

10.5 Механизация и автоматизация заготовительных электромонтажных операций
Подготовка монтажных проводов. Способ заготовки монтажных проводов зависит от размеров производства и марки провода,
Резка монтажного провода. Монтажные провода, в том числе экранированные, разрезают на специальных автоматах, ножницами гильотинного типа, монтажными ножницами или кусачками. Длина заготовляемых проводов, перемычек, кабелей и изолирующих трубок должна соответствовать размерам, указанным в технологической карте или в таблице заготовок. Сращивать провода и кабели из отдельных отрезков не допускается.

Рис. 10.11. Приспособление для резки монтажных проводов:
а — механизм зажима; б — схема работы
При ручном способе заготовки длину проводов определяют по образцам или линейкой с делением. Длинные монтажные провода для межблочных кабелей режут на специальном приспособлении, отмеряющем необходимую длину провода, или вручную вытягиванием провода из бухты на требуемую длину, отмеренную заранее.
В радиотехнической промышленности успешно применяют приспособление (рис. 10.11) для резки монтажных проводов с полихлорвиниловой изоляцией длиной от 30 до 200 мм. Приспособление устанавливается на станину токарного станка и приводится в движение от шпинделя последнего. Оно может быть быстро смонтировано и снято. Производительность приспособления определяется числом оборотов шпинделя станка (за один оборот шпинделя отрезается один кусок провода). Наиболее целесообразен режим 120 оборотов шпинделя в минуту.
В трехкулачковый патрон (рис. 10.11, а) зажимают хвостовик 1, который с помощью шарнирного сцепления вращает вал 2. На
вал плотно насажены ведущий диск 3 с полукруглой накатанной канавкой для протягивания провода, кулачковый диск 4 и диск 7 с лимбом, по которому устанавливается длина отрезаемого провода. При вывернутых винтах 6 втулка 9, на которую насажены кулачковый диск 5 и диск 8 с риской, свободно сидит на валу 2.
На левом конце коромысла 17 (рис. 10.11, б) установлен ролик 19, который постоянно прижимается к дискам пружиной 18. Пралевый конец коромысла шарнирно соединен с ножом 16. Нижнее коромысло 17 тягой 13 соединено с верхним коромыслом 12, на левом конце которого насажен прижимной ролик 11 с резиновым ободом. Ролики 10 служат для правки провода; для предотвращения изгиба при резке провод пропускают через трубку 14.
При движении ролика 19 по ободу дисков 4 и 5 на участке с малым радиусом ролик 11, прижимая провод к диску 3, протягивает его и подает через трубку к плите 15. В это время нож 16 находится в крайнем нижнем положении. С переходом ролика 19 на участок с большим радиусом ролик IT отходит от диска 3. Нож отрезает кусок провода и остается в крайнем верхнем положении.
Длину отрезаемого провода устанавливают по лимбу диска 7, поворачивая диск 8 при ослабленных винтах 6.
Удаление изоляции с концов монтажного провода. При отсутствии специальных указаний в технологической карте изоляцию с концов монтажных проводов снимают на участке длиной 7— 10 мм. При удалении изоляции ножами или ланцетами могут быть подрезаны или повреждены токопроводящие жилы провода. Поэтому для снятия изоляции применяют специальные автоматы и приспособления.
Способ удаления изоляции зависит от ее состава. С проводов марок МГВ, МГВЛ, МГВСЛ, ТМ-200, ПМВ, БПВЛ, МЦСЛ с пластикатовым пли хлорвиниловым слоем, прилегающим к жиле, изоляцию снимают на автомате одновременно с отмеркой и резкой. Исполнительными механизмами такого автомата управляет кулачок, профиль которого состоит из трех одинаковых кривых.
При повороте кулачка на 120° завершается один цикл работы. За полный оборот распределительного кулачка автомат выдает три мерные заготовки длиной 50—800 мм. Провод подается на заданную длину зачистки изоляции (от 15 до 70 мм) автоматически. Две пары вращающихся ножей прорезают изоляцию на установленную глубину с обоих концов отрезанного провода.
Сматываясь с катушки 9 (рис. 10.12), монтажный провод через притормаживающие устройства 10 и 11 проходит между выпрямляющими роликами 12. Диск 7 и подпружиненный ролик 8 подают провод к зажимам 6 и 24. Кулачок 1 управляет зажимами с помощью упоров 17 т. 21. Муфта 15, периодически приводимая во вращение от кулачка, поворачивает подающий диск 7. Величину подачи провода регулируют рукояткой 13 и отсчитывают по шкале 14.
После фиксации провода зажимами две пары вращающихся ножей 3 и 4, укрепленных на головке и приводимых в движение зубчатыми колесами 2 и 5, прорезают изоляцию до токонесущей жилы. Нож 20, получая возвратно-поступательное движение от кулачка 1 через механизм 19, отсекает провод. Количество полученных заготовок регистрируется счетчиком 18. При перемещении рам 23 и 22 изоляция снимается на участках между ножами 3 и 20; 4 и 20. При дальнейшем движении нижней рамы упор 16 открывает зажим 24, и готовый провод выталкивается в приемный лоток.
Циклограмма работы автомата показана на рис. 10.13. Производительность его 1 200 заготовок в час. С проводов марок МГВ, МГВЛ, МГВСЛ, БПВЛ, ПВЛ, ПМВ изоляцию снимают на приспособлении с ножным приводом (рис. 10.14).

