

28.Классификация смесей (1 и 2 (3 признака)классификация).Теплофизические своства.Влияние их на качество отливок.
В соответствии с ГОСТ 2138–91 все формовочные пески, в зависимости от массовой доли глинистой составляющей (частиц глинистых материалов и обломков зерен кварца и других минералов размером менее 0,02 мм), подразделяют на кварцевые (К), тощие (Т) и жирные (Ж). Кварцевые и тощие формовочные пески подразделяют на группы в зависимости от массовой доли глинистой составляющей, диоксида кремния, коэффициента однородности и среднего размера зерен, жирные – от предела прочности при сжатии во влажном состоянии и среднего размера зерна. Кварцевые пески (табл. 3.1–3.4) содержат до 2,0% глинистой составляющей.
Таблица 3.1
Массовая доля глинистой
составляющей в кварцевых песках
Группа |
Массовая доля глинистой составляющей, %, не более |
1 2 3 4 5 |
0,2 0,5 1,0 1,5 2,0 |
Таблица 3.2
Массовая доля SiO2
в кварцевых песках
Группа |
Массовая доля диоксида кремния, %, не менее |
К1 К2 К3 К4 К5 |
99,0 98,0 97,0 95,0 93,0 |
Таблица 3.3
Коэффициент однородности
формовочных песков
Группа |
Коэффициент однород- ности, % |
О1 О2 О3 О4 О5 |
Св. 80,0 От 70,0 до 80,0 >> 60,0 >> 70,0 >> 50,0 >> 60,0 До 50,0 |
Таблица 3.4
Средний размер зерен
формовочных песков
Группа |
Средний размер зерна, мм |
О1 О16 О2 О25 О3 |
До 0,14 От 0,14 до 0,18 >> 0,19 >> 0,23 >> 0,24 >> 0,28 Св. 0,28 |
Тощие пески (см. табл. 3.3–3.6) содержат от 2,0 до 12,0% глинистой составляющей.
Таблица 3.5
Массовая доля глинистой
составляющей тощих песков
Группа |
Массовая доля глинистой составляющей, %, не более |
1 2 3 |
4,0 8,0 12,0 |
Таблица 3.6
Массовая доля SiO2
тощих песков
Группа |
Массовая доля диоксида кремния, %, не менее |
Т1 Т2 Т3 |
96,0 93,0 90,0 |
Таблица 3.7
Предел прочности при сжатии
во влажном состоянии
Группа |
Предел прочности при сжатии во влажном состоянии, МПа |
Ж1 Ж2 Ж3 |
Св. 0,08 От 0,05 до 0,08 До 0,05 |
Жирные пески (см. табл. 3.4 и 3.7) содержат от 12,0 до 50,0% глинистой составляющей. Обозначение марок кварцевых и тощих песков состоит из обозначений групп по массовой доле глинистой составляющей, массовой доле диоксида кремния, коэффициенту однородности и среднему размеру зерна. Пример: 2К1О302 – кварцевый формовочный песок с массовой долей глинистой составляющей от 0,2 до 0,5% (см. табл. 3.1), массовой долей диоксида кремния не менее 99,0% (см. табл. 3.2), коэффициентом однородности от 60,0 до 70,0% и средним размером зерна от 0,19 до 0,23% (см. табл. 3.4).
Обозначение марок жирных песков состоит из обозначений групп по пределу прочности при сжатии во влажном состоянии и среднему размеру зерна. Пример: Ж2О16 – жирный формовочный песок с пределом прочности при сжатии во влажном состоянии от 0,05 до 0,08 МПа (см. табл. 3.7) и средним размером зерна от 0,14 до 0,18 мм (табл. 3.4).
К теплофизическим свойствам относятся теплоемкость, теплопроводность, температуропроводимость и теплоаккумулирующая способность. Эти характеристики определяют тепловой режим охлаждения отливки в форме. Значения их зависят главным образом от природы огнеупорной основы смесей, а также и от состояния формы (влажная, сухая). Наиболее высокими теплофизическими свойствами обладают цирконовые, дистен-силлиманитовые, хромитовые формовочные пески. Теплофизические характеристики кварцевых песков значительно ниже. Различные теплофизические свойства смесей позволяют регулировать процессы затвердевания отдельных частей отливок. Значение теплоемкости и теплопроводности смесей определяется в специальных теплофизических лабораториях, а температуропроводность и теплоаккумулирующая способность – расчетным путем.
