

9.4.2. Электродуговая сварка
Электрическая сварочная дуга представляет собой мощный электрический разряд в газовой среде. Газ при низкой температуре не проводит электрический ток. Газ может проводить ток только при наличии в нем электрически заряженных частиц – ионов, и в этом случае его называют ионизированным. При дуговом разряде выделяется значительное количество тепла.
В промышленности наибольшее применение имеют электродуговая сварка прямого действия с использованием плавящего металлического электрода 2 (рис. 42, а) по способу Славянова и по способу Бенардоса (рис. 42, б) с использованием угольного или вольфрамового неплавящего электрода 3 и присадочного прутка 4. Способ Бенардоса меньше применяется, чем способ Славянова.
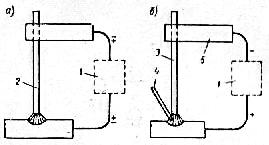
Рис. 42. Схемы электродуговой сварки:
а – схема дуговой сварки металлическим электродом по способу Н.Г. Славянова; б – схема дуговой сварки угольным электродом по способу Н.Н. Бенардоса; 1 – сварочный агрегат; 2 – металлический электрод; 3 – неплавящий электрод; 4 - присадочный пруток; 5 - электродержатель
Питание сварочной дуги при сварке на постоянном токе осуществляется от специального сварочного генератора, которые могут быть однопостовыми и многопостовыми. Кроме ТОО, генераторы бывают стационарные и передвижные, работающие от электродвигателя или от двигателя внутреннего сгорания.
В промышленности значительное количество сварочных постов работает от переменного тока. Питание сварочных постов переменным током производится от сварочных трансформаторов, понижающих напряжение, существующее в заводской сети, до 60-65 В.
При электродуговой сварке применяют электроды металлические плавящиеся (стальные, чугунные, из цветных металлов) и неплавящиеся угольные, графитовые и вольфрамовые (при сварке в инертных газах). Металлические плавящиеся электроды применяют при сварке по способу Славянова; угольные, графитовые – по способу Бенардоса; вольфрамовые – при аргонодуговой сварке.
Угольные электроды изготовляют диаметром 6-30 мм и длиной до 300 мм. Стальные электроды для ручной сварки изготовляют из специальной сварочной проволоки диаметром 1-12 мм. Сварочная проволока применяется углеродистая, легированная и высоколегированная. Для повышения прочности свариваемого шва применяют проволоку с повышенным содержанием марганца.
Легированную и высоколегированную сварочную проволоку применяют для сварки соответственно легированных и высоколегированных изделий. При автоматической сварке сварочная проволока используется в виде мотков.
Для ручной сварки проволоку нарезают длиной 250-450 мм, затем покрывают специальными обмазками для защиты расплавленного металла от насыщения его кислородом и азотом, а также для создания устойчивости горения дуги и придания наплавленному металлу специальных свойств, зависящих от наличия легирующих элементов.
Диаметр электродов зависит от толщины свариваемого металла. Электроды диаметром 1-2 мм применяют для сварки металла толщиной до 2 мм, а электроды диаметром 3 мм – для сварки металла толщиной 2-4 мм. Сварка металлов толщиной 5-10 мм производится электродами диаметром 4-5 мм, при сварке металла большей толщины – электродами диаметром 5-8 мм.