

Введение
Современный инженер – технолог машиностроительного предприятия в своей практической деятельности для принятия правильного и обоснованного решения часто вынужден проводить различные эксперименты. Эти эксперименты позволяют ему выбирать для каждых условий оптимальное решение.
Получение надежных выводов и объективных оценок на основании поставленных экспериментов неразрывно связано с применением специальных математических методов. Эти методы, основанные на теории вероятностей и математической статистике, все шире применяется для изучения технологических процессов механической обработки деталей.
В России и за рубежом в области применения теории вероятностей и математической статистики опубликован ряд работ – Н. А. Бородачева, А. Н. Гаврилова, А. К. Кутай, Х. Б. Кордоского, Н. В. Смирнова, И. В. Дунин – Барковского, А. Б. Яхина, К. А. Браунли, Д. И. Коудена, А. Хальда, Б. Хансена, - благодаря которым созданы необходимые предпосылки для широкого проникновения современного аппарата математического анализа в технологические исследования.
Задача применения математических методов заключается в том, чтобы заменить субъективную оценку технологического процесса объективными данными, полученными в результате эксперимента.
В связи с этим в предполагаемой книге излагаются методики проведения статистического, корреляционного, регрессионного и дисперсного анализов технологической обработки деталей машин, освещаются вопросы оценки их надежности, стабильности и устойчивости.
Материал учебного пособия соответствует программе подготовки дипломированных специалистов по направлению 151000 «Конструкторско-технологическое обеспечение автоматизированных машиностроительных производств». Оно ориентировано главным образом на изучение студентами специальности 151002 «Металлообрабатывающие станки и комплексы», дисциплины «Резание материалов».
1. Статистический анализ технологических процессов
Для технологического процесса механической обработки деталей машин характерны следующие основные особенности: большое количество параметров, оказывающих влияние на точность готовой детали, значительное разнообразие отдельных параметров, невозможность целенаправленно управлять большинством параметров в связи с их случайным характером изменения.
Как видно из схемы (рис. 1), технологический процесс механической обработки детали представляет собой сложную систему, поведение которой технолог должен уметь прогнозировать, корректировать при необходимости, т. е. действенно управлять ею для того, чтобы обеспечить высокое качество выпускаемой продукции.
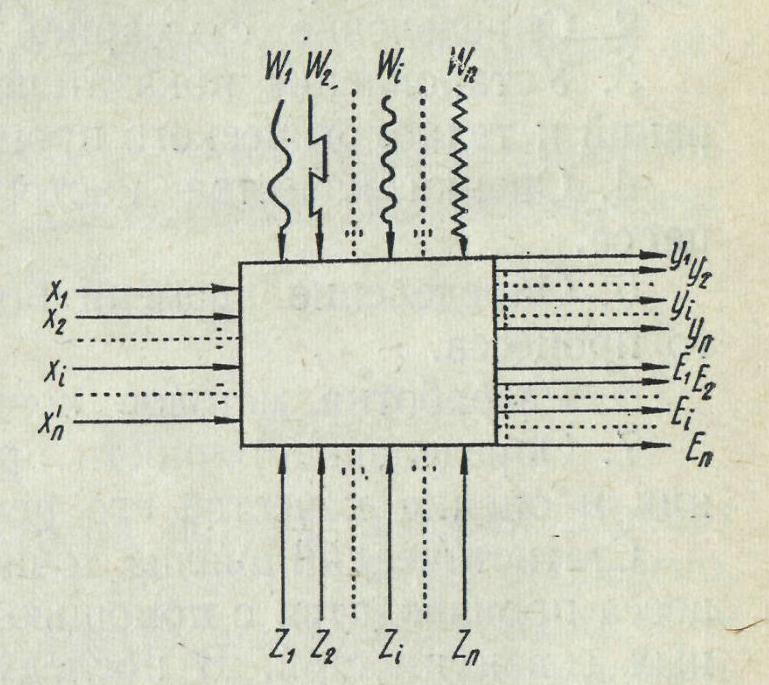
Рис. 1. Схема функционирования технологического процесса:
x1 ...хп—входные контролируемые параметры; z1 ...zп — управляющие контролируемые параметры; W1... Wп — возмущающие неконтролируемые параметры; y1 ... уп — выходные показатели качества; Е1 ... Еп — выходные экономические показатели.
Функционирование технологического процесса подчиняется определенным закономерностям, знание которых необходимо для прогнозирования и управления этим процессом. Выявление этих закономерностей является одной из самых важных составных частей анализа технологических процессов.
Влияние на ход технологического процесса значительного количества управляемых и неуправляемых факторов требует для его объективного анализа применения методов математической статистики.
Сравнение различных количественных показателей, причинный анализ действия различных факторов, выяснение тенденций изменения количественных показателей в различные периоды времени или в изменяющихся условиях, установление на этой основе определенной нормы поведения, а затем предсказание возможных результатов определенных фиксированных явлений — в этом и состоит ценность статистики [21].
Статистические методы анализа применяются в технологии машиностроения для решения следующих основных задач:
1. Определение соответствия точности, заданной на чертеже, точности производственного оборудования.
2. Определение суммарной погрешности обработки.
3. Установление показателей точности отдельных операций и технологического процесса в целом.
4. Оценка качества настройки технологического процесса.
5. Определение времени поднастройки технологического процесса.
6. Разработка методов контроля качества продукции.
7. Определение точности производственного оборудования и оценка качества его ремонта.
Статистический анализ точности технологического процесса производится с помощью больших и малых выборочных совокупностей. В последующих разделах излагается методика анализа технологического процесса с помощью больших выборочных совокупностей. С помощью малых выборочных совокупностей, в основном, осуществляется анализ надежности технологических процессов, изложенный в главе II.
Основным методом, которым пользуются при анализе технологических процессов, является выборочный метод, теория которого достаточно полно разработана в математической статистике. Основными понятиями в теории выборочного метода являются генеральная совокупность — совокупность всех возможных элементов (деталей), которым присущ интересующий исследователя признак, и выборочная совокупность (выборка) — совокупность части элементов, которые отбираются из генеральной совокупности для получения достоверных сведений о всей совокупности.
Число членов п, образующих выборку, составляет ее объем. Большой выборочной совокупностью считается выборка объемом п > 20, а малой — n < 20.
Большие выборки по отношению ко времени их образования могут быть единовременными и текущими. Единовременной выборкой является выборка, которая отобрана из партии деталей после их изготовления. Для обеспечения репрезентативности (представительности) выборки все детали, входящие в выборку, должны быть тщательно перемешаны между собой. Если технологу необходима большая единовременная выборка крупных деталей, перемешивание которых затруднено, то каждой детали партии присваивается порядковый номер, и отбор деталей в выборку производится по таблице случайных чисел [18].
Текущей выборкой является выборка, которая состоит из деталей, последовательно изготовленных за определенный промежуток времени на данном станке, при данной настройке.
Методика статистического анализа точности технологического процесса заключается в последовательном выполнении ряда этапов, изложенных ниже.