

Контрольные вопросы:
1. Каковы основные требования, которым должны удовлетворять современные теплообменные аппараты?
2. Какие факторы влияют на интенсивность и эффективность процесса теплообмена в паетеризационно-охладительных установках?
3. Каковы основные направления?
Лабораторная работа № 3 Изучение фасовочно-упаковочных машин. Расчет фасовочно-упаковочной машины тпа-1200
ЦЕЛЬ РАБОТЫ: изучение устройства принципа действия фасовочно-упаковочных машин. Определение технической производительности фасовочно-упаковочной машины ТПА-1200
Задание
Ознакомиться с устройством и работой фасовочно-упаковочных машин.
Определить техническую производительность фасовочно-упаковочной машины.
Определить мощность нагревательного элемента для термосваривающих устройств.
В зависимости от направления движения продукта, подлежащего упаковке в полимерную пленку, применяются горизонтальные вертикальные схемы его подачи.
Схема упаковки с горизонтальной подачей продукта предусматривает подачу пленки снизу или сверху относительно продукта.
Схема упаковки в полимерную пленку с горизонтальной подачей продукта
Рис. 6 Схема упаковки в полимерную пленку
с горизонтальной подачей продукта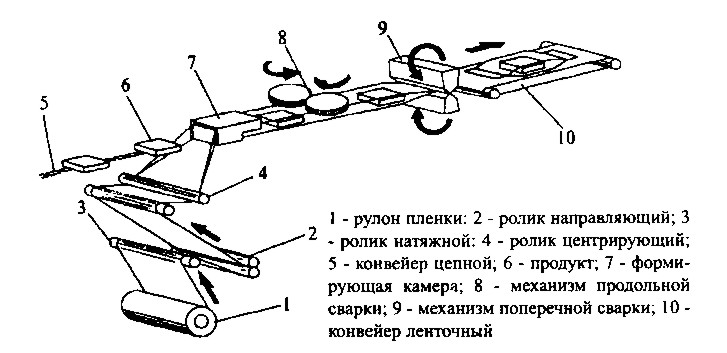
Лентопротяжный механизм укреплен в нижней части машины под конвейером 5 и рулон с пленкой 1 принудительно разматывается с помощью направляющих и центрирующих роликов 2 и подается к камере 7, формирующей рукав из пленки. Одновременно и в том же направлении цепной конвейер подает продукт 6. При выходе из камеры продукт оказывается внутри рукава и затем сверху сваривается с помощью двух вращающихся роликов 8, с образованием продольного шва шириной 10…15 м, затем механизмом поперечной сварки 9 сваривается такой же поперечный шов. Готовая упаковка отрезается ножом и подается ленточным конвейером 10 на последующие операции по укладке в транспортную тару.
Схема упаковки в полимерную пленку с вертикальной подачей продукта
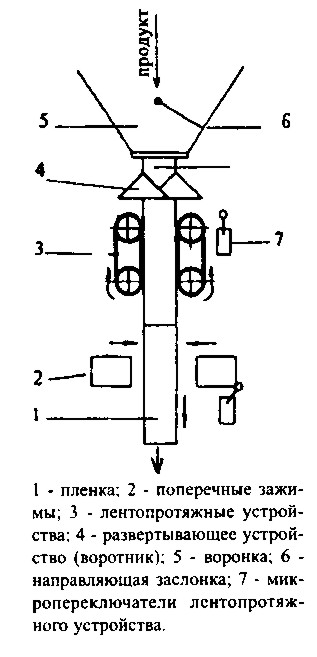
В верхней части машины установлена
загрузочная воронка 5 с устройством для
регулирования поступающего продукта,
который под действием силы тяжести и
направляющей заслонки 6 распределяется
в специальную емкость (труба, формирующая
рукав пленки). Относительно наружной
поверхности трубы формируется рукав
из пленки 1. Кроме того, упаковочная
часть предусматривает лентопротяжный
механизм 3, (7 – микропереключатель
лентопротяжного устройства) продольные
и поперечные 2 термосвариваемые элементы.