Теплопроводность вещества λ определяется как количество теплоты Q, которое подводится за время τ через поверхность площадью F, расположенную перпендикулярно к тепловому потоку, отнесенное к температурному градиенту Δt/d (Δt – разность температур; d – толщина образца): Теплопроводность большинства формовочных смесей с повышением температуры увеличивается, а у смесей с магнезитом и корундом, в качестве наполнителя, уменьшается. Получение заданной теплопроводности в песчаных формах затруднительно, так как она зависит не только от теплопроводности наполнителя, но и от влажности воздуха и газов, находящихся в межзерновых порах. В сухом песке предположительно теплопередача происходит от зерна к зерну за счет прямых контактов, частично – излучением. Теплопроводность при повышении температуры на 1000оС (с 95 до 1095оС) изменяется почти на 100% – с 2,63⋅10-6 до 4,75⋅10-6 Вт/(м⋅К). Процесс распространения теплоты во влажном песке, однако, более сложен, чем в сухом. Теплопередача происходит как за счет теплопроводности зерен наполнителя, так и воды (водяного пара), адсорбированной зернами песка и находящейся в порах между песчинками. При нагреве влажной формовочной смеси залитым металлом в глубь формы проникает водяной пар (в результате изменения давления), нагретый в порах воздух, а также продукты сгорания органических составляющих. В холодных слоях формы, удаленных от отлив 18 ки, происходит конденсация влаги. В результате переноса теплоты водяным паром и улучшения условий теплопередачи между контактирующими зернами песка из-за накопления влаги в местах их контакта общая теплопроводность смеси с повышением влажности также повышается.
На теплопроводность песчано-глинистых форм влияют степень уплотнения формовочной смеси и содержание связующего. Например, теплопроводность повышается при увеличении степени уплотнения и количества бентонина в смеси. Удельная теплоемкость формовочной смеси зависит не только от ее вида, но и от температуры. С повышением температуры она также увеличивается. Значительное влияние на удельную теплоемкость формовочной смеси оказывает содержание в ней влаги. Для более полного представления о теплофизических свойствах форм определяют температуропроводность а (в м2⋅с-1), характеризующую, насколько интенсивно в форме выравниваются температурные перепады:
а = λ/(с · ρ),
где с – удельная теплоемкость смеси, Дж/(кг⋅К);
ρ – плотность смеси, кг/м3. Температуропроводность в интервале температур 500–1000оС
кварцевого песка составляет 0,00145 м2⋅с-1, шамота – 0,00178 м2⋅с-1. При расчете теплопередачи от отливки к форме применяется также величина, называемая коэффициентом тепловой аккумуляции
b = λc ⋅ ρ .
Чем выше теплоаккумуляторная способность формы, тем быстрее охлаждается отливка и меньше опасность образования пригара на поверхности отливки.
29. Состав, свойства и назначение смесей теплового отверждения
Смеси требующие нагрева ( в сушилах) Стержни изготавливаются любым способом. Состав смеси: песок кварцевый 1К02(В) или 016(А) (К2О2 70-80% ситах 0,16) -100%; ЛСТ 2-5%; КО, ОСК, КОМ 2-5% без глины для пескодувно-пескострельного способа уплотнения (влажн 1,5-2%, газопрониц не мен 100-120 ед, прочн во влаж сост: пескодувн 0,03-0,05 105 Па; встряхиван(крупн)0,12-0,16 – след в смесь добавить каолиновую глину 2-4%, сух прочн 8-12 105па, гигроскопичность не мен 0,5) Конвективный процесс сушки в камерных вертикальных сушилах, горизонтальных камерах.
