

Определение сил и моментов резания
Определим силы и моменты резания с помощью ранее сгенерированных отчетов в программе Sandvik ToolGuide для обработки отверстий диаметром 14 мм (рис. 4.2).
Из отчета берем числовые значения показателей:
- мощность резания 7 кВт;
- крутящий момент 22,8 Нм;
- усилие подачи 2570 Н.
Выбор коэффициента трения заготовки с опорными и зажимными элементами
В приспособлении силы трения возникают на поверхностях контакта заготовки с опорными и зажимными элементами.
По таблице определили коэффициент трения заготовки при базировании на штыри с насеченной головкой, который равняется f=0,5 [7, табл.5.1].

Рисунок 4.2 - Данные электронного справочника Sandvik ToolGuide
Исходное уравнения для расчета зажимного усилия Рз
Решим задачи статики, рассмотрев равновесия заготовки под действием приложенных к ней сил. Определили величину зажимного усилия.
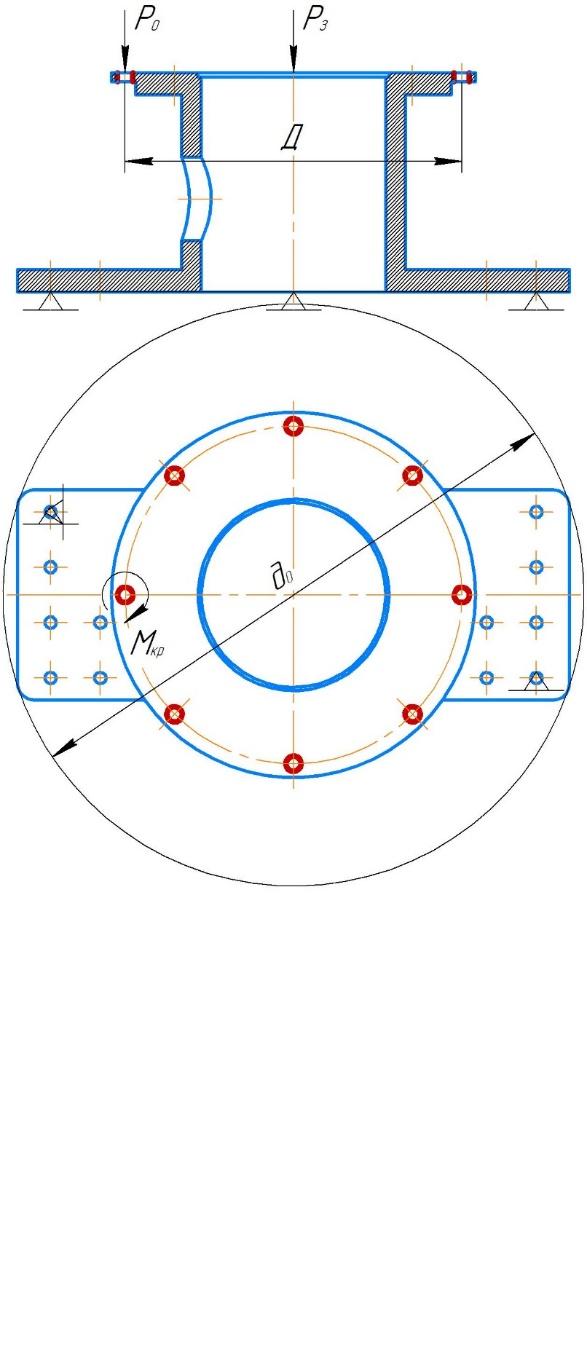
Рисунок 4.3 - Схема сил, действующих на заготовку.
Для этого составили расчетную схему базирования заготовки со всеми действующими на нее силами и моментами сил (рис. 4.3).
где
 - осевая сила резания и крутящий момент;
- осевая сила резания и крутящий момент;
 -
крутящий момент;
-
крутящий момент;
Д - межосевой диаметр отверстий;
 -
межосевой диаметр отверстий;
-
межосевой диаметр отверстий;
Для нашего вида механической обработки подбираем схему и уравнение для зажимного усилия [7, табл. 5.3]:

Расчет коэффициента надежности закрепления к.
Вводим коэффициент надежности для тех случаев, в которых случаются непредвиденные ситуации нарушения расчетных условий.
Значение коэффициента надежности К выбираем для наших условий выполнения операций и способа закрепления заготовки.
Его величину представляем, как произведение частных коэффициентов, каждый из которых отражает влияние определенного фактора в нашем случае:

К0 – гарантированный коэффициент запаса надежности закрепления, К0 = 1,5;
К1 – коэффициент, учитывающий увеличение силы резания из-за неровностей на заготовках, К1 = 1,0 – для чистовой обработки;
К2 – коэффициент, учитывающий увеличение силы резания вследствие затупления инструмента К2 =1,15 [7, табл. 5.2];
К3 – коэффициент, учитывающий увеличение силы резания при прерывистом резании, К3 = 1,2;
К4 – учитывает непостоянство зажимного усилия, К4 = 1,0 – для пневматических и гидравлических зажимов;
К5 – учитывает степень удобства расположения рукояток в ручных зажимах, К5 = 1,0 – при удобном расположении и малой длине рукоятки;
К6 – учитывает неопределенность из-за неровностей места контакта заготовки с опорными элементами, имеющими большую опорную поверхность, К6 = 1,5 – для опорного элемента с большой площадью контакта.
Получим:

Далее, определяем зажим усилия Рз:

Следовательно,
для надёжного зажима заготовки необходимо
приложить силу
Произведем расчет пневматического привода.
Пневматический привод подбираем из каталога фирмы Сamozzi [6]. Энергоносителем в пневматическом приводе является сжатый воздух с давлением Р=0,4 МПа.
Диаметр пневматического цилиндра определяем, приняв силу на штоке пневматического цилиндра равной зажимной силе, по формуле:

где Р- давление сжатого воздуха;
 к.п.д
пневмоцилиндра принимаем равным 0,85.
к.п.д
пневмоцилиндра принимаем равным 0,85.
Тогда
Принимаем рекомендуемые параметры пневмоцилиндра:
1) диаметр цилиндра D=63 мм;
2) диаметр штока d=20 мм;
3) крепежный диаметр отверстий J=8 мм;
Подберем из каталога нужный пневматический цилиндр (рис.4.4).
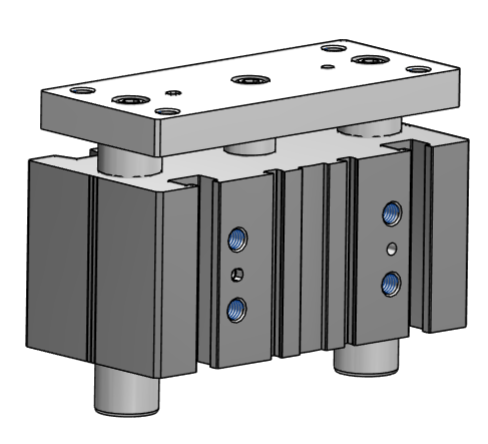
Рисунок 14. Цилиндры пневматические со встроенными направляющими серии QC - ø 63 мм