

1.3. Чтение сборочных чертежей
Полнота изображения изделий на сборочном чертеже определяется наличием необходимых видов, разрезов, сечений и выносных элементов. При определении необходимого числа видов исходят из сложности изделия. Число видов – минимальное, но достаточное для полного представления об устройстве изделия. С целью сокращения числа основных видов применяются местные и дополнительные виды.
Сборочные чертежи в большинстве случаев выполняются с разрезами, позволяющими выявить характер соединения деталей. Применяются разрезы простые и сложные, полные и местные. Если изображаемое изделие проецируется в форме симметричной фигуры, обычно в одном изображении соединяют половину вида с половиной разреза или часть вида и часть разреза.
При выполнении сборочных чертежей во многих случаях в разрезы попадают сплошные детали типа валов, болтов, шпонок, шпилек, шариков и др., которые соприкасаются с другими частями изделия. При сечении в продольном направлении подобные детали условно показывают не рассеченными и не штрихуют
Перемещающиеся части изделия на чертеже изображают, как правило, в рабочем положении. Допускается изображать их также в крайнем или промежуточном положении, применяя для этого тонкую штрихпунктирную линию с двумя точками. На чертеже наносятся соответствующие размеры, характеризующие различные положения перемещающихся частей (см рис. 1.10), Если при изображении перемещающихся частей затрудняется чтение чертежа, то эти части допускается изображать на дополнительных видах с соответствующими надписями, например: “Крайнее положение суппорта поз.З”.
На сборочных чертежах изделия допускается изображать смежные, пограничные изделия (“обстановка”) и размеры, определяющие взаимное расположение изделия и “обстановки” (рис. 1.11).
Предметы “обстановки” выполняют упрощенно сплошной тонкой линией и приводят необходимые данные для определения места установки, методов крепления и присоединения изделия. В разрезах и сечениях “обстановку” допускается не штриховать. Составные части изделия, расположенные за "обстановкой", изображаются как видимые, т.е. сплошной линией. При необходимости допускается изображать их как невидимые.
Если необходимо указать на сборочном чертеже наименования или обозначения изделий, составляющих “обстановку”, или их элементов, то эти указания помещаются непосредственно на изображении “обстановки” или на полке линии-выноски, проведенной от соответствующего изображения, например: “Станок закаточный (обозначение)”; “Патрубок водоотделителя (обозначение)” и т.п.
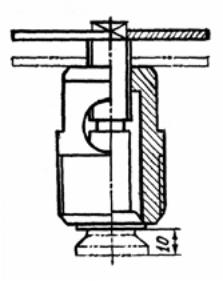
Рис. 1.10. Различные
положения перемещающих частей
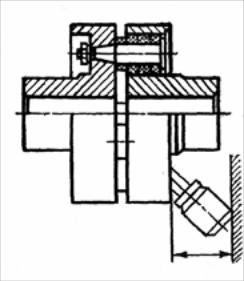
Рис. 1.11. Взаимное расположение изделия
и “обстановки”
1.4. Нанесение предельных отклонений размеров и допусков формы и расположения поверхностей
На все размеры, представляемые на рабочих чертежах (эскизах) деталей, должны быть назначены предельные отклонения (верхнее и нижнее), которые определяют точность изготовления размеров, а так же обеспечивают требуемую взаимосвязь между деталями в сборке.
Для обеспечения взаимозаменяемости деталей регламентированы допускаемые отклонения размеров от номинальных. Каждая поверхность детали (рис. 1.12 а) имеет номинальный размер, который невозможно при изготовлении детали получить абсолютно точно. Установлена система допускаемых предельных отклонений размеров. Эта система действительна для поверхностей любых соединяемых деталей, причем внутреннюю деталь условно называют вал, наружную - отверстие.
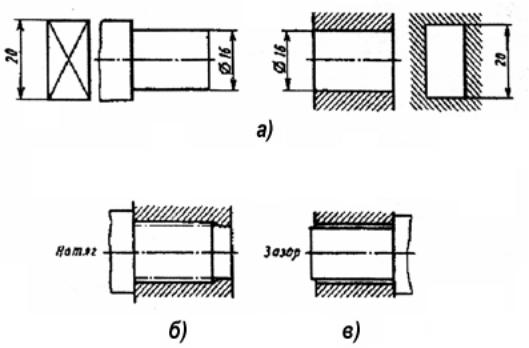
Рис. 1.12. Номинальные размеры поверхностей деталей
Таким образом, предельные отклонения обусловливаются предельными размерами, между которыми должен находиться или которым может быть равен действительный размер. Разность между наибольшим и наименьшим предельными размерами называется допуском на изготовление размера (см рис. 1.13), JT.
