

С. Ю. Жачкин
ОСНОВЫ ПРОЕКТИРОВАНИЯ ИНСТРУМЕНТОВ С ПРИМЕНЕНИЕМ ЭВМ
Учебное пособие
Воронеж 2009
ГОУ ВПО «Воронежский государственный
технический университет»
С. Ю. Жачкин
ОСНОВЫ ПРОЕКТИРОВАНИЯ ИНСТРУМЕНТОВ С ПРИМЕНЕНИЕМ ЭВМ
Утверждено Редакционно-издательским советом
университета в качестве учебного пособия
Воронеж 2009
УДК 621.9.02.001
Жачкин С.Ю. Основы проектирования инструментов с применением ЭВМ: учеб. пособие / С.Ю. Жачкин. Воронеж: ГОУ ВПО «Воронежский государственный технический университет», 2009. 313 с.
В учебном пособии рассматриваются вопросы проектирования и изготовления различных инструментов с применением современных ЭВМ, что способствует повышению производительности, снижению себестоимости, точности обработки и экологической обстановки на производстве.
Учебное пособие соответствует требованиям Государственного общеобразовательного стандарта высшего профессионального образования по направлению 151000 «Конструкторско-технологическое обеспечение автоматизированных машиностроительных производств», специальности 151002 «Металлообрабатывающие станки и комплексы», дисциплине «Режущий инструмент».
Учебное пособие подготовлено в электронном виде в текстовом редакторе MS Word XP и содержится в файле 001.doc.
Табл. 14. Ил. 152. Библиогр.: 40 назв.
Рецензенты: кафедра естественных дисциплин Воронежской государственной технологической академии
(зав. кафедрой д-р техн. наук, проф. А.С. Борсяков)
д-р техн. наук, проф. А.В. Кузовкин
Жачкин С.Ю., 2009
Оформление. ГОУВПО Воронежский
г
ВЕДЕНИЕ
Обработка различных материалов резанием является одним из основных способов получения точных размеров и форм деталей машин. Наиболее рациональное его использование в условиях современного машиностроительного производства требует значительного улучшения технологии в заготовительных цехах — литейном и кузнечно-прессовом, доведения припусков до целесообразных норм механической обработки в целях получения готовых изделий высокого качества при минимальных отходах обрабатываемого материала в стружку.
Процесс резания непрерывно развивается. Внедрение в производство новых режущих инструментов и их постоянное совершенствование позволили значительно повысить скорость резания. Соответственно увеличена быстроходность металлорежущих станков.
Значительно увеличился удельный вес специальных и специализированных станков, автоматов и полуавтоматов, автоматических станочных линий в парке металлорежущих станков. Несмотря на то, что все более широко применяется парк станков с ЧПУ, доля станков с ручным управлением до настоящего времени составляет значительную часть от общего числа станков.
Повсеместное повышение режимов резания и внедрение станков и линий с автоматическим и полуавтоматическим циклом работы способствовали резкому росту производительности труда. Но вместе с тем возник ряд весьма важных задач. Одной из таких задач является изыскание способов непрерывного удаления из зоны резания стружки и пыли обрабатываемого материала.
Эта задача становится особенно актуальной в связи с широким внедрением в промышленность неметаллических материалов: графита, карболита, текстолита, стеклотекстолита и многих других.
Глава 1. Части, конструктивные элементы и геометрические параметры инструментов
1.1. Виды обработки резанием. Элементы режима резания
Современные машины должны быть долговечными и надежными, обладать высокими технико-экономическими характеристиками. Качество деталей и надежность работы машины во многом зависят от технологии их производства и, в частности, от механической обработки резанием. На рис. 1.1 приведена классификация современных методов обработки заготовок на металлорежущих станках [11].