Рис. 10.12. Головка автомата для резки и зачистки монтажных проводов
Провода марок МГВ, МГВЛ, БПВЛ, ПМВ, ПМОВ, ПМВГ, МГШВ, МПЛ, МОГ очищают от изоляции электрообжигом в приспособлении закрытого типа с соленоидным приводом (рис. 110.15, а) или электрощипцами (рис. 10.15, б).
При пользовании приспособлением конец провода вводят в отверстие 2 (рис. 10.15, а) до упора. Длину зачищаемого от изоляции участка провода регулируют винтом 4. Соленоид 1, управляемый ножной педалью 6, сближает раскаленные нити, на которые от трансформатора 5 подается напряжение 0,5 в. Обжиг производится в закрытой полости, вентилируемой через отверстие 3, к которому присоединен шланг вытяжного вентилятора.
С одиночных проводов марок МГВ, МГВЛ, МГВСЛ, БПВЛ, БПТ, ПМВ, МЦСЛ, ЛПЛ, МОГ, ТМ-200 изоляцию снимают щипцами (рис. 10.16). С проводов с комбинированной изоляцией марок МЦСЛ, ПМВЛ, ЬЛПЛ, МГШВ, МОГ сначала снимают с помощью автомата (рис. 10.12) наружные слои изоляции, а затем удаляют внутренний слой электрообжигом. Нельзя подвергать электрообжигу наружные слои изоляции проводов БПТ, МЦСЛ, МТВСЛ и ТМ-200 с оплеткой и обмоткой из стекловолокна или фторопласта.

Рис. 10.13. Циклограмма работы автомата для резки и зачистки монтажных проводов
Удаление концов изоляции, а также заделку экранирующей оплетки у проводов, предназначенных для междублочных кабелей, выполняют до вязки проводов в жгут оплетки.
Одной из трудоемких работ по подготовке проводов под пайку является операция снятия изоляции. В изделиях радиоаппаратуры имеются десятки паяных соединений, большое количество моточных изделий, где применяют провода ПЭМ, ПЭЛ, ПЭВ, ПЭТ, ПЭВНХ и др.
В практике монтажных работ изоляцию с проводов снимают самыми различными способами: механической зачисткой, химическим способом, обжигом изоляции в пламени или разогретой электрической спиралью.
В условиях индивидуального производства, как правило, удаление изоляции производят механическим способом (зачисткой наждачной шкуркой, лезвием ножа) и другими способами.
Химический способ основан на размягчении изоляции в различных кислотах и щелочах с последующим удалением изоляции механическим способом.