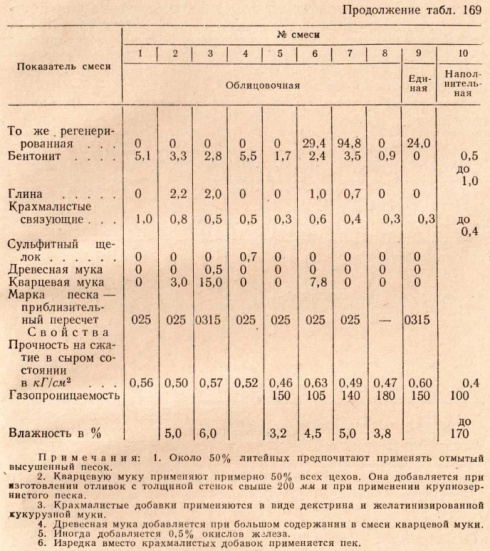
ПОВЕРХНОСТНО ПОДСУШИВАЕМЫЕ ПЕСЧАНО-ГЛИНИСТЫЕ СМЕСИ (облицовочные)
Стремление использовать преимущества форм, упрочняемых высушиванием, ограничивается длительностью процессов высушивания. Поэтому предложено и осуществлено несколько путей ускорения процессов упрочнения, в частности поверхностное подсушивание.
Поверхностное подсушивание применяется и при изготовлении форм из глинистых смесей. Так, на заводе «Серп и молот» поверхностное подсушивание на глубину 20—30 мм применялось для изготовления отдельных отливок весом до 300 кг. На заводе «Стан-колит» применялось подсушивание на глубину 15—30 мм (см. табл. 41).
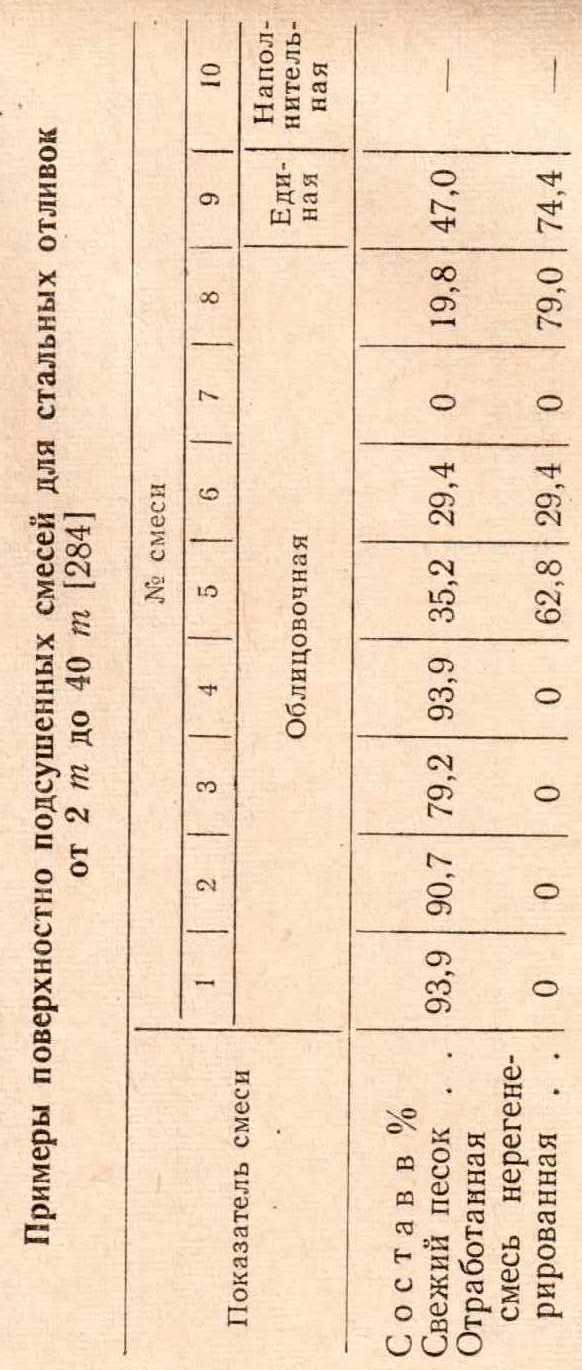
В табл. 169 приведены примеры поверхностно подсушиваемых песчано-глинистых смесей, взятые из американской практики [284].