
0,06 |
0,05 |
0,04 |
0,03 |
0,02 |
0,01 |
|
0,95 |
96 |
118 |
150 |
195 |
266 |
384 |
600 |
1067 |
2400 |
9603 |
0,99 |
165 |
204 |
259 |
338 |
460 |
563 |
1036 |
1843 |
4146 |
16587 |
Точность ε в табл. 1 задана в единицах измерения исследуемого признака.
Следует отметить, что технолог, пользуясь данными табл. 1 получает завышенный объем выборки п. В связи с этим данный метод следует применять в тех случаях, когда выборочная совокупность составляет небольшую часть генеральной совокупности; проводятся разовые исследования технологического процесса или исследование выполняется впервые (ранее о статистических характеристиках процесса ничего не было известно).
Если на основании прошлых исследований известен коэффициент вариации V, то объем выборки п может быть найден в зависимости от точности ε и надежности α = 0,95 по номограмме, приведенной на (рис. 2) [18]. На номограмме (рис. 2) точность е задана в процентах от величины характеристики изучаемого признака. Если величина коэффициента вариации V окажется больше 10%, то на левой шкале откладывается величина V1 = 0.1V. После этого, определив по средней шкале величину пг, вычисляют необходимый объем выборки п = 100 пг
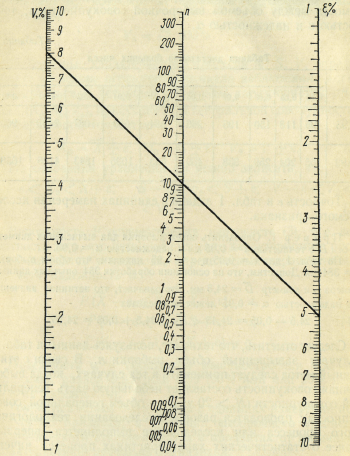
Рис. 2. Номограмма достаточно больших чисел при надежности = 0,95 [18].
Приведенная номограмма позволяет получить объем выборки п значительно меньший объема выборки, определенного по табл. 1.
Если перед проведением исследования коэффициент вариации V неизвестен, то рекомендуется определять его,
Таблица 2
Формулы для расчета объема выборки
Характеристика |
Условия |
Объем выборки |
||
n>20; N > 20 п |
n>20; N > 20 п |
n≤20 |
||
|
σ0—известно ε - задана в абсолютных единицах |
|
|
- |
σ0—неизвестно ε —задана в абсолютных единицах |
|
|
|
|
σ0—неизвестно ε= qS |
|
|
|
|
|
σ0—известно ε - задана в абсолютных единицах |
|
|
- |
σ0—неизвестно ε —задана в абсолютных единицах |
|
|
- |
|
σ0—неизвестно ε= qS |
|
|
|
|
|
V0—известно ε - задана в абсолютных единицах |
|
|
- |
V0—неизвестно ε —задана в абсолютных единицах |
|
|
- |
|
V0—неизвестно ε= qS |
|
|
|
|



пользуясь
выборками небольшого объема п
= 5...10
шт. (методика определения статистических
характеристик
![]() ,
S,
V
изложена
в гл. I).
,
S,
V
изложена
в гл. I).
В
общем случае объем выборки п
в
зависимости от точности ε и надежности
α, а также в зависимости от вида
определяемых статистических характеристик
и соотношения объемов выборочной и
генеральной совокупности определяют
по формулам, приведенным в табл. 2. В этих
формулах t
обозначает
аргумент функции Лапласа, определяемый
по табл. 3 в зависимости от надежности
α
= 2Ф(t),
tC
— аргумент функции Стьюдента, определяемый
по табл. 4, k
—
аргумент функции![]() ,
определяемый
по табл. 5 в зависимости от надежности
α
=
и значения q
(обычно
при расчете объема малой выборки точность
задается в виде соотношения
,
определяемый
по табл. 5 в зависимости от надежности
α
=
и значения q
(обычно
при расчете объема малой выборки точность
задается в виде соотношения
![]() ).
).
Если среднее квадратическое отклонение σ0 или V0 неизвестно (что чаще всего и бывает), то за величину σ0 или V0 принимают соответствующую величину, полученную в результате каких-либо предыдущих испытаний такого же вида, или берут предварительную выборку не очень большого объема (п ≤ 10) и по ней определяют величину среднего квадратического отклонения S или V (см. гл. 1.2). Полученное значение S подставляют в формулы (7), (10), (16), (19), а значение V — в формулы (13) и (22).
