

3.13 Оформление технологической документации
Была составлена технологическая документация, которая включает в себя комплекс графических и текстовых документов. Они определяют технологию изготовления проектируемых изделий, содержащие данные для организации производственного процесса.
Были составлены документы общего назначения – карты эскизов, технологические инструкции. Также были составлены документы специального назначения – маршрутные и операционные карты.
Мы применили маршрутно-операционное описание технологических процессов, с сокращенным описанием некоторых технологический операций в маршрутной карте.
Заполнение карт механической обработки деталей «Фланец» и «Звездочка» произвели в системе автоматизированного проектирования и нормирования технологических процессов СПРУТ-ТП. Разработанная технологическая документация приведена в приложении Б.
3.14 Разработка технических заданий на проектирование специального оборудования и технологической оснастки
Для эффективного технологического процесса разрабатываем технологическую оснастку для сверления отверстий в заготовке «Фланец».
Сверлильная операция проводится на сверлильном станке, поэтому проведем разработку сверлильного кондуктора. Сверлильный кондуктор повышает производительность, точность, качества изделия. Он должен обеспечить удобство выполнения операции, повышение производительности труда по сравнению с базовым, простоту установки, закрепления и съема изделия. Также приспособление должно быть ремонтопригодным и безопасным в эксплуатации.
Технологическая оснастка фиксирует и закрепляет заготовку «Фланец» в заданном положении. Основными закрепляющими и направляющими элементами являются прижимная плита, пластины, установочные пальцы.
Приводом разжима и прижима выступает пневматический привод.
4. Конструкторские разработки
4.1 Расчет и проектирование приспособление для сверления отверстий в заготовке «Фланец»
В заготовке «Фланец» необходимо просверлить 8 отверстий диаметром 14 мм. Для этого разработали конструкцию стационарного приспособления, которое крепится на рабочий стол сверлильного станка 2М55 (рис.4.1).
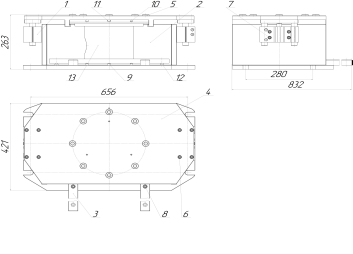
Рисунок 4.1 – Стационарное приспособление с постоянной кондукторной плитой и пневмоприводом
Стационарное приспособление с кондукторной плитой предназначено для обеспечения точного направления вращающихся инструментов в процессе обработки.
Сварной корпус 2 обеспечивает требуемую жесткость при обработке детали. В нем установлены три прижима 9 и два пальца 12, по которым базируется заготовка. Для упрощения установки заготовки 13 «Фланец» в приспособление, предусмотрены два направляющих 3, которые расположены на корпусе.
Подъемная кондукторная плита 4, на которой расположены три упора 10, дает возможность базировать и точно закрепить обрабатываемую заготовку «Фланец». Отжим и прижим заготовки кондукторной плитой обеспечивается двумя пневматическими приводами 1. Также в плите предусмотрены пазы для быстрой загрузки и извлечения заготовки.
Точное направление вращающихся инструментов в процессе обработки
обеспечивают кондукторные втулки 5. Они запрессованы в плиту кондуктора.
4.2 Силовой расчет приспособления
Силовой расчет станочного приспособления разбиваем на следующие этапы:
1. Определение сил и моментов резания.
2. Выбор коэффициента трения f заготовки с опорными и зажимными элементами.
3. Составление расчетной схемы и исходного уравнения для расчета зажимного усилия Рз.
4. Расчет коэффициента надежности закрепления К.
5. Составление расчетной схемы и исходного уравнения для расчета исходного усилия Ри.
6. Расчет диаметров силовых цилиндров пневмо- и гидроприводов.