Металлорежущий станок имеет рабочие органы (шпиндель, суппорт, заднюю бабку, стол и т. д.), которым сообщаются движения, определяемые назначением станка и характером выполняемых видов обработки. Движения рабочих органов станков, в которых устанавливаются обрабатываемая деталь и инструмент, подразделяются на движения резания, установочные и вспомогательные.
Движения, при которых с обрабатываемой заготовки срезаются слои металла и изменяется состояние обработанной поверхности, называются движениями резания. К ним относятся главное движение и движение подачи. Главное движение чаще всего больше по величине, оно определяет скорость отделения стружки и обозначается буквой v. Это движение может быть непрерывным и прерывистым, а по характеру — вращательным, поступательным, возвратно-поступательным и т. д. Движение подачи обозначается буквой и может быть различным по виду.
На рис. 1.2 показаны различные схемы обработки наружных цилиндрических и фасонных поверхностей, отверстий, зубьев, шестерен и плоскостей многими инструментами. В зависимости от вида обработки и типа применяемого инструмента различают поперечную sпоп, продольную sпрод и круговую sкр подачи инструмента или обрабатываемой детали.
Движения рабочих органов станка, обеспечивающие такое положение инструмента относительно заготовки, при котором с нее затем срезается определенный слой металла, называют установочными и обозначают st. Движения рабочих органов станка, которые не имеют непосредственного отношения к процессу резания и служат для перемещения (транспортировки) и закрепления заготовки или инструмента, быстрых перемещений рабочих органов, переключения чисел оборотов и подачи, называют вспомогательными.
Элементами режима резания являются скорость резания v, подача s и глубина t. Скоростью резания при токарной обработке называют перемещение точки режущего лезвия инструмента относительно обрабатываемой поверхности в направлении главного движения в единицу времени. Если главное движение при точении является вращательным, то скорость резания