Перед поступлением дозы продукта
включаются приводы механизмов поперечной,
продольной сварки и лентопротяжный
механизм. В заранее сформированный
пакет, имеющий вертикальный и горизонтальный
шов, поступает порция продукции, затем
верхняя часть пакета сваривается и
отделяется от основного рукава пленки
ножом.
верхней части машины установлена
загрузочная воронка 5 с устройством для
регулирования поступающего продукта,
который под действием силы тяжести и
направляющей заслонки 6 распределяется
в специальную емкость (труба, формирующая
рукав пленки). Относительно наружной
поверхности трубы формируется рукав
из пленки 1. Кроме того, упаковочная
часть предусматривает лентопротяжный
механизм 3, (7 – микропереключатель
лентопротяжного устройства) продольные
и поперечные 2 термосвариваемые элементы.
Перед поступлением дозы продукта
включаются приводы механизмов поперечной,
продольной сварки и лентопротяжный
механизм. В заранее сформированный
пакет, имеющий вертикальный и горизонтальный
шов, поступает порция продукции, затем
верхняя часть пакета сваривается и
отделяется от основного рукава пленки
ножом.
Устройство вертикального фасовочно-упаковочный аппарата ТПА-1200
Аппарат ТПА-1200 состоит из цельнометаллического корпуса с установленным на нем вертикальным стволом с воротником для сворачивания пленки из ленты, поступающей с бобины через лентопротяжный механизм в рукав и весового дозатора. Весовой дозатор в свою очередь состоит из накопительного бункера, вибролотка и весоизмерительной чаши. Продукт поступает в бункер, затем по вибролотку поступает в весоизмерительную чашу. Начальное сечение потока регулируется шиберной заслонкой. Вибрация лотка регулируется в блоке управления.
Пневматический цилиндр шарнирно соединен с узлом сварки вертикального шва и узлом сварки горизонтальных швов.
Съемный конус подбоя может быть заменен разводными «усами» для формирования не стоячего пакета, а «подушки».
Постоянное натяжение пленки фиксируется натяжным устройством.
Управление аппаратом производится пультом управления.
П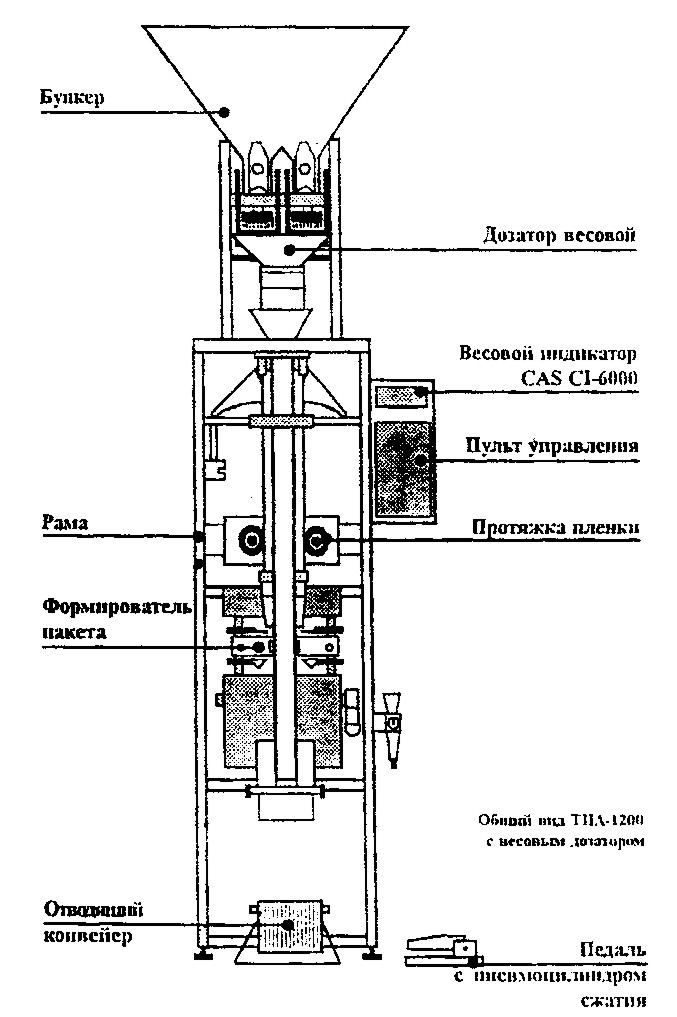 ленка,
поступая из рулона через опорный вал,
тормоз и лентопротяжное устройство,
сворачивается на воротнике вокруг
вертикально расположенного ствола и
сваривается с помощью узла вертикальной
сварки в рукав.
