

книги из ГПНТБ / Баш, А. В. Уточно-перемоточные автоматы учебник
.pdfА. В. БАШ
В. А. МАКАРОВ
3. А. ПАНФИЛОВА
АВТОМАТЫ
Одобрено Ученым советом Государ ственного комитета Совета Министров
СССР по профессионально-техничес кому образованию в качестве учебника для профессионально-технических учебных заведений
М О С К В А
ЛЕГКАЯ ИНДУСТРИЯ»
1974
УДК 677.053.2 (075)
6П 9.2 |
I |
Гвс. рувнпям |
I |
Wlf4'H.'-Tex*«m*ew u, |
|
Б 33 |
Г |
•ивлисгои* С С С Р |
|
I ЭКЗЕМПЛЯР
f ЧИТАЛЬНОГО ft А Л А
Рецензенты — канд. техн. наук И. Б. Орлик и К. И. Живов
Баш А. В., Макаров В. А., Панфилова 3. А.
Б 33 Современные уточно-перемоточные автоматы. М., Легкая индустрия», 1974.
152 с. с илл.
В учебнике изложено назначение процесса перематывания уточной пряжи на уточно-перемоточных автоматах, приведена их классифика ция и подробно описаны устройство и работа уточно-перемоточных автоматов УА-ЗОО-ЗМ, УА-300-ЗМ1 и УА-ЗОО-ЗМЯ.
Освещены вопросы монтажа и наладки механизмов этих автома тов, приведены основные разладки механизмов и способы их устране ния. Дано описание уточно-перемоточных автоматов и машин различ ных конструкций, выпускаемых отечественной промышленностью и пред назначенных для намотки специальных уточных шпуль, а также уточно перемоточных автоматов, выпускаемых передовыми зарубежными фир мами. Рассматриваются вопросы организации труда мотальщицы и помощника мастера.
Учебник предназначен для учащихся профессионально-технических училищ и индивидуально-бригадного обучения рабочих, а также
может быть полезен инженерно-техническим работникам ткацких про изводств.
Б |
31602—033 |
6П9.2 |
|
|
036 (01)—74 28—74 |
© Издательство «Легкая индустрия», 1974 г.
ВВЕДЕНИЕ
Директивами XXIV съезда КПСС предусмотрено в девятой пя тилетке (1971—1975 гг.) обеспечить значительный подъем мате риального и культурного уровня советского народа на основе вы соких темпов развития социалистического производства, повыше ния его эффективности, научно-технического прогресса и роста производительности труда. В девятом пятилетием плане разви тия народного хозяйства СССР предусмотрено ускорить развитие отраслей промышленности, непосредственно связанных с удовлет ворением материальных и культурных потребностей населения.
Текстильная промышленность занимает одно из ведущих мест в народном хозяйстве СССР, и от темпов ее развития зависит уве личение объема производства товаров, удовлетворяющих мате риальные потребности советских людей.
Директивами XXIV съезда КПСС предусмотрено к 1975 г. уве личить объем производства продукции легкой промышленности на 35—40% и производительность труда на 34%.
Рост объема производства тканей будет осуществляться как за счет ввода новых ткацких фабрик, так и путем реконструкции действующих предприятий. Эта реконструкция' должна быть про ведена на основе новой техники, обеспечивающей выработку высо кокачественной продукции при снижении затрат физического тру да. Этим требованиям полностью отвечают внедряемые в тек стильную промышленность различные виды автоматического обо рудования.
К числу автоматических текстильных машин относятся и уточ но-перемоточные автоматы, получившие широкое применение а ткацком производстве. На них подготовляется уточная пряжа* предназначенная для челночных ткацких станков.
В настоящее время уточно-перемоточные автоматы мар ки УА-ЗОО-ЗМ выпускаются серийно Каменским машиностроитель ным заводом имени 50-летия Советской Украины. Ими оснащены' многие отечественные ткацкие фабрики, например Херсонский хлопчатобумажный комбинат, Ореховский хлопчатобумажный комбинат имени Николаевой, шелко-ткацкая фабрика имени
Свердлова в г. Павловском Посаде и многие другие ткацкие фаб рики. Кроме того, эти автоматы поставляются в Болгарию, Вен грию, Индию и другие страны.
Несмотря на внедрение за последние 10—15 лет бесчелночных ткацких станков, производство уточно-перемоточных автоматов не уменьшилось. Наоборот, с развитием так называемого ящичного питания ткацких станков утком были изготовлены новые модели уточных автоматов, степень автоматизации которых увеличена по сравнению с моделями прежних выпусков.
Наряду с известными моделями уточно-перемоточных автома тов, выпускаемых в СССР, за последние годы появились уточные автоматы новых марок и за рубежом.
Г л а в а I
НАЗНАЧЕНИЕ УТОЧНО-ПЕРЕМОТОЧНЫХ АВТОМАТОВ
1.НАЗНАЧЕНИЕ ПРОЦЕССА ПЕРЕМАТЫВАНИЯ УТОЧНОЙ ПРЯЖИ
Впроцессе ткачества на ткацком станке из основных и уточ ных нитей вырабатывается ткань. Изготовление ткани без уточной нити невозможно, поэтому уточная пряжа является необходимым
еекомпонентом.
