

3.7 Обоснование последовательности обработки поверхностей заготовки (составление маршрута)
Разработали маршрут обработки детали. За основу взяли ранее произведенные анализы маршрутов обработки поверхностей деталей «Фланец» и «Звездочка».
Маршрут обработки детали «Фланец», и выбор оборудования для этих операций приведены в таблице 3.6. Технологическая документация на изготовление детали «Фланец» приведена в приложении Б.
Маршрут обработки детали «Звездочка», и выбор оборудования для этих операций приведены в таблице 3.7. Технологическая документация на изготовление детали «звездочка» приведена в приложении В.
Таблица 3.6 - Маршрут обработки детали «Фланец»
|
Операция № |
Содержание установок и переходов |
Схема установок |
Станок |
|
1 |
2 |
3 |
4 |
|
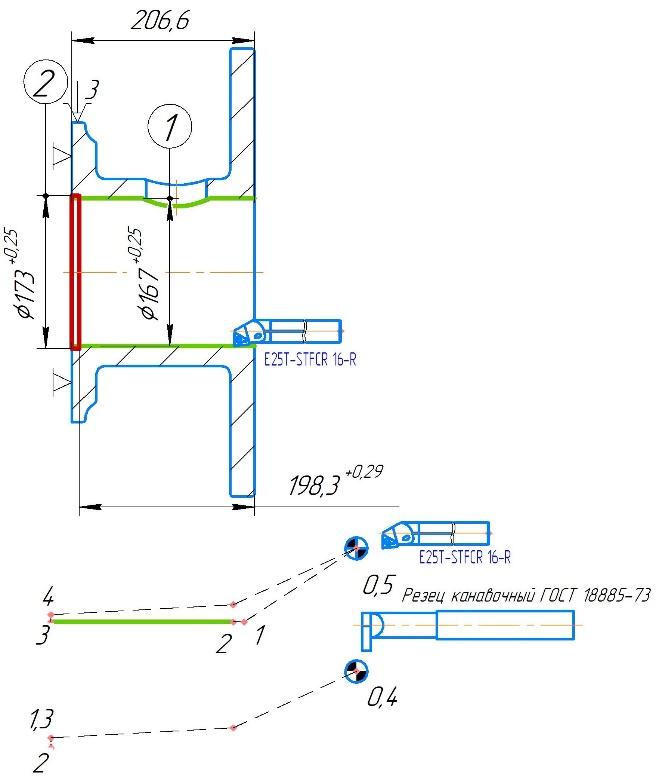
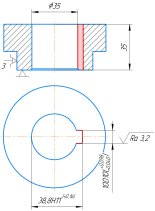
005 |
Токарная с ЧПУ Установ А. 1. Расточить, выдерживая диаметр Ø167+0,25 мм. 2. Расточить канавку, выдерживая диаметр Ø 173 мм, на расстоянии 198,3 мм.
УП в приложении Д. |
|
Токарный с ЧПУ, HAAS ST-45 |
Продолжение таблицы 3.6 - Маршрут обработки детали «Фланец»
|
1 |
2 |
3 |
4 |
|
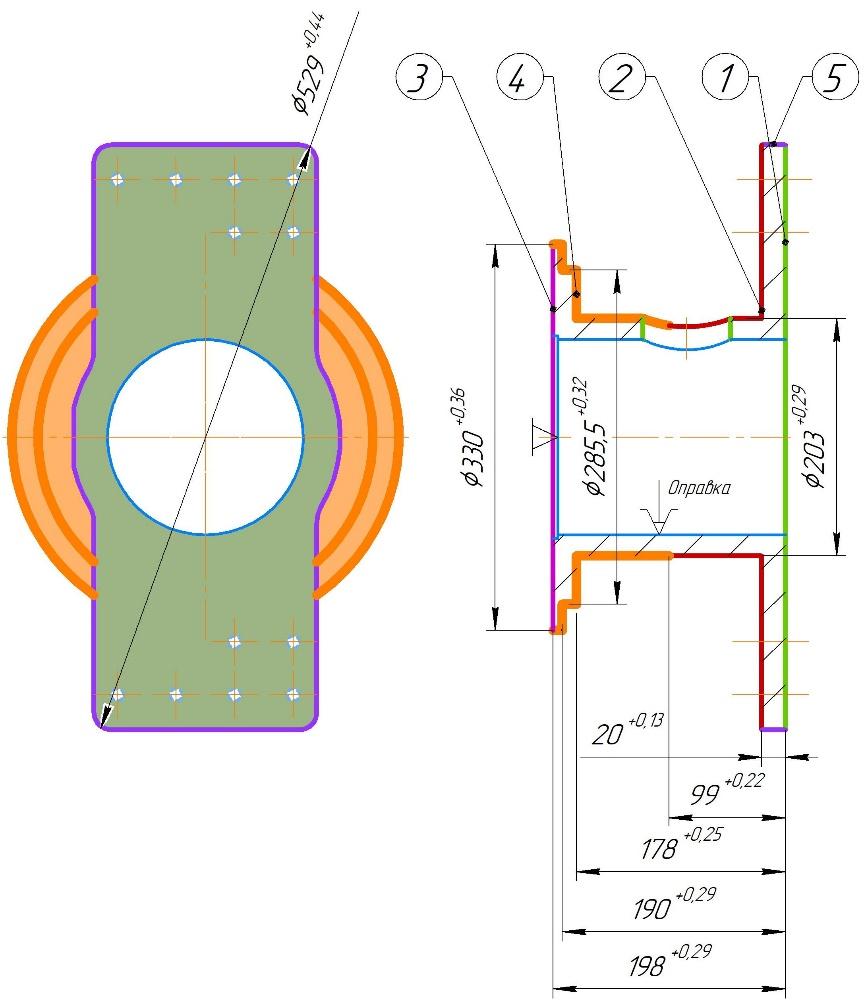
