

3.9 Оформление чертежа заготовки
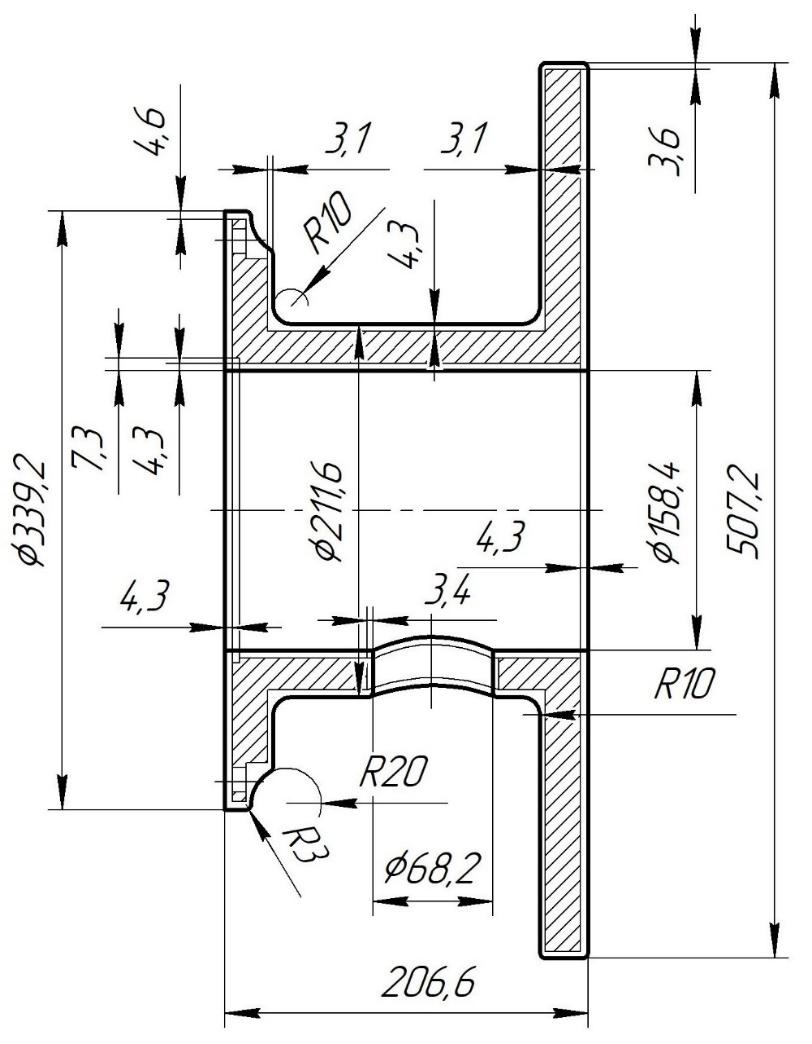
Рисунок 3.10 - Эскиз заготовки «Фланец» с начисленными припусками и допусками
Заготовка детали «Фланец» изготовлена из СЧ 35, получена литьем. Наибольший диаметр заготовки составляет 536 мм, в то время как сама деталь имеет максимальный диаметральный размер в 526,5 мм. Припуск на сторону составляет по 3,6 мм.
Длина заготовки составляет 206,6 мм, а изготавливаемая деталь имеет длину в 198 мм. Припуск на сторону составляет по 4,3 мм.
Заготовка детали «Звездочка» изготовлена из стали 35, получена из круглого проката по ГОСТ 2590-2006 диаметра 80 мм.
3.10 Назначение режимов обработки
Произведем расчет режимов резания токарной обработки для цилиндрического отверстия диаметром 167 мм. Заготовка – литье, СЧ35. Общий припуск на обработку h=8,6 мм. Диаметр заготовки ∅158,4 мм. Длина обрабатываемой поверхности l=206,6 мм. Требуемая шероховатость Ra=3,2 мкм. Операцию резания выполним на токарном станке с ЧПУ, HAAS ST-45. Пределы числа оборотов шпинделя составляют 12,5-1400 об/мин. Класс точности – Н.
При черновой обработке глубину резания назначим равной всему припуску, т.е. припуск срезают за один проход:

где h - припуск, мм;
D - диаметр заготовки, мм;
d - диаметр детали, мм.
При параметре шероховатости обработанной поверхности Ra 3,2, глубину резания при чистовом точении принимаем равной t2=0,5 мм [5, с.55], тогда глубина резания при черновом точении определяем:

На черновую обработку назначаем подачу из таблицы [5, табл. 9.7]. Принимаем S1=0,8 мм/об.
На чистовую обработку подачу назначаем из таблицы [5, табл. 9.8]. Принимаем S2=0,33 мм/об.
Выбранные подачи соответствуют паспортным данным станка.
Определим скорость резания при растачивании по эмпирической формуле [5, с.55]:

где
 -
коэффициент, учитывающий условия
обработки (при черновой обработке
Сv=243;
при чистовой обработке Сv=292
[5, табл. 9.10]);
-
коэффициент, учитывающий условия
обработки (при черновой обработке
Сv=243;
при чистовой обработке Сv=292
[5, табл. 9.10]);
m, x, y - показатели степени (для черновой обработки – х1=0,15, у1=0,40, m1=0,20; для чистовой обработки – х2=0,15, у2=0,20, m2=0,20 [5, табл. 9.10]);
 -
период стойкости инструмента (принимаем
Т=60 мин [5, с.55]);
-
период стойкости инструмента (принимаем
Т=60 мин [5, с.55]);
 -
глубина резания, мм;
-
глубина резания, мм;
 -
подача, мм/об;
-
подача, мм/об;
 -
обобщенный поправочный коэффициент,
учитывающий изменения условий обработки
по отношению к табличным значениям [5,
табл. 9.1-9.5, 9.11]:
-
обобщенный поправочный коэффициент,
учитывающий изменения условий обработки
по отношению к табличным значениям [5,
табл. 9.1-9.5, 9.11]:

где
 - коэффициент, учитывающий качества
материала заготовки;
- коэффициент, учитывающий качества
материала заготовки;
 -
коэффициент, учитывающий состояние
поверхности заготовки;
-
коэффициент, учитывающий состояние
поверхности заготовки;
 -
коэффициент, учитывающий материал
инструмента;
-
коэффициент, учитывающий материал
инструмента;
 -
коэффициент, учитывающий главный угол
в плане резца;
-
коэффициент, учитывающий главный угол
в плане резца;

Вычислим скорость резания при черновом растачивании:

Вычислим скорость резания при черновом растачивании:

Определяем частоту вращения шпинделя при черновой обработке:

Определяем частоту вращения шпинделя при чистовой обработке:

Дальнейшие расчеты режимов резания будут получены в программе Toolguide от компании Sandvik. Данная программа находится в свободном доступе сети интернет. Воспользоваться ею можно в режиме онлайн, перейдя по ссылке на официальном сайте www.sandvik.coromant.com, либо скачать дистрибутив и использовать программу в режиме офлайн.
В программе задаем параметры заготовки, поверхности обработки, геометрические параметры. По окончанию, генерируем отчет, в котором содержаться подробности операции, режимы резания, рекомендуемый инструмент. Пример отчета, полученного в программе Toolguide, находится в приложении Г.