Методика определения объема выборки по формулам (24) или (25) заключается в следующем:
а) выбирают предварительную выборку малого объема n≤10;.
б) по данным этой выборки объемом n1 определяют среднее квадратическое отклонение S;
в) вычисляют функцию Sn (tc) в зависимости от заданной надежности α по формуле
![]() (28)
(28)
г) по табл. 4 в зависимости от значения Sп (tс) и п1 находят величину аргумента функции Стьюдента tС.
В ряде случаев при проведении расчетов по формулам (6) — (23) может получиться, что п < 20, а при расчете по формулам (24) — (27) п > 20.
Таблица 3
Значение функции Лапласа
t |
2Ф(t) |
Ф(t) |
t |
2Ф(t) |
Ф(t) |
0,00 0,01 0,02 0,03 0,04 0,05 0,06 0,07 0,08 0,09 0,10 0,11 0,12 0,13 0,14 0,15 0,16 0,17 0,18 0,19 0,20 0,21 0,22 0,23 0,24 0,25 0,26 0,27 0,28 0,29 0,30 0,31 0,32 0,33 0,34 0,35 0,36 0,37 0,38 0,39 0,40 0,41 0,42 0,43 0,44 0,45 1,80 1,85 1,90 1,96 2,00 2,10 2,20 2,30 2,40 2,50 |
0,0000 0,0080 0,0160 0,0239 0,0319 0,0399 0,0478 0,0558 0,0638 0,0717 0,0797 0,0876 0,0955 0,1034 0,1113 0,1192 6,1271 0,1350 0,1428 0,1507 0,1585 0,1663 0,1741 0,1810 0,1897 0,1974 0,2051 0,2128 0,2205 0,2282 0,2358 0,2434 0,2510 0,2586 0,2661 0,2737 0,2812 0,2886 0,2961 0,3035 0,3108 0,3182 0,3255 0,3328 0,3401 0,3473 0,9281 0,9357 0,9426 0,9500 0,9545 0,9643 0,9722 0,9786 0,9836 0,9876 |
0,000 0,004 0,008 0,012 0,016 0,020 0,024 0,028 0,032 0,036 0,040 0,044 0,048 0,0515 0,0555 0,0595 0,0635 0,0675 0,0715 0,0755 0,0795 0,0830 0,0870 0,0910 0,0950 0,0985 0,1025 0,1065 0,1105 0,1140 0,1180 0,1215 0,1255 0,1295 0,1330 0,1370 0,1405 0,1445 0,1480 0,1515 0,1555 0,1590 0,1630 0,1665 0,1700 0,1735 0,4640 0,4680 0,4715 0,4750 0,4775 0,4820 0,4860 0,4895 0,4920 0,4940 |
0,46 0,47 0,48 0,49 0,50 0,52 0,54 0,56 0,58 0,60 0,62 0,64 0,66 0,68 0,70 0,72 0,74 0,76 0,78 0,80 0,82 0,84 0,86 0,88 0,90 0,92 0,94 0,96 0,98 1,00 1,05 1,10 1,15 1,20 1,25 1,30 1,35 1,40 1,45 1,50 1,55 1,60 1,65 1,70 1,75 2,60 2,70 2,80 2,90 3,00 3,20 3,40 3,60 3,80 4,00 5,00 |
0,3545 0,3616 0,3688 0,3759 0,3829 0,3969 0,4108 0,4245 0,4381 0,4515 0,4647 0,4778 0,4907 0,5035 0,5161 0,5285 0,5407 0,5527 0,5646 0,5763 0,5878 0,5991 0,6102 0,6211 0,6319 0,6424 0,6528 0,6629 0,6729 0,6827 0,7063 0,7287 0,7499 0,7699 0,7887 0,8064 0,8230 0,8385 0,8529 0,8664 0,8789 0,8904 0,9011 0,9109 0,9199 0,9907 0,9931 0,9949 0,9962 0,9973 0,9986 0,9993 0,9997 0,9999 0,99995 0,99999 |
0,1770 0,1810 0,1845 0,1880 0,1915 0,1985 0,2055 0,2125 0,2190 0,2255 0,2325 0,2390 0,2455 0,2520 0,2580 0,2640 0,2705 0,2765 0,2825 0,2880 0,2940 0,2995 0,3050 0,3105 0,3160 0,3210 0,3265 0,3315 0,3365 0,3415 0,3530 0,3645 0,3740 0,3850 0,3945 0,4030 0,4115 0,4190 0,4265 0,4330 0,4395 0,4450 0,4505 0,4555 0,4600 0,4955 0,4965 0,4975 0,4980 0,4986 0,4993 0,4996 0,4998 0,4999 0,4999 0,49999 |