Рис. 10.14. Приспособление с ножным приводом для снятия изоляции с концов монтажных проводов:
1 — ползун; 2 — ноши; 3 — прижимы
При тепловом способе изоляцию сжигают в пламени горелки с последующим быстрым охлаждением в спирте.
При тепловом способе могут быть частые пережоги провода, в результате чего получается окисная плен на, которую приходится снимать механическим способом. Механический способ имеет ряд недостатков, за счет которых снижаются прочностные характеристики проводов (скручивание, уменьшение диаметра).
Провода малых диаметров 0,02—0,05 мм механическим способом обрабатывать нельзя.
Химический способ очень длителен и вреден для здоровья рабочих.
С целью предотвращения окисления провода при тепловом способе изоляции применяют нейтральные газы. Этот способ получил широкое применение при серийном производстве радиоаппаратуры, так как полностью предотвращено окисление проводов. Установки для снятия изоляции рассчитаны на стабильную температуру, в результате чего не может быть пережога провода.
Широкое применение в промышленности получил обжиг изоляции в расплавленных солях. Для обжига применяют соли, которые имеют температуру плавления, не превышающую температуру отжига проводов. Например, хлористый калий имеет температуру плавления 768° С.

Рис. 10.15. Приспособление с соленоидным приводом (а) и щипцы (б) для электрообжига изоляции
Участки провода, подлежащие зачистке, опускают в расплавленную соль и выдерживают в течение 1—2 сек, после этого провод быстро погружают в жидкость, растворяющую соль, и охлаждают в ней 1—2 сек, после чего протирают ветошью. Отсутствие перегрева в этом случае не вызывает изменение структуры материала провода. Наличие корки соли на проводе в момент переноса его в охлаждающую жидкость, в которой растворяется соль, защищает его от оксиления. Провода после зачистки в соляной ванне хорошо облуживаются и паяются.
Снятие окисной пленки с токонесущей жилы. Жилы монтажных проводов, не имеющие конструктивного оловянного покрытия (провода ЛПЛ, ЛПРГС и др.), защищают от окисной пленки с помощью приспособления, изображенного на рис. 10.17. Конец провода со снятой изоляцией через отверстие в кожухе осторожно, чтобы не повредить изоляцию, вводят между вращающимися стальными щетками. После удаления окисной пленки жилы провода скручивают.
Заделка концов изоляции. Способ заделки изоляции определяется маркой применяемого провода. Концы текстильной оплетки проводов для предохранения от разлохмачивания и сползания обычно закрепляют нитроклеем или надевают на них отрезки поли-хлорвипиловых либо линоксиновых трубок. Нитроклей наносят на участок провода длиной 8—10 мм (рис. 10.18, а), а трубки такой же длины надевают на конец оплетки (рис. 13.18, б). Оплетку проводов БПВЛ, МГВЛ и МГВСЛ предварительно сдвигают на —5 мм от места среза полихлорвиниловой изоляции и ее избыток разгоняют вдоль провода (рис. 10.19).

Рис. 10.16. Щипцы для снятия изоляции с концов монтажных проводов:
1 – угольник; 2 – верхний нож; 3 – нижний нож; 4 – ручка; 5 – прижим
В исключительных случаях (из-за значительной трудоемкости этой операции) для закрепления текстильной оплетки используют оклетневку хлопчатобумажными нитками № 20 (рис. 10.20). Изоляцию закрепляют на участке провода длиной 5— 7 мм.
Лужение оголенных жил проводов. Оголенные жилы проводов на участке длиной 5—8 мм лудят горячим способом, погружая на 1—2 сек в ванну с расплавленным припоем ПОС-40. Чтобы удалить излишек припоя, провод встряхивают и затем протирают мягкой тряпкой. Перед лужением жилки провода скручивают.
Можно лудить одновременно концы нескольких проводов, предварительно подравняв поверхность стола. Погружая в припой, провода держат строго вертикально. При лужении концов провода применяются безкислотные флюсы. Концы одиночных проводов лудят с помощью электропаяльника.

Рис. 10.17. Приспособление для удаления окисной пленки с жил монтажных проводов
Заделка концов экранирующей оплетки. Экранирующую оплетку монтажных проводов, если не исключено ее соприкосновение с контактными лепестками деталей, заключают в полихлорвиниловую трубку, которую надевают до-заделки концов экранирующей оплетки. Оплетку закрепляют так, чтобы ее концы можно было подключать к корпусу.
Изоляцию на концах экранированного провода снимают и за-"крепляют после заделки экранирующей оплетки (рис. 10.21, а). Концы текстильной оплетки экранированных проводов БПВЛЭ, МГВЭЛ и МГВСЛЭ срезают ножницами на 3—5 мм от места среза полихлорвиниловой изоляции (рис. 10.21, б). Экранирующую оплетку проводов срезают вокруг так, чтобы разрез был ровным, без торчащих жилок. Пайку на экранирующей оплетке выполняют осторожно, чтобы не повредить изоляцию провода. Продолжительность пайки не более 3—5 сек.

