

Пластинчатые теплообменные аппараты
Это наиболее совершенные и широко распространенные теплообменники, применяемые во всех отраслях молочной промышленности.
Они используются в основном:
- для охлаждения молока, кефира;
- пастеризации и охлаждения молока, сливок, смеси мороженого;
- стерилизации молока;
- нагревания молока перед сепарированием;
- нагревания холодного молока горячим.
Преимущества:
возможность выполнения необходимого комплекса операций тепловой обработки;
возможность одновременной раздельной обработки двух и более продуктов при различных режимах;
возможность перекомпоновки в случае необходимости с целью изменения теплового режима;
большая производительность при сравнительно небольших габаритных размерах;
отсутствие движущихся элементов для воздействия на жидкости в аппарате;
возможность обработки вязких продуктов из-за небольших скоростей потока жидкости;
высокие теплотехнические показатели.
Недостатки:
большое количество (до 200 шт.) резиновых уплотнительных прокладок;
возможные утечки жидкости через изношенные прокладки;
ограниченное давление внутри аппарата (до 6 кг/см²);
ограниченная температура тепловой обработки молока (не выше 1400С) из-за невысокой термической стойкости пищевой резины прокладок.
Пластинчатые теплообменники монтируют на рамке, состоящей из верхнего и нижнего несущих брусов, образовывающих собой стойку с неподвижной плиткой. По направляющим стяжным шпилькам перемещается подвижная плита. Между неподвижной и подвижной плитами располагается пакет стальных штампованных гофрированных пластин, в которых имеются каналы для прохода теплоносителей. Уплотнение пластин достигается с помощью заглубленных прокладок, выдерживающих высокие рабочие давления. Теплообмен происходит в противотоке, причем каждый теплоноситель движется вдоль одной стороны пластины (рис. 57).
Пластинчатые теплообменники компактны, обладают большой площадью поверхности теплопередачи, что обусловлено гофрированием пластин.
Значительная эффективность объясняется большой величиной отклонения площади поверхности к объему теплообменника. Это достигается благодаря высоким скоростям теплоносителей, а также турбулизации потоков гофрированных пластин.
Пластинчатые теплообменники изготовляют в виде модулей, из которых может быть собран теплообменник с площадью поверхности теплопередачи, необходимой для осуществления технологического процесса. К недостаткам относят сложность изготовления, возможность забивания молотым камнем межпластинного пространства.
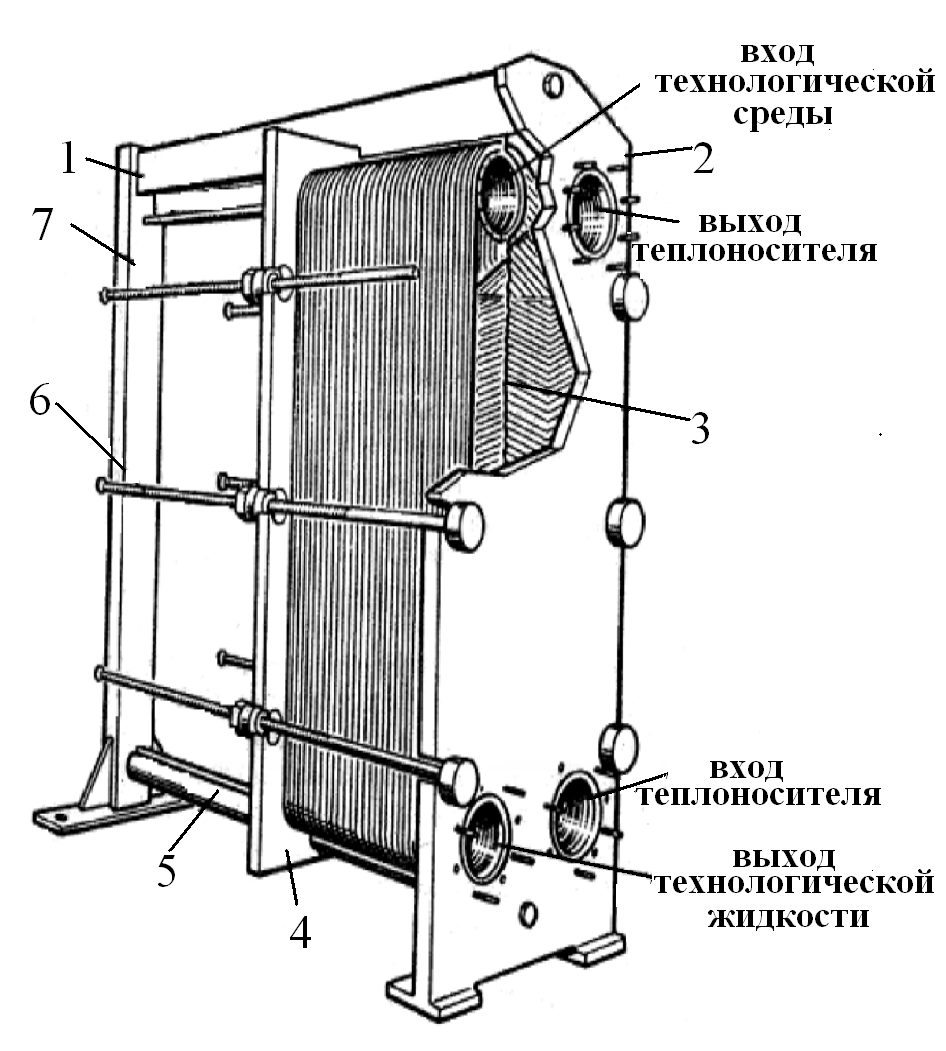
Рис. 57. Схема пластинчатого теплообменника:
1 – верхний несущий брус; 2 – неподвижная плита; 3 – пластина,
4 – подвижная плита; 5 – нижний несущий брус; 6 – направляющая стяжная шпилька; 7 – стойка
Все промышленные пластинчатые теплообменники собраны по сложным схемам. Они состоят из нескольких секций. Секция – несколько пакетов, связанных одним продуктом. Пакет состоит из нескольких (3, 4 и более) пластин.