Как правило, уточная пряжа поступает на ткацкие фабрики в паковках различной формы: в початках, бобинах, копсах, катуш ках и мотках. В таком виде она не может быть использована для переработки на челночных ткацких станках. Лишь на бесчелноч ных ткацких станках можно перерабатывать уточную пряжу, на мотанную на прядильные патроны, в цилиндрические или кониче ские бобины крестовой мотки.
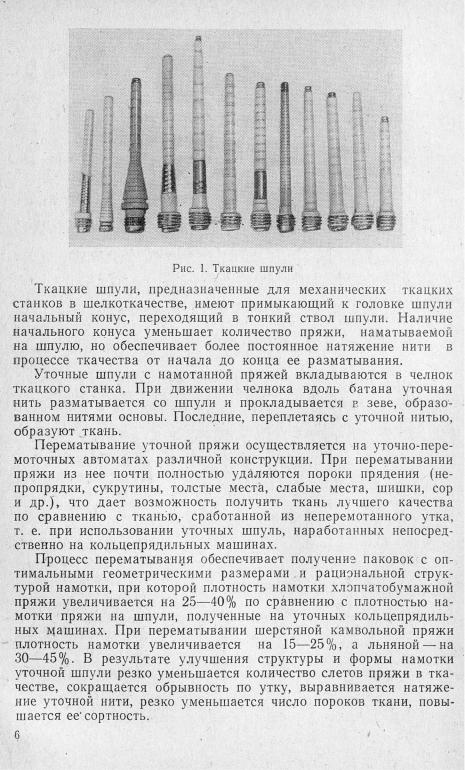
Процесс подготовки уточной пряжи для челночных ткацких станков состоит в перематывании ее на ткацкие шпули различных форм и размеров. Ткацкие шпули (рис. 1) представляют собой цилиндрические или конические тела вращения, изготовленные из дерева или синтетических материалов. Ткацкая шпуля имеет ци линдрическую головку и более тонкий цилиндрический или кони ческий ствол шпули. Внутри шпули, как правило, проходит полый сквозной канал. На наружной поверхности ствола шпули нареза ны кольцевые канавки, предназначенные для закрепления на них слоев пряжи при ее наматывании. Ствол шпули, предназначенный для автоматического ткачества, имеет небольшую конусность и оканчивается тупым мыском. На головке шпули располагаются три металлических кольца, а мысок шпули часто армируется ме таллической насадкой. На шпулях, предназначенных для работы с фотоэлектронным щуплом, на стволе рядом с головкой шпули располагается светоотражающее кольцо..
У шпуль, предназначенных для ткацких станков, оснащенных механизмами ящичного питания утком, мысок ствола шпули вы полнен в виде усеченного конуса. На него наматывается поясок из нескольких витков пряжи, так называемый второй резерв, ко торый предназначен для автоматического захвата уточной нити.
5
Ряд тканей определенного ассортимента, напримрр ткани, имеющие сложный рисунок переплетения, и ткани, к внешнему виду которых предъявляются повышенные требования, могут быть изготовлены лишь при использовании уточных шпуль с резервной намоткой, обеспечивающих работу ткацкого станка с уточным щуплом.
В процессе перематывания пряжи на уточном'автомате мож но получить у головки шпули резервную намотку оптимальной длины, соответствующей ширине вырабатываемой ткани. При перематывании пряжи высокой линейной плотности можно полу чить рассеенный вид резервной намотки для предотвращения иска жения структуры намотанной шпули и избежания слетов витков резервной пряжи в ткачестве.
Для ткацких станков, оснащенных механизмом ящичного пи тания утком, при перематывании пряжи на уточные шпули можно нарабатывать дополнительный резерв у вершины шпули и укла дывать наработанные шпули на уточном автомате в специальные ящики.
Для обеспечения оптимального технологического процесса тка чества уточная шпуля, намотанная на уточно-перемоточном ав томате, должна удовлетворять следующим требованиям:
1.В наименьшем объеме шпули должна укладываться наи большая длина нити. Это позволяет сократить число сменяемых на ткацком станке шпуль, уменьшить размеры и массу челнока, что дает возможность увеличить частоту вращения главного зала ткацкого станка и уменьшить обрывность основных нитей.
2.Намотка должна обеспечивать легкость схода нити со
шпули в процессе ткачества; плотность намотки должна быть равномерной.
3.Строение намотки должно быть таким, чтобы витки нити . самопроизвольно не соскальзывали с конуса шпули.
4.Намотка шпули должна иметь такую форму и структуру, при которых она не могла бы разрушаться при транспортировке и
впроцессе ткачества.
