

7. Изготовление обмоток
7.1. Виды обмоток и технические требования к ним
В радиоаппаратуре применяются разнообразные намоточные изделия, отличающиеся друг от друга по конструкции обмотки, по форме, размерам, назначению и условиям эксплуатации. Сюда относятся катушки контуров, катушки связи, дроссели высокой и низкой частоты, трансформаторы высокой и низкой частоты, проволочные постоянные резисторы, потенциометры и др.
Обмотки делятся на однослойные и многослойные, наматываемые на прямые и кольцевые каркасы; однослойные обмотки из жесткого провода выполняют без каркаса. По характеру укладки витков на каркас различают следующие виды обмоток: а) с укладкой «внавал»; б) с рядовой укладкой — виток к витку или плотная обмотка; в) рядовая шаговая; г) универсальная (или «универсаль»); д) шинная; е) пазовая.
а) Однослойные обмотки
Простая рядовая обмотка укладывается на плоские, цилиндрические и профильные каркасы с расчетным шагом tр, равным диаметру провода с изоляцией dиз, dиз + А или d + А, где А — размер промежутка между соседними витками, a d — диаметр провода без изоляции. Эти обмотки характеризуются малой собственной емкостью, небольшой индуктивностью, простотой изготовления, малым разбросом электрических параметров от заданного номинального значения при массовом изготовлении.
Простую рядовую обмотку широко применяют для изготовления контурных катушек и проволочных резисторов, а также проволочных потенциометров. В последнем случае провод укладывается на каркас виток к витку (рис. 7.1); уплотнение обмотки происходит в результате поджима витков при укладке каждым очередным витком. Это осуществляется наклоном провода при намотке на угол = 58° к нормали (по отношению к каркасу).

Рис.7.1.
Однослойная рядовая обмотка Рис.
7.2.Схема однослойной
кольцевой
обмотки
В радиоприборостроении, особенно при изготовлении потенциометров, часто применяют однослойные обмотки с заданным постоянным шагом dиз + А или d + A.
Кольцевая обмотка укладывается на каркас кольцевой формы. Витки ее располагаются в радиальном направлении, поэтому расстояния между соседними витками по наружной поверхности кольца больше, чем по внутренней (рис. 7.2). Шаг намотки tр измеряют по внутренней поверхности кольца; он может быть равен dиз, dиз + А или d + А (как и у простой рядовой обмотки).
Однослойные кольцевые обмотки применяют в основном в реостатах, потенциометрах и некоторых типах трансформаторов. На рис. 7.3 показана схема получения беззазорной кольцевой намотки. Уплотнение витков производится толкателями, которые совершают возвратно-поступательные движения (поочередно) при наложении витка и таким образом плотно подгоняют виток квитку сверху и снизу каркаса.
Бифилярная обмотка (рис. 7.4) наматывается одновременно двумя изолированными проводами с электрически соединенными концами. Эти обмотки укладывают с шагом 2 dиз или 2 dиз + А. Они характеризуются безындуктивностью благодаря взаимной компенсации равных по величине, но противоположных по направлению электромагнитных полей, возникающих на витках обоих проводов.

Рис. 7.3. Схема получения беззазорной кольцевой однослойной обмотки (наматывание потенциометра)