Величина допуска может быть различной. Чем точнее необходимо выполнить размер, тем меньше допуск, чем грубее выполняется размер, тем больше допуск. Совокупность допусков, соответствующих одинаковой степени точности для всех номинальных размеров, называется квалитетом.
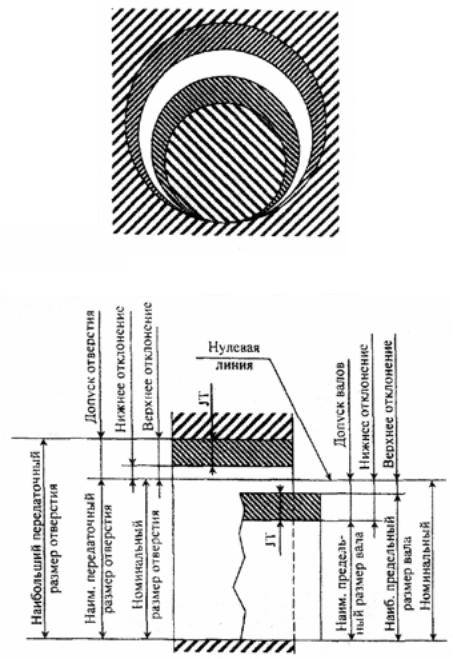
Рис. 1.13. Допуск на изготовление размера
Для каждого размера можно назначить несколько стандартных предельных отклонений. Каждая пара предельных отклонений служит допуском на обработку поверхности и ограничивает поле допуска. ГОСТ 25346-89 устанавливает термины и определения в области допусков и посадок Положение полей допусков приведено на рис. 1.14.
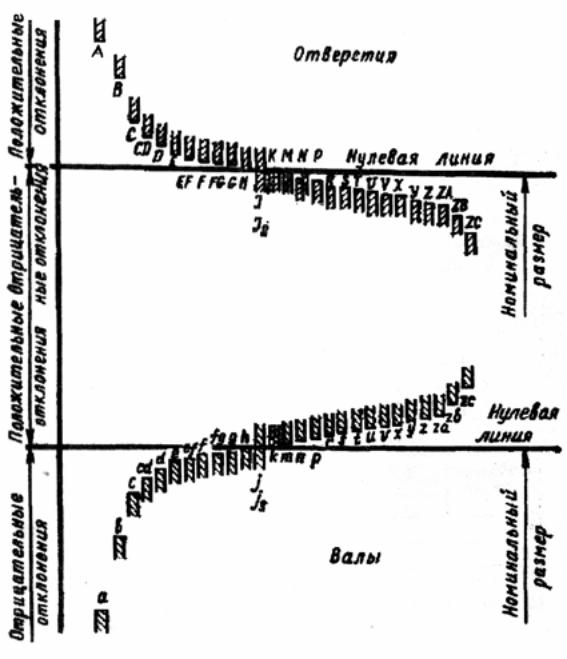
Рис. 1.14. Положение полей допусков относительно
нулевой линии
Положение поля допуска относительно нулевой линии (номинального размера) обозначается на чертежах буквой латинского алфавита (или в некоторых случаях двумя буквами) – прописной для отверстий и строчной для валов. Например, для валов поле допуска k6 соответствует отклонениям +12...+1 мкм, для отверстий – Н7 соответствует +18..0 мкм и т.п.
Допуск, величина которого зависит от номинального размера, обозначается на чертежах цифрами (квалитет).
Поле допуска
указывают вместе с размером в форме
условного обозначения, например 16к6,
или числовых значений, например
![]() или
или![]() (нулевое значение не указывают). Таблицы
полей допусков приводятся в справочнике
конструктора.
(нулевое значение не указывают). Таблицы
полей допусков приводятся в справочнике
конструктора.
На рис. 1.15 приведены примеры обозначения значений допусков вала и отверстия. По обозначениям в таблицах полей допусков находятся значения соответствующих предельных отклонений в микрометрах.
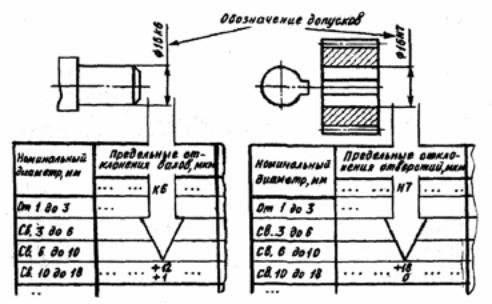
Рис. 1.15. Допуски вала и отверстия
Величина допуска не определяет характера соединения деталей. Характер соединения деталей – посадка – зависит от положения полей допусков сопрягаемых размеров. В зависимости от взаимного положения полей допусков соединяемых отверстия и вала посадка может быть с зазором, с натягом и переходной, когда возможно получение как зазора, так и натяга. Схемы, поясняющие понятия зазора и натяга, приведены на рис. 1.12 б, в.