Таблица 4
Значения вероятностей Sn (*с) для распределения Стьюдента
tc |
n1 |
||||||||||||||
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
12 |
14 |
16 |
18 |
20 |
00 |
0,0 |
0,500 |
0,500 |
0,500 |
0,500 |
0,500 |
0,500 |
0,500 |
0,500 |
0,500 |
0,500 |
0,500 |
0,500 |
0,500 |
0,500 |
0,50000 |
0,2 |
0,563 |
0,570 |
0,573 |
0,574 |
0,575 |
0,576 |
0,576 |
0,577 |
0,577 |
0,577 |
0,578 |
0,578 |
0,578 |
0,578 |
0,57926 |
0,4 |
0,621 |
0,636 |
0,642 |
0,645 |
0,647 |
0,648 |
0,650 |
0,650 |
0,651 |
0,652 |
0,652 |
0,653 |
0,653 |
0,653 |
0,65542 |
0,6 |
0,672 |
0,695 |
0,705 |
0,710 |
0,713 |
0,715 |
0,716 |
0,717 |
0,718 |
0,720 |
0,721 |
0,721 |
0,722 |
0,722 |
0,72575 |
0,8 |
0,715 |
0,746 |
0,759 |
0,766 |
0,770 |
0,773 |
0,775 |
0,777 |
0,778 |
0,780 |
0,781 |
0,782 |
0,783 |
0,783 |
0,78814 |
1,0 |
0,750 |
0,788 |
0,804 |
0,813 |
0,818 |
0,822 |
0,825 |
0,827 |
0.828 |
0,831 |
0,832 |
0,833 |
0,834 |
0,835 |
0,84134 |
1,2 |
0,779 |
0,824 |
0,842 |
0,852 |
0,858 |
0,862 |
0,865 |
0,868 |
0,870 |
0,872 |
0,874 |
0,876 |
0,877 |
0,878 |
0,88493 |
1,4 |
0,803 |
0,852 |
0,872 |
0,883 |
0,890 |
0,894 |
0,898 |
0,900 |
0,902 |
0,906 |
0,908 |
0,909 |
0,910 |
0,911 |
0,91924 |
1,6 |
0,822 |
0,875 |
0,896 |
0,908 |
0,915 |
0,920 |
0,923 |
0,926 |
0,928 |
0,931 |
0,933 |
0,935 |
0,936 |
0,937 |
0,94520 |
1,8 |
0,839 |
0,893 |
0,915 |
0,927 |
0,934 |
0,939 |
0,943 |
0,945 |
0,947 |
0,950 |
0,952 |
0,954 |
0,955 |
0,956 |
0,96407 |
2,0 |
0,852 |
0,908 |
0,930 |
0,942 |
0,949 |
0,954 |
0,957 |
0,960 |
0,962 |
0,965 |
0,967 |
0,968 |
0,969 |
0,970 |
0,97725 |
2,2 |
0,864 |
0,921 |
0,942 |
0,954 |
0,960 |
0,965 |
0,968 |
0,970 |
0,972 |
0,975 |
0,977 |
0,978 |
0,979 |
0,980 |
0,98610 |
2,4 |
0,874 |
0,931 |
0,952 |
0,963 |
0,969 |
0,973 |
0,976 |
0,978 |
0,980 |
0,982 |
0,984 |
0,985 |
0,986 |
0,987 |
0,99180 |
2,6 |
0,883 |
0,938 |
0,960 |
0,970 |
0,976 |
0,980 |
0,982 |
0,984 |
0,986 |
0,988 |
0,989 |
0,990 |
0,991 |
0,991 |
0,99534 |
2,8 |
0,891 |
0,946 |
0,966 |
0,976 |
0,981 |
0,984 |
0,987 |
0,988 |
0,990 |
0,991 |
0,992 |
0,993 |
0,994 |
0,994 |
0,99744 |
3,0 |
0,898 |
0,952 |
0,971 |
0,980 |
0,985 |
0,988 |
0,990 |
0,992 |
0,992 |
0,994 |
0,995 |
0,996 |
0,996 |
0,996 |
0,99865 |
3,2 |
0,904 |
0,957 |
0,975 |
0,984 |
0,988 |
0,991 |
0,992 |
0,994 |
0,995 |
0,996 |
0,996 |
0,997 |
0,997 |
0,998 |
0,99931 |
3,4 |
0,909 |
0,962 |
0,979 |
0,986 |
0,990 |
0,993 |
0,994 |
0,995 |
0,996 |
0,997 |
0,998 |
0,998 |
0,998 |
0,998 |
0,99966 |
3,6 |
0,914 |
0,965 |
0,982 |
0,989 |
0,992 |
0,994 |
0,996 |
0,996 |
0,997 |
0,998 |
0,998 |
0,999 |
0,999 |
0,998 |
0,99984 |
3,8 |
0,918 |
0,969 |
0,986 |
0,990 |
0,994 |
0,996 |
0,997 |
0,997 |
0,998 |
0,998 |
0,999 |
0,999 |
0,999 |