Секции отделены разделительными плитами, на углах которых установлены патрубки для входа и выхода продукта и теплоносителя.
Через пакет проходит весь поток продукта. Теплоноситель движется по пакету по смежным каналам и межпластинчатым зазорам. Продукт и теплоноситель обычно подаются с противоположных сторон. Если уменьшить число пластин в пакете, то при постоянной производительности аппарата скорость и сопротивление будут возрастать. Из одного пакета жидкость переходит по противоположному каналу в следующий пакет. Каждый пакет ограничивается пластиной, у которой имеется неполное число установочных отверстий. Во втором пакете продукт и теплоноситель движутся в направлениях, противоположных движению их в первом пакете.
Существуют 3 варианта компоновки зазоров между пластинами для теплоносителя:
симметричная;
однопакетная;
разнопакетная.
П ри симметричной компоновке число каналов (зазоров) для продукта и теплоносителя одинаково. При равенстве их расходов в межпластинчатых каналах равны их скорости.
При однопакетной компоновке все каналы для теплоносителя соединены параллельно и образуют один общий пакет, охватывающий зону всех пакетов для продукта.
При разнопакетной компоновке число пакетов со стороны теплоносителя и число пакетов со стороны продукта различны.
Относительное движение жидкостей при различной компоновке может быть противоточное, смешанное (по одним – противоток, а по другим – прямоток).
Конструктивных вариантов пластин существует много, но наиболее распространенные пластины - ленточно-поточные и сетчато-поточные.
Ленточно-поточные пластины в собранном виде образуют щелевидные извилистые каналы, в которых поток жидкости имеет форму сплошной извилистой ленты.
В пластинах сетчато-поточного типа поток жидкости в каналах состоит из сходящихся и расходящихся струй, омывающих выступы на поверхности.
Гофрировка пластин интенсифицирует теплоотдачу путем искусственной турбулизации потока жидкости, а также повышает жесткость пластинчатых пакетов. Пластины изготавливают из кислотоупорной нержавеющей стали 1·18Н9Т толщиной 0,8…1,5 мм.
В зависимости от направления потока жидкости пластины делятся на левые (Л) и правые (П). Для левой пластины угловые отверстия для входа и выхода жидкостей расположены слева, а для правой – справа, если смотреть на пластины с лицевой стороны.
В пластинчатом теплообменнике пластины располагаются параллельно одна к другой так, что между рабочими поверхностями образуются зазоры, по которым по одну сторону пластины течет жидкий продукт, а по другую – теплоноситель.
Монтажная схема пластинчатого аппарата показана на рис. 58. Группа пластин 15 подвешивается на горизонтальные штанги 7, концы которых закреплены в стойках 3 и 9. Стойка 3 неподвижна, и пластины прижимаются к ней через передвижную плиту 8 нажимным винтом 10. Уплотнение между пластинами достигается за счет резиновых прокладок 13 и 5. Уплотнительные прокладки выполнены так, что пластины в сжатом виде образуют две системы угловых каналов 4, 14, одна из которых – для молока, другая – для теплоносителя.

Рис. 58. Монтажная схема пластинчатой установки:
1 – патрубок для входа молока; 2 – патрубок для выхода теплоносителя; 3, 9 – стойки; 4, 14 – системы угловых каналов; 5, 13 – резиновые прокладки; 6, 12 – патрубки для входа теплоносителя; 7 – горизонтальная штанга; 8 – передвижная плита; 10 – нажимной винт; 11 – патрубок для выхода молока; 15 – группа пластин
Молоко входит в аппарат через патрубок 1 и выходит через патрубок 11. Теплоноситель входит в аппарат через патрубки 6, 12 и выходит через патрубок 2. Из рис. 58 видно, что в пластинчатом аппарате можно запроектировать большую площадь теплообмена. В собранном виде аппарат имеет малые габаритные размеры, но обеспечивает большую производительность. В рассмотренной конструкции все пластины сжимаются одним нажимным винтом.