

page 210
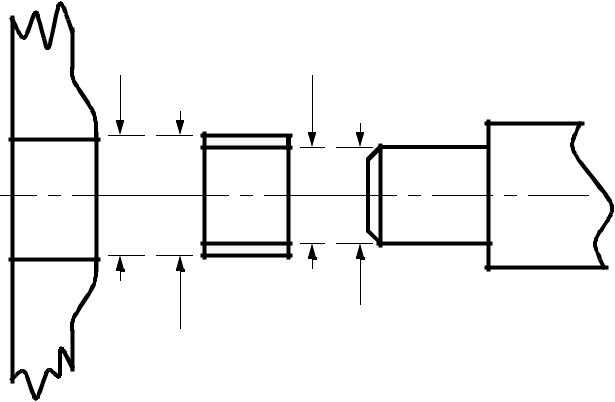
+.001 |
|
+.0012 |
1.375” -.000 |
|
1.000” -.000 |
|
|
+.000 |
|
|
.9992” |
|
|
-.0008 |
1.377”+.000 |
|
|
|
-.0006 |
|
Housing |
Bush |
Shaft |
|
||
36.3 CSA MODIFIED FITS
page 211
CODE MEANING
B |
Bilateral Tolerance |
Nominal
|
Hole tolerance |
|
|
M |
Matched fit - to permit enlarged tolerances for |
|
selective assembly |
|
|
A |
Arbitrary - adjustment of hole tolerance to |
|
facilitate rework |
***NOTE: these symbols are not normally shown on shop drawings.
36.4 CSA LIMITS AND FITS
page 212
|
size range(in.) |
Class RC1 Precision Sliding Fit |
Class RC2 Sliding Fit |
Class RC3 Precision Running Fit |
|
|||||||||||
|
|
|
|
|
(H5g4) |
|
|
(H6g5) |
|
|
(H7f6) |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
size range(in.) |
hole tol. H5 |
minimum |
|
shaft tol. g4 |
hole tol. H6 |
minimum |
|
shaft tol. g5 |
hole tol. H7 |
minimum |
shaft tol. f6 |
|
|||
|
|
|
|
(-0.0000) |
clearance |
|
(+0.0000) |
(-0.0000) |
clearance |
|
(+0.0000) |
(-0.0000) |
clearance |
(+0.0000) |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
0.0 - 0.12 |
+0.00015 |
0.0001 |
|
-0.00012 |
+0.00025 |
0.0001 |
|
-0.00015 |
+0.0004 |
0.0003 |
-0.00025 |
|
|
||
|
0.12 |
- 0.24 |
+0.0002 |
0.00015 |
|
-0.00015 |
+0.0003 |
0.00015 |
|
-0.0002 |
+0.0005 |
0.0004 |
-0.0003 |
|
|
|
|
0.24 |
- 0.40 |
+0.00025 |
0.0002 |
|
-0.00015 |
+0.0004 |
0.0002 |
|
-0.00025 |
+0.0006 |
0.0005 |
-0.0004 |
|
|
|
|
0.40 |
- 0.71 |
+0.0003 |
0.00025 |
|
-0.0002 |
+0.0004 |
0.00025 |
|
-0.0003 |
+0.0007 |
0.0006 |
-0.0004 |
|
|
|
|
0.71 |
- 1.19 |
+0.0004 |
0.0003 |
|
-0.00025 |
+0.0005 |
0.0003 |
|
-0.0004 |
+0.0008 |
0.0008 |
-0.0005 |
|
|
|
|
1.19 |
- 1.97 |
+0.0004 |
0.0004 |
|
-0.0003 |
+0.0006 |
0.0004 |
|
-0.0004 |
+0.0010 |
0.0010 |
-0.0006 |
|
|
|
|
1.97 |
- 3.15 |
+0.0005 |
0.0004 |
|
-0.0003 |
+0.0007 |
0.0004 |
|
-0.0005 |
+0.0012 |
0.0012 |
-0.0007 |
|
|
|
|
3.15 |
- 4.73 |
+0.0006 |
0.0005 |
|
-0.0004 |
+0.0009 |
0.0005 |
|
-0.0006 |
+0.0014 |
0.0014 |
-0.0009 |
|
|
|
|
4.73 |
- 7.09 |
+0.0007 |
0.0006 |
|
-0.0005 |
+0.0010 |
0.0006 |
|
-0.0007 |
+0.0016 |