Рис. 10.18. Закрепление изоляции провода нитроклеем (а) и надевание отрезка полихлорвиниловой трубки (б)
Рис. 10.19. Закрепление нитроклеем текстильной оплетки проводов БЦВЛ,МГВЛ, МГВСЛ
Рис. 10.20. Закрепление изоляции провода нитками (оклетневка): 1 – изоляция; 2 – нитки
Концы экранирующей оплетки проводов МГВЭ, МГВЛЭ, МГВЛЭ, БПВЛЭ, БПТЭ, МЦСЛЭ и др. заделывают одним из четырех способов:
1. Протаскивают провод черев отверстие, сделанное в оплетке, и вытягивают свободный конец оплетки. Для проводов МГВЭ применяют только такой способ заделки экранирующей оплетки.

Рис. 10.21. Разделка конца экранированного провода:
а – вид, после заделки экранирующей оплетки; б – вид по срезанной текстильной оплетке; 1 – жила провода; 2 – изоляция; 3 – экранирующая оплетка; 4 – текстильная оплетка
Предварительно конец оплетки расширяют (сдвигают), как это показано на рис. 10.22, а. Отверстие в оплетке делают на расстоянии 20 мм от конца провода, с тем чтобы после снятия изоляции конец оплетки находился на расстоянии 8—10 мм от оголенной жилы. Свободный конец оплетки осторожно вытягивают свайкой (рис. 10.22, б и в), При таком способе заделки оплетка по длине равна заготовке провода и в процессе заделки не требуется дополнительной подрезки и закрепления.
Свободный конец экранирующей оплетки в дальнейшем используют для подключения к корпусному лепестку. Если длина конца оплетки для этого недостаточна, к нему подпаивают отрезок голого провода ММ диаметром 0,5—0,8 мм (рис. 10.23), конец которого длиной 4—6 мм вводят внутрь оплетки с ее торца. На конец оплетки и подпаянный отрезок провода надевают линоксиновую или нолихлорвиниловую трубку.

Рис. 10.22. Способ заделки концов экранирующей оплетки:
а – конец экранирующей оплетки в сдвинутом положении; б – конец экранирующей оплетки в вытянутом положении; в – конец экранирующей оплетки в натянутом положении