2. ОСНОВНЫЕ МЕХАНИЗМЫ УТОЧНО-ПЕРЕМОТОЧНОГО АВТОМАТА
Для выполнения |
технологических требований, предъявляемых |
к ткацкой шпуле, |
процесс перематывания уточной пряжи дол |
жен удовлетворять следующим условиям:
1.Уточная пряжа на шпуле должна иметь крестовую на мотку.
2.Раскладка витков пряжи, по конусу шпули должна быть равномерной с периодическим смещением одного ряда витков от носительно другого как по окружности шпули, так и по направ
лению ее оси.
3. Величина среднего натяжения нити должна оставаться по стоянной как за время наматывания одной шпули, так и за вре мя наматывания партии уточных шпуль. Это необходимо для
7
обеспечения одинаковых физико-механических свойств пряжи после ее перематывания, поддержания постоянными плотности намотки и диаметра шпули, особенно в том случае, когда в про цессе наматывания не производится контроля ее диаметра, а нитеводитель перемещается вдоль оси шпули с постоянной ско ростью.
Чтобы обеспечить выполнение указанных выше требований, уточные автоматы имеют следующие механизмы:
1) мотальные — веретено, нитераскладчик и нитеводитель;
2)привод мотальных механизмов;
3)нитенатяжитель;
4) механизмы автоматизации — механизмы контроля нити, смены шпуль, подачи пустых шпуль из бункера, укладки полных намотанных шпуль в соответствующую тару;
5)привод механизмов,автоматики;
6)механизмы, осуществляющие дополнительные операции за крепления начального конца нити, наматывания резерва различ ного вида, закрепления конца нити у мыска шпули.
7)устройства пыле- и пухоудаления.
Механизм веретена сообщает шпуле вращательное движение. Нитеводитель с нитераскладчиком производят раскладку нити на шпуле и формируют тело шпули.
В качестве нитераскладчика может применяться мотальный валик или водок, совершающий либо качательное, либо возврат но-поступательное движения.
Мотальный валик представляет собой цилиндр или усеченный конус, снабженный винтовой замкнутой канавкой, в которой скользит нить. Вследствие того что канавка замкнута, т. е. имеет две ветви, одна из которых ведет нить вправо, а другая влево, вращательное движение мотального валика преобразуется в воз вратно-поступательное движение раскладываемой нити. Недо статком мотальных валиков является то, что нить может пере скакивать из одной канавки в другую. Это может привести к на рушению раскладки нити на шпуле и исказить структуру намот ки. В то же время линейная скорость перематывания нити при раскладке ее валиком может быть выше, чем при раскладке ее водком.
Привод рабочих органов и все механизмы уточно-перемоточно го автомата имеют, как правило, широкие пределы регулировки, что позволяет на одном и том же автомате наматывать на уточ ные шпули пряжу различного вида, предназначенную для выра ботки на автоматических челночных ткацких станках различных типов и марок широкого ассортимента тканей.
3. ФОРМА И СТРУКТУРА НАМОТКИ ПРЯЖИ
Для различных челночных ткацких станков используются уточные шпули различных размеров, формы и структуры намот ки. При этом размеры и форма намотанных шпуль обусловлива-
8
ются конструкцией и размерами челноков, а структура намотки зависит от вида перематываемой пряжи.
Форма намотки определяется геометрическими размерами на мотанной шпули (рис. 2): диаметром намотки D, высотой внеш него конуса гнезда намотки Н'к , высотой внутреннего конуса
гнезда намотки Н'к , углом конуса yi у гнезда намотки, углом
конуса у2 при вершине намотки, длиной слоя L, высотой конуса намотки Нк, длиной намотки пряжи на шпуле / и длиной цилин дрической части шпули Н.
Структура намотки определяется формой слоя намотки, чис лом витков в слое, углом скрещивания витков, величиной и ха рактером смещения рядом лежащих витков намотки.
Для образования уточной шпули заданной формы и структуры необходимо сочетание трех основных движений:
1)вращательного —для намотки пряжи на шпулю;
2)возвратно-поступательного—для раскладывания витков
пряжи на шпуле; 3) поступательного — для смещения слоев пряжи вдоль ост/
шпули.
Как правило, возвратно-поступательное движение нитеводителя является сложным движением и складывается из двух движе ний: возвратно-поступательного движения водка или нитераскладчика и небольшого по величине и более быстрого по частоте до полнительного возвратно-поступательного движения, сообщаемо го корпусу нитеводителя. Это дополнительное движение вызывает периодическое смещение одних витков пряжи по отношению к другим вдоль оси шпули.
При наматывании уточной шпули конец нити закрепляется у основания шпули 1 (рис. 3). Шпуле сообщается вращательное движение, а нитеводителю 2 и нитераскладчику 3 — два движе ния: возвратно-поступательное и поступательное вдоль оси шпули. В результате вращательного движения шпули и возвратно-посту пательного движения нитеводителя нить наматывается на шпулю витками, образуя слой определенной длины раскладки L. Длина раскладки L зависит от величины хода водка нитеводителя (нитераскладчика), а количество витков, уложенных на этой длине 1
9