010 |
Токарно-фрезерная с ЧПУ Установ Б. Установить заготовку в приспособление, закрепить, снять. 1. Торцевать заготовку с припуском 4,3 мм. 2. Точить поверхность 2 выдерживая размеры начерно. 3. Точить поверхность 2 выдерживая размеры начисто. 4. Точить поверхность 3 выдерживая размеры начерно. 5. Точить поверхность 3 выдерживая размеры начисто. 6. Точить поверхность 4 выдерживая размеры начерно. 7. Точить поверхность 4 выдерживая размеры начисто. 8. Фрезеровать линейную поверхность 5, выдерживая размеры начерно. 8. Фрезеровать линейную поверхность 5, выдерживая размеры начерно. |
|
Токарно-фрезерный с ЧПУ, DMG MORI NEF 600 |
Продолжение таблицы 3.6 - Маршрут обработки детали «Фланец»
|
1 |
2 |
3 |
4 |
|
010 |
9. Фрезеровать поверхность 6 выдерживая размер начерно. 10. Фрезеровать поверхность 6 выдерживая размер начисто. 11. Сверлить центровочные отверстия в поверхностях 7 выдерживая размеры. 12. Сверлить отверстия в поверхностях 8 выдерживая размеры. 13. Сверлить центровочные отверстия в поверхностях 9 выдерживая размеры. 14. Сверлить отверстия в поверхностях 10 выдерживая размеры. 15. Нарезать резьбу в поверхностях 11 выдерживая размеры.
