

3.3.2 Деталь «Звездочка».
Конструкция детали «Звездочка» является достаточно простой и жесткой, обеспечивающей свободный доступ инструмента ко всем обрабатываемым поверхностям. Совокупность поверхностей детали, дают легкий выбор технологических баз.
Для обработки цилиндрических поверхностей заготовки детали «Звездочка» использую токарный станок, для шпоночного паза – долбежный, для образования зубьев – зубофрезерный.
Окончательную обработку точного цилиндрического отверстия выполняем тонким точением. Окончательную обработку скругления зубьев выполнить на токарном станке с ЧПУ по линейной траектории.
Конструкция детали позволят осуществить автоматический контроль и удобство в изготовлении. Конфигурация детали обеспечивает легкое удаление стружки.
На основании проведенного анализа конструкции детали, ее можно считать технологичной.
3.4 Обоснование выбора полуфабриката или технологического процесса получения заготовки
При выборе заготовок для деталей рентген аппарата мы старались рационально построить технологический процесс изготовления, снизить металлоемкости машин и уменьшить отходы производства.
На производстве ООО «Севкаврентген-Д» поставлена задача получать детали «Фланец» и «Звездочка» с цельного материала, а не составных частей.
Проанализировав чертежи, служебное назначения, технологические требования деталей, были выбраны способы получения заготовок.
Для изготовления заготовки детали «Фланец» выбраны три метода. Два из которых удовлетворяли поставленным условием предприятия – это литье в песчано-глинистые формы и литье в холоднотвердеющие смеси, и один не удовлетворяющий поставленным условием предприятия – это получение детали из нескольких заготовок с последующей сваркой.
Оценку экономической эффективности технологического процесса изготовления заготовок произведем сравнительным анализом стоимостных и натуральных показателей, зависящих от особенностей производства.
Ивановский литейный завод «Промдеталь» (www.ivlit.ru) проконсультировал нас по ценам на литейный вид заготовок. На заводе используют технологию литья в песчано-глинистые формы и литье в холоднотвердеющие смеси. За основу берем эти две технологии, и сравниваем полученные результат (таблица 3.2).
Также в таблицу 3.2 включаем сравнительные результаты получения детали на предприятии «Севкаврентген-Д» из нескольких заготовок с использованием сварочных работ.
Правильность выбора заготовки произведем по минимальной величине приведенных затрат на изготовление детали. Расчет выполним по формуле:

где
 — масса заготовки, кг;
— масса заготовки, кг;
 — расчетная
цена заготовок, руб/кг;
— расчетная
цена заготовок, руб/кг;
 — масса
реализуемых отходов, образующихся при
механической обработке, кг;
— масса
реализуемых отходов, образующихся при
механической обработке, кг;
 — цена
реализуемых отходов, руб/кг;
— цена
реализуемых отходов, руб/кг;
 —
норматив
приведенных затрат, приходящихся на 1
ч работы оборудования при выполнении
i-й операции принимают по справочникам.
—
норматив
приведенных затрат, приходящихся на 1
ч работы оборудования при выполнении
i-й операции принимают по справочникам.
 — норма
штучного времени на механическую
обработку
заготовки, ч.
— норма
штучного времени на механическую
обработку
заготовки, ч.
Величину
 и
и
 определим по соответствующим прейскурантам
цен производства, на котором осуществлен
заказ этих заготовок.
определим по соответствующим прейскурантам
цен производства, на котором осуществлен
заказ этих заготовок.
Расчет для литья в песчано-глинистые формы:

Расчет для литья в холоднотвердеющие смеси:

Расчет способа сварного соединения заготовок:

Таблица 3.2 - Данные и сравнительные результаты
|
Показатель |
Значение показателя |
||
|
Литье в песчано-глинистые формы |
Литье в холоднотвердеющие смеси |
Способ сварного соединение заготовок |
|
|
Масса
заготовки
|
45,376 |
40,031 |
46,778 |
|
Приведенная
цена заготовки
|
265,6 |
417,1 |
88,6 |
|
Масса
отходов
|
16,033 |
10,689 |
15,212 |
|
Приведенная
цена отходов
|
10 |
||
|
Норматив
приведенных затрат
|
1,02 |
1,02 |
1,04 |
|
Норма
штучного времени
|
1,22 |
1,04 |
1,01 |
|
Приведенные
затраты
|
14798 |
16579 |
3995 |
 ,
кг
,
кг ,
руб/кг
,
руб/кг ,
кг
,
кг ,
руб/кг.
,
руб/кг. ,
руб/ч
,
руб/ч ,
ч
,
ч ,
руб
,
руб
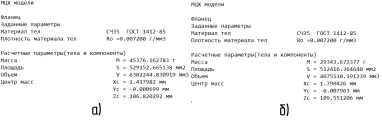
Рисунок 3.4. - Массо-центровочные характеристики:
а) заготовки для детали «Фланец»; б) детали «Фланец».
Рациональным получением заготовок для детали «Фланец» является литье в песчано-глинистые формы.
Для изготовления заготовки детали «Звездочка» выбраны два метода - это литье в песчано-глинистые формы и использование горячекатаного круга (таблица 3.3). Рациональным получением заготовок для детали «Фланец» является использование горячекатаного круга.
Расчет для литья в холоднотвердеющие смеси:

Расчет способа сварного соединения заготовок:

Таблица 3.3 - Данные и сравнительные результаты
|
Показатель |
Значение показателя |
|
|
Круг стальной горячекатаный |
Центробежное литье |
|
|
Масса
заготовки
|
1,5 |
0,9 |
|
Приведенная
цена заготовки
|
44,69 |
278,3 |
|
Масса
отходов
|
0,94 |
0,34 |
|
Приведенная
цена отходов
|
10 |
|
|
Норматив
приведенных затрат
|
1,02 |
1,02 |
|
Норма
штучного времени
|
1,01 |
1,2 |
|
Приведенные
затраты
|
58,7 |
248,3 |
 ,
кг
,
кг ,
руб/кг
,
руб/кг ,
кг
,
кг ,
руб/кг.
,
руб/кг. ,
руб/ч
,
руб/ч ,
ч
,
ч ,
руб
,
руб