0.0016 |
-0.0010 |
|
|
|
|
7.09 |
- 9.85 |
+0.0008 |
0.0006 |
|
-0.0006 |
+0.0012 |
0.0006 |
|
-0.0008 |
+0.0018 |
0.0020 |
-0.0012 |
|
|
|
|
9.85 |
- 12.41 |
+0.0009 |
0.0008 |
|
-0.0006 |
+0.0012 |
0.0008 |
|
-0.0009 |
+0.0020 |
0.0025 |
-0.0012 |
|
|
|
|
12.41 |
- 15.75 |
+0.0010 |
0.0010 |
|
-0.0007 |
+0.0014 |
0.0010 |
|
-0.0010 |
+0.0022 |
0.0030 |
-0.0014 |
|
|
|
|
15.75 |
- 19.69 |
+0.0010 |
0.0010 |
|
-0.0008 |
+0.0016 |
0.0012 |
|
-0.0010 |
+0.0025 |
0.0040 |
-0.0016 |
|
|
|
|
19.69 |
- 30.09 |
|
|
|
|
+0.0020 |
0.0016 |
|
-0.0012 |
+0.0030 |
0.0050 |
-0.0020 |
|
|
|
|
30.09 |
- 35.47 |
|
|
|
|
+0.0025 |
0.0020 |
|
-0.0016 |
+0.0040 |
0.0060 |
-0.0025 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
hole H6 |
|
shaft f7 |
|
|
|
35.47 |
- 41.49 |
|
|
|
|
|
|
|
|
+0.0025 |
0.006 |
-0.004 |
|
|
|
|
41.49 |
- 56.19 |
|
|
|
|
|
|
|
|
+0.003 |
0.008 |
-0.005 |
|
|
|
|
56.19 |
- 76.39 |
|
|
|
|
|
|
|
|
+0.004 |
0.010 |
-0.006 |
|
|
|
|
76.39 |
- 100.9 |
|
|
|
|
|
|
|
|
+0.005 |
0.012 |
-0.008 |
|
|
|
|
100.9 |
- 131.9 |
|
|
|
|
|
|
|
|
+0.006 |
0.016 |
-0.010 |
|
|
|
|
131.9 |
- 171.9 |
|
|
|
|
|
|
|
|
+0.008 |
0.018 |
-0.012 |
|
|
|
|
171.9 |
- 200 |
|
|
|
|
|
|
|
|
+0.010 |
0.022 |
-0.016 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
page 213
size range(in.) |
Class RC4 Close Running Fit |
Class RC5 Medium Running Fit |
Class RC6 Medium Running Fit |
|||||||||
|
|
|
|
(H8f7) |
|
|
(H8e7) |
|
|
(H9e8) |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
size range(in.) |
hole tol. H8 |
minimum |
shaft tol. f7 |
hole tol. H8 |
minimum |
shaft tol. e7 |
hole tol. H9 |
minimum |
shaft tol. e8 |
|||
|
|
|
(-0.0000) |
clearance |
(+0.0000) |
(-0.0000) |
clearance |
(+0.0000) |
(-0.0000) |
clearance |
(+0.0000) |
|
|
|
|
|
|
|
|
|
|
|
|
||
0.0 - 0.12 |
+0.0006 |
0.0003 |
-0.0004 |
+0.0006 |
0.0006 |
-0.0004 |
+0.0010 |
0.0006 |
-0.0006 |
|
||
0.12 |
- 0.24 |
+0.0007 |
0.0004 |
-0.0005 |
+0.0007 |
0.0008 |
-0.0005 |
+0.0012 |
0.0008 |
-0.0007 |
|
|
0.24 |
- 0.40 |
+0.0009 |
0.0005 |
-0.0006 |
+0.0009 |
0.0010 |
-0.0006 |
+0.0014 |
0.0010 |
-0.0009 |
|
|
0.40 |
- 0.71 |