![]()
где DЗАГ — наибольший диаметр обрабатываемой поверхности заготовки, мм; п — число оборотов заготовки в минуту.
Если главное движение является возвратно-поступательным, а скорости рабочего и холостого ходов разные, средняя скорость
![]()
где L —расчетная длина хода резца, мм;
т — число двойных ходов резца в минуту;
k
—
коэффициент, характеризующий отношение
скоростей рабочего и холостого ходов:
![]()
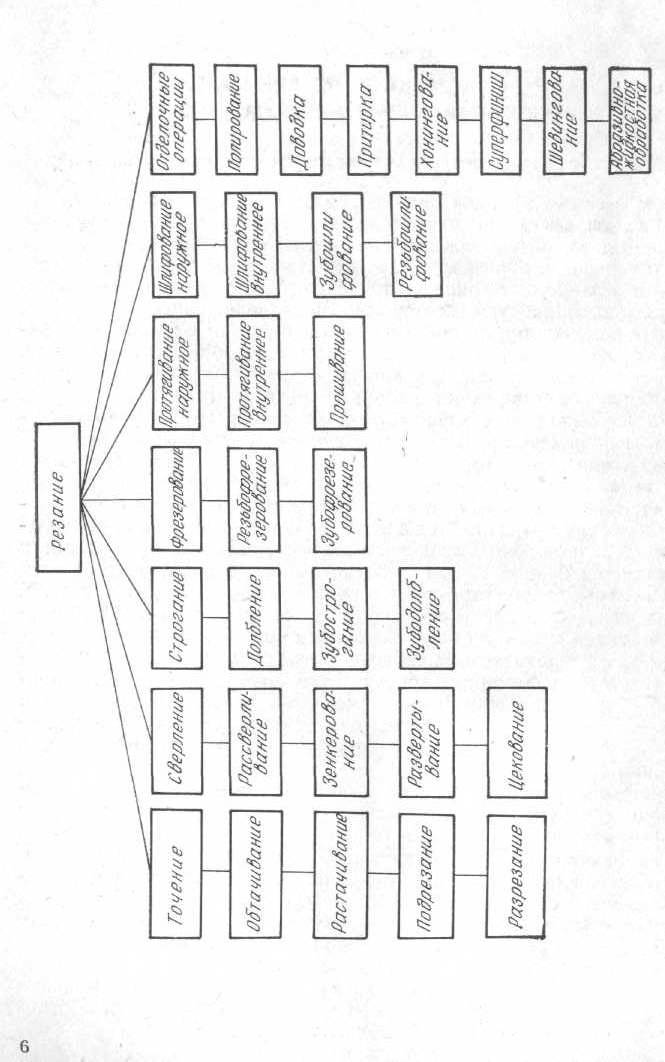
Рис. 1.1. Классификация методов обработки резанием

Рис. 1.2. Схемы основных методов формообразования
поверхностей резанием:
а - наружная обточка; б - растачивание отверстия;
в - строгание плоскости; г - сверление отверстия;
д - зенкерование; е - развертывание;
ж - цилиндрическое фрезерование плоскости;
з - торцевое фрезерование; и - протягивание отверстия;
к - фрезерование зубьев колеса; л - наружное шлифование;
м - внутреннее шлифование
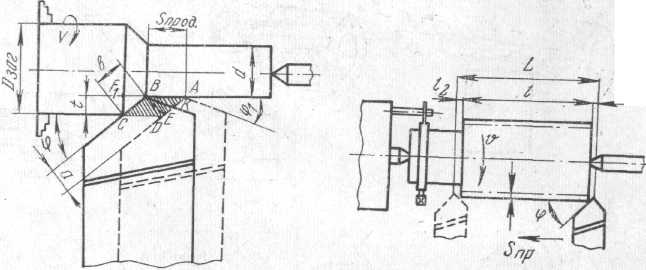
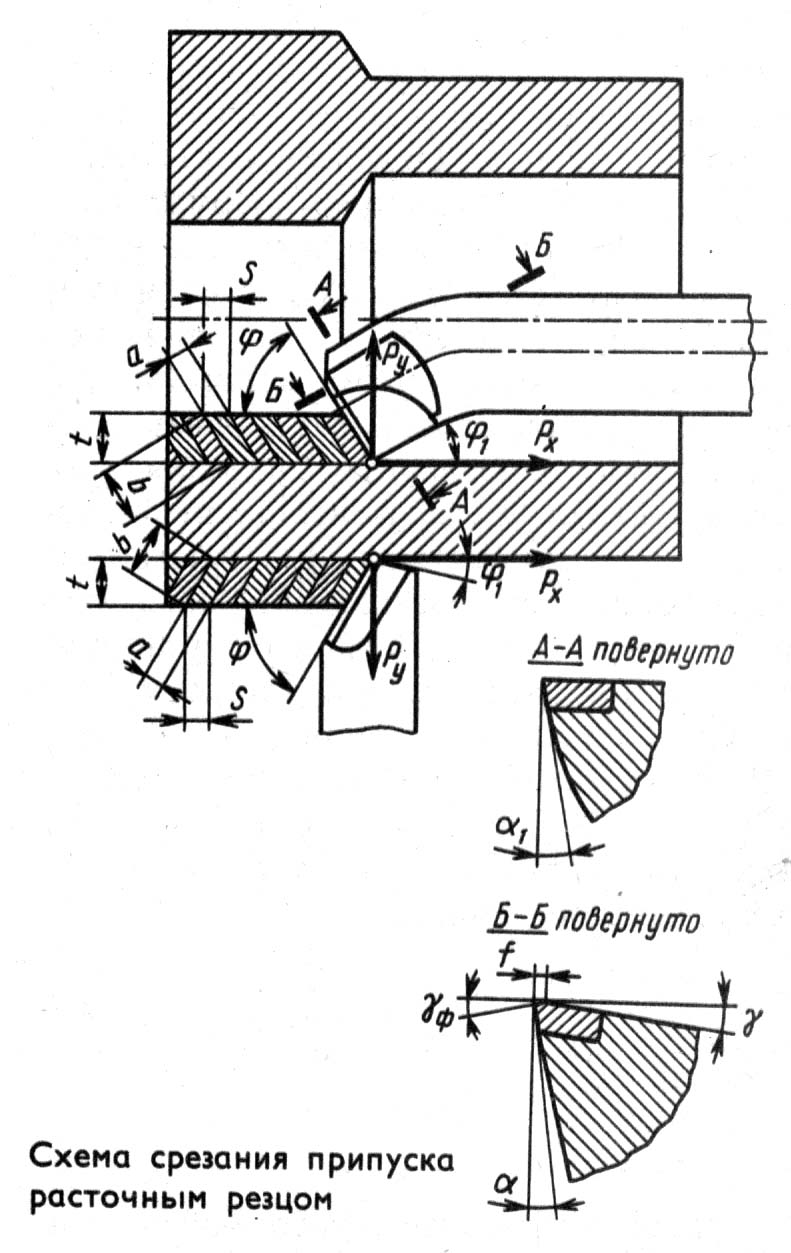
Рис. 1.3. Элементы режима резания и геометрии срезаемого слоя
Рис. 1.4. Схема к расчету основного времени при обтачивании цилиндрической заготовки
Подачей s называют путь точки режущего лезвия зуба инструмента (рис. 1.3) относительно заготовки в направлении движения подачи за один оборот или двойной ход заготовки, инструмента. В зависимости от метода обработки подача имеет одну из следующих размерностей: мм/об—точение и сверление; мм/дв. ход—строгание и долбление; мм/зуб, мм/об и мм/мин — фрезерование и т. д.
Глубиной резания t называют расстояние между обрабатываемой и обработанной поверхностями заготовки, измеренное перпендикулярно к последней за один рабочий ход инструмента относительно обрабатываемой поверхности:
![]()
где d — диаметр обработанной цилиндрической поверхности, мм.
При растачивании глубина резания определяется как полуразность между диаметрами отверстия после обработки Do и до обработки D:
![]()
При отрезке глубина резания равна ширине отрезного резца.
При рассмотрении физической сущности процесса резания используются понятия толщины а и ширины b срезаемого слоя материала. Толщина срезаемого слоя — расстояние, измеренное по нормали к поверхностям резания, между двумя их последовательными положениями за время одного оборота заготовки (см. рис. 1.3). Она измеряется в направлении, перпендикулярном к главному режущему лезвию. Ширина срезаемого слоя — расстояние между обрабатываемой и обработанной поверхностями, измеренное по поверхности резания [40].
Рассматривая треугольники ABE и BCF1, можно определить соотношения между толщиной среза а и подачей s, а также шириной b и глубиной t:
![]() и
и
![]()
где φ — главный угол в плане резца.
Кроме того, номинальная площадь поперечного сечения среза за время одного оборота заготовки составляет fном = fabcd =tsпрод = ab. Она больше действительной площади среза fД = fbcdк площади осевого сечения остаточных гребешков f0 = fавк, оставшихся на обработанной поверхности. Высотой указанных гребешков или микронеровностей будет определяться степень шероховатости обработанной поверхности. С возрастанием s и углов φ и φ1 высота неровностей увеличивается, т. е. шероховатость поверхности становится больше.
К элементам процесса обработки резанием относится также основное (технологическое) время, затрачиваемое непосредственно на процесс изменения формы и размеров заготовки и получение поверхности требуемой шероховатости. Так, при токарной обработке (рис. 1.4)
![]()
где L = l + l1 + l2—расчетная длина пути резца с учетом длины врезания l = tctgφ и выхода (перебега) l2=1...3 мм резца;
i — число проходов.
Для
увеличения производительности токарной
обработки, т. е. уменьшения То,
повышают
скорость резания
![]() (n
- число
оборотов заготовки) или продольную
подачу sпрод.
(n
- число
оборотов заготовки) или продольную
подачу sпрод.