Рис. 7.4. Схема однослойной бифилярной обмотки
б) Многослойные обмотки
Простая рядовая обмотка в многослойных катушках укладывается последовательно ряд на ряд в обе стороны — слева направо и справа налево (рис. 7.5, а). Обмотки этого вида позволяют получать значительные индуктивности при сравнительно небольших габаритах катушек, но имеют большие собственные емкости и в связи с этим малую добротность, повышенный разброс электрических параметров при серийном или массовом производстве, а также повышенную разность потенциалов между крайними витками соседних рядов. Последняя пропорциональна числу витков в ряду и может резко возрасти из-за случайного провала витка одного из верхних слоев в нижние слои, что грозит пробоем при напряженном режиме работы катушки. Для предотвращения этого слоя обмотки изолируют друг от друга прокладками из конденсаторной или кабельной бумаги (рис. 7.5, б), что, естественно, ведет к увеличению размеров катушки. При наматывании на трубчатые каркасы сползание крайних витков предупреждают, уменьшая число витков в каждом следующем слое на один виток (рис. 7.5, в).
Простые многослойные рядовые обмотки применяют главным образом в трансформаторах и дросселях низкой частоты.
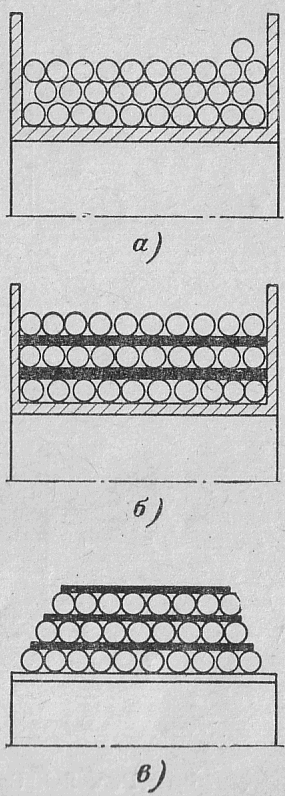
Рис. 7.5. Схемы многослойных рядовых обмоток
Многослойная бифилярная обмотка в принципе не отличается от однослойной. Ее наматывают с шагом 2dиз и применяют для изготовления безындукционных проволочных резисторов.
Секционированная индукционная обмотка наматывается на каркас-шпулю, разделенную на секции поперечными щеками. При равной ширине обмотки максимальная разность потенциалов между крайними витками каждого ряда тем меньше, чем больше число секций в каркасе. Секционирование значительно снижает собственную емкость обмотки, так как емкости секций соединены последовательно.
Один из вариантов выполнения секционированной индукционной обмотки показан на рис. 7.6, а. Число слоев обмотки в каждой секции должно быть нечетным, чтобы начало и конец провода располагались у противоположных торцов катушки. Первую секцию наматывают справа налево, вторую — слева направо, начало первой и второй секций электрически соединяют. После наматывания третьей секции, так же как и первой, справа налево соединяют конец второй секции с началом третьей секции и т. д. Технологической особенностью секционированной индукционной обмотки является то, что все нечетные и все четные секции независимо от их числа наматывают при вращении каркаса в противоположных направлениях.
Секционированная безындукционная обмотка укладывается на каркасах-шпулях с четным числом секций. В каждой секции наматывают равное количество витков, причем число слоев должно быть нечетным (рис. 7.6, б). Наматывание ведут посекционно; после укладки витков каждой секции каркас снимают со шпинделя станка, не обрывая провода, поворачивают на 180° и устанавливают снова. В результате такого наматывания витки в четных и нечетных секциях направлены навстречу друг другу и их магнитные поля взаимно компенсируются.
Секционированная безындукционная обмотка так же, как и бифилярная, применяется в проволочных безындукционных резисторах, но перед последней она имеет то преимущество, что допускает большее падение напряжения на виток.
Универсальная обмотка (рис. 7.7) отличается тем, что провод укладывается на каркас под некоторым углом к плоскости намотки с двумя или несколькими перегибами на торцах катушки за каждый оборот. Перекрещивание каждого последующего витка с предыдущим позволяет получать механически прочную обмотку, диаметр которой значительно больше ширины, обладающую малой собственной емкостью.

Рис. 7.6. Схема укладки многослойных секционированных обмоток:
а — индукционная; б — безындукционная.
Последняя тем меньше, чем больше угол укладки , и, наоборот, чем меньше угол , тем больше универсальная обмотка по своим электрическим параметрам приближается к простой многослойной рядовой обмотке.
Для получения универсальной обмотки поводок с проводом должен совершать в процессе наматывания возвратно-поступательное движение по ширине намотки от одного края к другому.
Шинная обмотка выполняется из шины — провода с прямоугольным поперечным сечением (рис. 7.8). В большинстве случаев шину укладывают спиралью в один ряд. Для межвитковой изоляции применяют прессшпановую ленту. Шинная обмотка применяется для изготовления ленточных магнитопроводов, а также конденсаторов.
Пазовая обмотка укладывается «внавал» в паз, например, при изготовлении пакета якоря электродвигателя. Механизм для раскладки провода в данном случае применяется редко из за малой ширины проходного отверстия паза (0,5—1,5 мм).

Рис. 7.7. Схема многослойной универсальной обмотки

Рис. 7.8. Схема многослойной шинной обмотки
Все обмотки характеризуются величиной электрического сопротивления, прочностью изоляции, числом витков, весом, жесткостью и т. п.
При любом процессе наматывания практически невозможно обеспечить получение совершенно точных заданных параметров обмоток, что обусловлено в основном непостоянством параметров обмоточных и изоляционных материалов. Качество обмоток зависит также от характера и технического состояния оборудования и от технологического процесса наматывания.
На качестве обмотки сказывается:
непостоянство диаметра и физических свойств обмоточного провода;
низкое качество изоляции провода;
неточность геометрической формы каркаса;
неточности кинематической схемы получения обмоток;
неточности оборудования и приспособлений;
неточность настройки станка;
деформации провода, каркаса и деталей станка;
неточность измерений в процессе наматывания.
Обмотки должны иметь требуемую по чертежу форму в заданных габаритах, заданное число витков, расположенных в нужном порядке, требуемую плотность витков, нужное омическое сопротивление или индуктивность, заданные линейные (или функциональные) характеристики сопротивления (для переменных резисторов и потенциометров) и неповрежденную изоляцию.