Рис. 10.23. Удлинение заземляющего конца экранирующей оплетки
2. У края полихлорвиниловой трубки 6 (рис. 10.24, а),надеваемой на оплетку 5, делают клинообразный вырез, в этом месте к оплетке подпаивают припоем ПОС-40 распушенный конец провода 4 марки МГВ длиной 40—50 мм сечением 0,35 мм2. Место пайки и конец экранирующей оплетки со сдвинутым концом текстильной оплетки 3 (внутри текстильной оплетки находится жила 1 с изоляцией 2) закрепляют ниткой 7 (№ 20) и покрывают нитроклеем.
3. На конец оплетки 5 (рис. 10.24, б) в направлении от середины провода с жилой 1 и изоляцией 2 плотно накладывают 2—3 витка голого луженого провода ММ диаметром 0,5 мм. Один конец его длиной 40—50 мм остается свободным, а другой после удаления излишка прижимают монтажными плоскогубцами к оплетке. Затем витки провода и конец экранирующей оплетки запаивают припоем ПОК-56 (температура плавления 124° С). В случае применения припоев ПОС-40 и ПОС-61 между текстильной и экранирующей оплетками в месте пайки прокладывают кабельную бумагу или лакоткань, на свободный конец голого провода надевают линоксиновую трубку б длиной 30—40 мм, диаметром 0,5—0,8 мм и место пайки плотно закрывают отрезком изолирующей трубки длиной 15— 20- мм.
4. Концы экранирующей оплетки 1 коротких проводов (рис. 10.25, а) вместе со срезанным концом текстильной оплетки 3 закрепляют ниткой 2 (№ 20) и покрывают нитроклеем. К середине экранирующей оплетки припоем ПОК-56 подпаивают распушенный конец провода 4 марки МГВ сечением 0,35 мм2, длиной 40—50 мм (рис. 10.25, б). На экранированный провод надевают полихлорвиниловую трубку 5. Свободный конец подпаянного провода пропускают через предварительно сделанную в середине трубки поперечную прорезь длиной 4—5 мм и вытаскивают наружу.
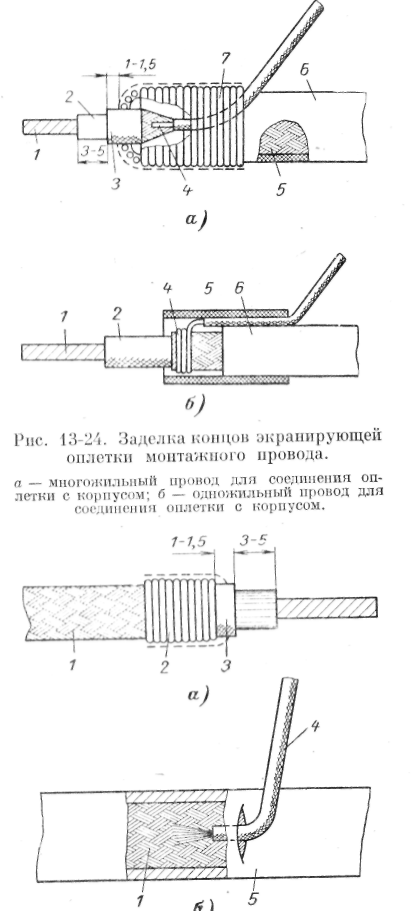
Рис. 10.24. Заделка концов экранирующей оплетки монтажного провода
а – многожильный провод для соединения оплетки с корпусом; б – одножильный провод для соединения оплетки с корпусом
Рис. 10.25. Заделка конца экранирующей оплетки короткого монтажного провода (а) и припайка провода к экранирующей оплетке (б).
Подготовка кабелей. Резка высокочастотных кабелей РК производится ножницами гильотинного типа. Длину отрезка кабеля отмеряют линейкой с делениями или пользуются для этого образцом заготовки. Изоляцию и экранирующую оплетку с концов кабеля РК снимают уступообразно на полуавтомате или монтажными ножницами и электроножом. При этом надо не повредить не только токопроводящую жилу, но и внутреннюю изоляцию и экранирующую оплетку. Размеры кабелей зависят от типа разъема и должны соответствовать данным эскиза технологической карты или чертежа.
Концы наружной текстильной оплетки кабелей РК-44 и РК-45 закрепляют нитками № 00 и покрывают нитроклеем. Окисную пленку оголенных концов токопроводящей жилы кабелей РК соскабливают шабером или шлифовальной шкуркой средней зернистости. Зачищенную жилу облуживают на 5—7 мм от конца припоем ПОС-40, как и провода.

Рис. 10.26. Сужение ленточного вывода радиодетали (а) и кусачки для этой операции (б).
Концы экранирующей оплетки кабелей РК при необходимости облуживают припоем ПОК-56 с помощью электропаяльника. Если для этой цели применяют припои ПОС-40 или ПОС-61, т. е. увеличивают диаметр конца экранирующей оплетки при его подпайке к разъему, то между внутренней изоляцией кабеля и экранирующей оплеткой прокладывают кабельную бумагу, электроизоляционный картон или надевают линоксиновую трубку.
Подготовка выводов радиодеталей. Выводы навесных радиодеталей (конденсаторов, резисторов и др.) перед монтажом выпрямляют и укорачивают на приспособлении или кусачками до требуемой длины согласно образцу и указаниям в технологической карте. Ленточные выводы радиодеталей для удобства подключения к контактным лепесткам обжимают в трубку (рис. 10.26, а) или сужают продольным срезом. Для обжатия выводов в трубку в основании губок кусачек или плоскогубцев высверливают отверстие (рис. 10.26, б).
Окисную пленку и краску с выводов радиодеталей зачищают шабером или шлифовальной шкуркой. Зачищенные выводы на расстоянии 8 мм от корпуса облуживают припоем ПОС-40. Если необходимо облудить вывод на меньшую длину, применяют пинцет-теплоотвод с медными насадками на губках (рис. 10.27).

Рис. 10.27. Лужение вывода резистора в ванне
Рис. 10-28. Гибка выводов радиодеталей
а – с помощью шаблона; б – круглогубцами.