0,999 |
0,99993 |
4,0 |
0,922 |
0,971 |
0,986 |
0,992 |
0,995 |
0,996 |
0,997 |
0,998 |
0,998 |
0,999 |
0,999 |
0,999 |
1,000 |
1,000 |
0,99997 |
4,2 |
0,926 |
0,974 |
0,988 |
0,993 |
0,996 |
0,997 |
0,998 |
0,998 |
0,999 |
0,999 |
1,000 |
1,000 |
— |
— |
0,99999 |
4,4 |
0,929 |
0,976 |
0,989 |
0,994 |
0,996 |
0,998 |
0,998 |
0,999 |
0,999 |
1,000 |
— |
— |
— |
— |
0,99999 |
4,6 |
0,932 |
0,978 |
0,990 |
0,995 |
0,997 |
0,998 |
0,999 |
0,999 |
0,999 |
— |
— |
— |
— |
— |
— |
4,8 |
0,935 |
0,980 |
0,991 |
0,996 |
0,998 |
0,998 |
0,999 |
0,999 |
1,000 |
— |
— |
— |
— |
— |
— |
5,0 |
0,937 |
0,981 |
0,992 |
0,996 |
0,998 |
0,999 |
0,999 |
1,000 |
— |
- |
— |
— |
— |
— |
— |
Такие
результаты вычисления не должны поставить
исследователя в тупик, если технолог
при постановке задачи ориентировался
на большую выборку, а в результате
расчета получил п
<
20, или ориентировался на малую выборку,
а в результате расчета получил n
> 20, то это означает, что точность была
задана неверно. В первом случае она
занижена, а во втором — завышена.
Скорректировав точность, можно получить
правильные результаты. Если технолога
интересует заданная ранее точность, то
необходимо в первом случае перейти к
анализу технологического процесса
малыми выборками, а во втором случае —
выборками большого объема. При этом
объемы выборок должны быть вновь
проверены по формулам, соответствующим
измененным условиям. После определения
объема выборки технолог, руководствуясь
указаниями, данными в начале раздела,
производит отбор деталей в выборку.
Обычно в производственных уcловиях
с достаточной точностью и надежностью
объем больших выборок составляет n
= 50...200
шт. При этом если надежность α = 0,95, то
точность оценки среднего арифметического
значения
составляет
ε = (0,3...0,15) S,
а точность оценки среднего квадратического
отклонения
![]() и коэффициента вариации V0
составляет
ε = (0,2...0,1) S.
Каждая деталь, входящая в выборку,
измеряется с помощью универсально-измерительных
приборов в соответствии с ранее
составленной схемой измерения. Причем
измерительные базы, как правило, должны
совпадать с технологическими или
конструкторскими базами. Цена деления
измерительной шкалы универсально-измерительного
прибора
и коэффициента вариации V0
составляет
ε = (0,2...0,1) S.
Каждая деталь, входящая в выборку,
измеряется с помощью универсально-измерительных
приборов в соответствии с ранее
составленной схемой измерения. Причем
измерительные базы, как правило, должны
совпадать с технологическими или
конструкторскими базами. Цена деления
измерительной шкалы универсально-измерительного
прибора
![]()
где δ — допуск на размер детали по чертежу, мм.
Результаты измерения деталей выборки заносят в специально подготовленную таблицу, подобную по форме табл. 6.