УП в приложении Д. |
|
Токарно-фрезерный с ЧПУ, DMG MORI NEF 600 |

Продолжение таблицы 3.6 - Маршрут обработки детали «Фланец»
|
1 |
2 |
3 |
4 |
|
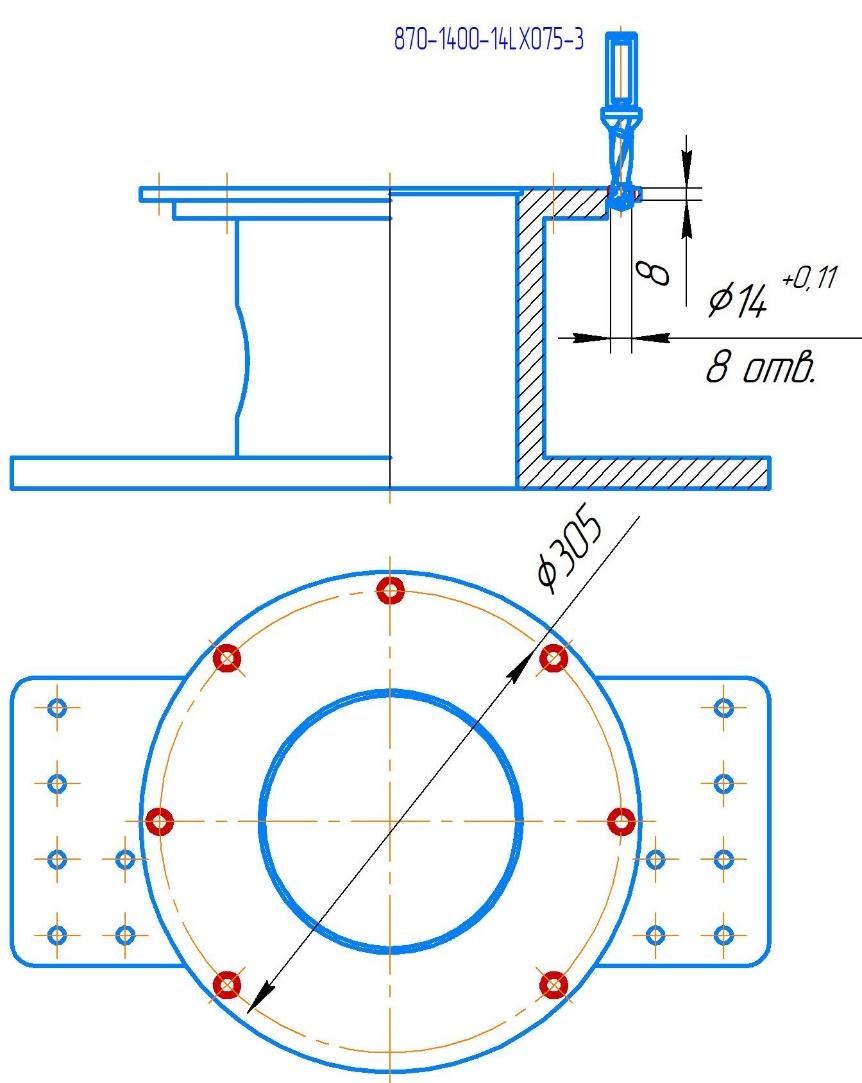
015 |
Сверлильная Установ В. Установить заготовку в приспособление, закрепить, снять. 1. Сверлить центровочные отверстия. 2. Сверлить восемь отверстий диаметром Ø14 мм, на глубину 8 мм.
|
|
Сверлильный станок, 2М55 |
Операционные эскизы изготовления детали «Фланец» приведены в приложении Б.
Таблица 3.7 - Маршрут обработки детали «Звездочка»
|
Операция № |
Содержание установок и переходов |
Схема установок |
Станок |
|
1 |
2 |
3 |
4 |
|
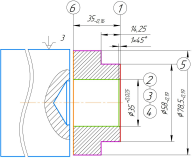
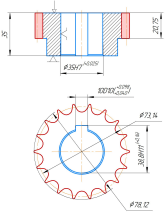
005 |
Токарная с ЧПУ Установ А. 1. Точить торец поверхности 1. 2. Сверлить центровочное отверстие поверхность 2. 3. Сверлить отверстие поверхность 3. 4. Расточить отверстие поверхность 4. 5. Точить линейную поверхность 6. 6. Отрезать заготовку поверхность 6.
УП в приложении Д
|
|
Токарный с ЧПУ, HAAS TL-1 |
|
010 |
Долбежная Установ Б. 1. Долбить шпоночный паз. |
|
Долбежный станок ГД-200 |
Продолжение таблица 3.7 - Маршрут обработки детали «Звездочка»
|
1 |
2 |
3 |
4 |
|
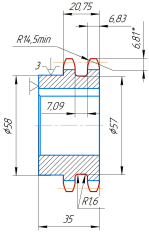
015 |
Зубофрезерный Установ В. 1. Фрезеровать зубья.
|
|
Зубофрезерный станок 5К32 |
|
020 |
Токарная с ЧПУ Установ Г. 1. Точить линейную поверхность.
УП в приложении Д |
|
Токарный с ЧПУ, HAAS ST-35 |
Операционные эскизы изготовления детали «Звездочка» приведены в приложении В.