Из всего многообразия посадок для указания на учебных чертежах рекомендуются следующие:
Н8/ s7 – для соединений с натягом;
H7/ k6 – для переходных посадок;
Н7 / h6 – для посадок центрирования;
Н8 /f9 – для подвижного соединения;
Н13 / b12 – для подвижного соединения, работающего на малых скоростях (при густой смазке);
Н11 или h11 – для свободных размеров, выполняемых с повышенной точностью.
Пример различных способов нанесения предельных отклонений на чертежах деталей приведен на рис. 1.16.
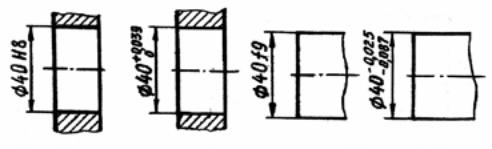
Рис. 1.16. Способы нанесения предельных
отклонений размеров
Предельные отклонения размеров деталей, изображенных на чертеже в сборе, наносят в виде дроби, в числителе которой указывают обозначение поля допуска отверстия, а в знаменателе – обозначение поля допуска вала (рис. 1.17, 1.19 а).
Предельные
отклонения свободных размеров на
изображениях не наносят, а в технических
требованиях чертежа, если все поверхности
детали обработаны со снятием слоя
материала, делают запись по типу:
"Неуказанные предельные отклонения
размеров: отверстий H14,
валов h14, остальных
![]() .
.
Если часть поверхностей обработаны со снятием слоя материала, а часть поверхностей получены без снятия слоя материала, то делают запись по типу:
“ Неуказанные
предельные отклонения размеров:
поверхностей, обозначенных ,
Неуказанные
предельные отклонения размеров:
поверхностей, обозначенных ,
![]() ;
поверхностей со снятием слоя материала:
отверстий H14, валов
h14, остальных
.
;
поверхностей со снятием слоя материала:
отверстий H14, валов
h14, остальных
.
Размеры координат осевых и центровых линий не являются охватывающими или охватываемыми. Отклонения размеров на положение осей задаются всегда двусторонними, симметричными. На чертежах они указываются в миллиметрах (см рис. 1.18).

Рис. 1.17. Обозначение посадки в системе отверстий

Рис. 1.18. Предельные отклонения размеров между осями отверстий, между осью и плоскостью
На рис. 1.19 а показано обозначение на сборочном чертеже посадки – совокупности допусков. Обеспечение посадок путем подбора валов к основному отверстию называют системой отверстия, а подбор отверстий к валу – системой вала.
Для измерения деталей применяют наборы предельных калибров - пробок и скоб. Так, для диаметра 16 мм с предельными отклонениями +12...+1 мкм служит двусторонняя скоба с выбитыми на ней клеймами 16k6, HE, ПР (рис. 1.19 б): НЕ - не проходной вход меньшего размера l6+0,001 мм, в который деталь не должна войти; ПР - проходной вход большего размера lб+0,012 мм, в который деталь должна войти. Комплектами калибров оснащаются размеры из предпочтительного ряда нормальных размеров.
Допуски формы и расположения поверхностей согласно ГОСТ 2.308-79 также предназначены для обеспечения взаимозаменяемости. Чрезмерное отклонение может быть, например, вследствие неправильной установки детали на станке. Обозначения допусков приводятся в справочниках.

Рис. 1.19. Обозначение посадки на сборочном чертеже
Примеры обозначения допусков формы и расположения поверхностей при отклонениях, сильно утрированных для наглядности, показаны на рис. 1.20 а, то же на чертеже (рис. 1.20 б). Это - допуск 0,05 на отклонение от соосности отверстий, выставленный на продолжении размерных линий их диаметров, допуск 0,1 мм на отклонение от параллельности двух наружных цилиндрических поверхностей, допуск 0,1 мм на отклонение от перпендикулярности плоскости правого торца к образующим левого цилиндра, который принят за базу А (допуск выставлен на линии-выноске от контура плоскости). Параллельность цилиндрических поверхностей проверяют путем движения индикатора по образующей одной из них (рис. 1.20 в). Стрелка индикатора в данном примере не должна отклониться более чем на 0,10 мм.
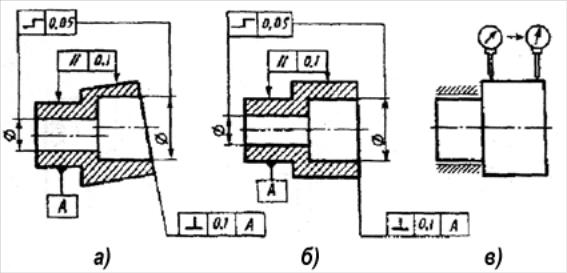
Рис. 1.20. Примеры допусков формы
и расположения поверхностей