+0.0010 |
0.0006 |
-0.0007 |
+0.0010 |
0.0012 |
-0.0007 |
+0.0016 |
0.0012 |
-0.0010 |
|
|
0.71 |
- 1.19 |
+0.0012 |
0.0008 |
-0.0008 |
+0.0012 |
0.0016 |
-0.0008 |
+0.0020 |
0.0016 |
-0.0012 |
|
|
1.19 |
- 1.97 |
+0.0016 |
0.0010 |
-0.0010 |
+0.0016 |
0.0020 |
-0.0010 |
+0.0025 |
0.0020 |
-0.0016 |
|
|
1.97 |
- 3.15 |
+0.0018 |
0.0012 |
-0.0012 |
+0.0018 |
0.0025 |
-0.0012 |
+0.0030 |
0.0025 |
-0.0018 |
|
|
3.15 |
- 4.73 |
+0.0022 |
0.0014 |
-0.0014 |
+0.0022 |
0.0030 |
-0.0014 |
+0.0035 |
0.0030 |
-0.0022 |
|
|
4.73 |
- 7.09 |
+0.0025 |
0.0016 |
-0.0016 |
+0.0025 |
0.0035 |
-0.0016 |
+0.0040 |
0.0035 |
-0.0025 |
|
|
7.09 |
- 9.85 |
+0.0028 |
0.0020 |
-0.0018 |
+0.0028 |
0.0040 |
-0.0018 |
+0.0045 |
0.0040 |
-0.0028 |
|
|
9.85 |
- 12.41 |
+0.0030 |
0.0025 |
-0.0020 |
+0.0030 |
0.0050 |
-0.0020 |
+0.0050 |
0.0050 |
-0.0030 |
|
|
12.41 |
- 15.75 |
+0.0035 |
0.0030 |
-0.0022 |
+0.0035 |
0.0060 |
-0.0022 |
+0.0060 |
0.0060 |
-0.0035 |
|
|
15.75 |
- 19.69 |
+0.0040 |
0.0040 |
-0.0025 |
+0.0040 |
0.0080 |
-0.0025 |
+0.006 |
0.008 |
-0.004 |
|
|
19.69 |
- 30.09 |
+0.005 |
0.005 |
-0.003 |
+0.005 |
0.010 |
-0.003 |
+0.008 |
0.010 |
-0.005 |
|
|
30.09 |
- 35.47 |
+0.006 |
0.006 |
-0.004 |
+0.006 |
0.012 |
-0.004 |
+0.010 |
0.012 |
-0.006 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
hole H7 |
|
shaft f8 |
hole H7 |
|
shaft e8 |
hole H8 |
|
shaft e9 |
|
35.47 |
- 41.49 |
+0.004 |
0.006 |
-0.006 |
+0.004 |
0.012 |
-0.006 |
+0.006 |
0.012 |
-0.010 |
|
|
41.49 |
- 56.19 |
+0.005 |
0.008 |
-0.008 |
+0.005 |
0.016 |
-0.008 |
+0.008 |
0.016 |
-0.012 |
|
|
56.19 |
- 76.39 |
+0.006 |
0.010 |
-0.010 |
+0.006 |
0.020 |
-0.010 |
+0.010 |
0.020 |
-0.016 |
|
|
76.39 |
- 100.9 |
+0.008 |
0.012 |
-0.012 |
+0.008 |
0.025 |
-0.012 |
+0.012 |
0.025 |
-0.020 |
|
|
100.9 |
- 131.9 |
+0.010 |
0.016 |
-0.016 |
+0.010 |
0.030 |
-0.016 |
+0.016 |
0.030 |
-0.025 |
|
|
131.9 |
- 171.9 |
+0.012 |
0.018 |
-0.020 |
+0.012 |
0.035 |
-0.020 |
+0.020 |
0.035 |
-0.030 |
|
|
171.9 |
- 200 |
+0.016 |
0.022 |
-0.025 |
+0.016 |
0.045 |
-0.025 |
+0.025 |
0.045 |
-0.040 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|