Таблица 5
Таблица функции L(q, k)
K |
|
||||||||
|
0,10 | |
0,15 | |
0,20 | |
0,25 |
0,30 |
0,40 0,50 |
0,60 |
1 |
|
6 8 10 12 14 16 18 20 25 30 35 40 |
0,264 0,305 0,340 0,371 0,399 0,425 0,448 0,470 0,518 0,559 0,597 0,628 |
0,388 0,444 0,491 0,532 0,567 0,599 0,627 0,652 0,706 0,749 0,787 0,815 |
0,501 0,567 0,620 0,664 0,701 0,733 0,760 0,784 0,832 0,867 0,893 0,913 |
0,599 0,669 0,722 0,764 0,798 0,826 0,849 0,868 0,905 0,930 0,944 0,957 |
0,681 0,748 0,797 0,833 0,862 0,885 0,903 0,918 0,944 0,962 0,969 0,978 |
0,791 0,845 0,882 0,900 0,929 0,944 0,955 0,964 0,979 0,988 0,990 0,994 |
0,849 0,895 0,925 0,946 0,960 0,971 0,980 0,984 0,992 0,996 0,997 0,999 |
0,886 0,926 0,961 0,968 0,978 0,985 0,990 0,993 0,997 0,999 0,999 1,000 |
|
45 |
0,657 |
0,840 |
0,929 |
0,967 |
0,984 |
0,996 |
0,999 |
— |
|
50 |
0,682 |
0,860 |
0,942 |
0,974 |
0,993 |
0,998 |
0,999 |
--- |
|
60 |
0,726 |
0,893 |
0,960 |
0,984 |
0,996 |
0,999 |
1,000 |
— |
|
70 |
0,762 |
0,917 |
0,972 |
0,990 |
0,998 |
1,000 |
— |
— |
|
80 |
0,792 |
0,935 |
0,980 |
0,994 |
0,999 |
— |
— |
— |
|
90 |
.0,818 |
0,949 |
0,986 |
0,996 |
0,999 |
— |
— |
— |
|
100 |
0,840 |
0,959 |
0,990 |
0,997 |
1,000 |
— |
— |
— |
|
150 |
0,914 |
0,986 |
0,998 |
1,000 |
— |
— |
— |
— |
|
200 |
0,951 |
0,995 |
1,000 |
— |
— |
— |
— |
--- |
|
250 |
0,972 |
0,998 |
1,000 |
— |
— |
— |
— |
--- |
|
500 |
0,998 |
1,000 |
1,000 |
— |
— |
— |
— |
--- |
|
1000 |
1,000 |
1,000 |
1,000 |
. — |
— |
— |
— |
--- |
|
Таблица 6
Результаты измерения коробления поршневых колец
Номер измерения |
Измеренное значение, мкм |
Номер измерения |
Измеренное значение, мкм |
Номер измерения |
Измеренное значение, мкм |
|
1 |
22 |
34 |
38 |
67 |
24 |
|
2 |
48 |
35 |
15 |
68 |
36 |
|
3 |
24 |
36 |
29 |
69 |
19 |
|
4 |
43 |
37 |
34 |
70 |
36 |
|
5 |
24 |
38 |
33 |
71 |
27 |
|
6 |
36 |
39 |
35 |
72 |
37 |
|
7 |
16 |
40 |
25 |
73 |
44 |
|
8 |
25 |
41 |
41 |
74 |
32 |
|
9 |
33 |
42 |
45 |
75 |
7 |
|
10 |
25 |
43 |
32 |
76 |
37 |
|
11 |
44 |
44 |
37 |
77 |
21 |
|
12 |
19 |
45 |
58 |
78 |
35 |
|
13 |
32 |
46 |
50 |
79 |
11 |
|
14 |
36 |
47 |
37 |
80 |
34 |
|
15 |
29 |
48 |
39 |
81 |
43 |
|
16 |
36 |
49 |
31 |
82 |
21 |
|
17 |
31 |
50 |
22 |
83 |
43 |
|
18 |
41 |
51 |
33 |
84 |
37 |
|
19 |
35 |
52 |
24 |
85 |
48 |
|
20 |
35 |
53 |
56 |
86 |
40 |
|
21 |
41 |
54 |
25 |
87 |
45 |
|
22 |
42 |
55 |
41 |
88 |
28 |
|
23 |
48 |
56 |
26 |
89 |
39 |
|
24 |
34 |
57 |
25 |
90 |
28 |
|
25 |
40 |
58 |
36 |
91 |
39 |
|
26 |
25 |
59 |
46 |
92 |
45 |
|
27 |
20 |
60 |
19 |
93 |
24 |
|
28 |
48 |
61 |
34 |
94 |
25 |
|
29 |
41 |
62 |
32 |
95 |
21 |
|
30 |
21 |
63 |
53 |
96 |
41 |
|
31 |
51 |
64 |
48 |
97 |
48 |
|
32 |
39 |
65 |
43 |
98 |
29 |
|
33 |
37 |
66 |
57 |
99 |
27 |
|
|
|
|
|
100 |
30 |
|