ленка,
поступая из рулона через опорный вал,
тормоз и лентопротяжное устройство,
сворачивается на воротнике вокруг
вертикально расположенного ствола и
сваривается с помощью узла вертикальной
сварки в рукав.
Нажатием штанги пневмоцилиндром нижним узлом горизонтальной сварки швов формируется дно с подбоем (или без него) будущего пакета.
В
Рис. 8 Вертикальный
фасовочно-упаковочный аппарат ТПА-1200
Пленка протягивается автоматически роликами лентопротяжного механизма на установленную реле времени длину пакета либо до следующей фотометки и очередным нажатием штанги, приводимой в движение пневмоцилиндром формируется верхний шов пакета с продуктом, отрезание пакета с продуктом, нижний шов будущего пакета с продуктом, вертикальный шов рукава пленки.
В воронку вертикального ствола снова засыпается из весоизмерительной чаши очередная отмеренная порция продукта
В зависимости от веса пакуемого продукта выбирается пленка соответствующей толщины. (1 кг продукта пакуется в пленку 50…60 мкм; 0,4…0,7 кг – 35…40 мкм.).
В зависимости от объема продукта регулируется длина пакета. Уменьшение или увеличение длины пакета в одном случае задается реле времени, в другом – по фотометке.
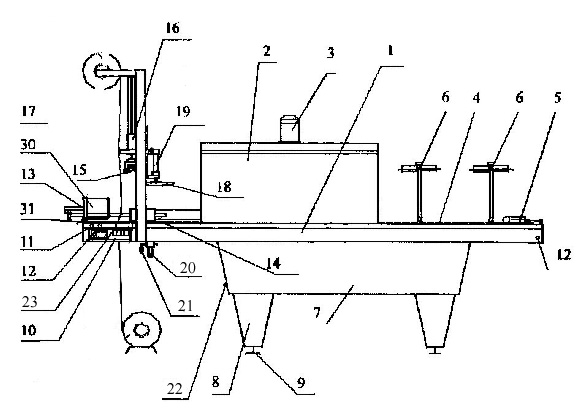
Т
Рис.
9 Термоусадочный
упаковочный аппарат ТПЦ-550П ермоусадочный
упаковочный аппарат ТПЦ-550П представляет
собой сварной металлический корпус 1,
на котором смонтирован цепной транспортер
4 с натяжным устройством, термоусадочная
камера 2 элементы приводов: пневматических
– пневмоцилиндр толкателя 13, пневмоцилиндр
блока сварки-отрезки термопленки 16,
прижима 18-19 и электрического – транспортера
и мотор-редуктора 4-5. Рама установлена
на основании 7, опирающемся на опоры 8 и
регулировочные стойки 9. Винтовыми
стойками 9 регулируется устойчивость
аппарата.
ермоусадочный
упаковочный аппарат ТПЦ-550П представляет
собой сварной металлический корпус 1,
на котором смонтирован цепной транспортер
4 с натяжным устройством, термоусадочная
камера 2 элементы приводов: пневматических
– пневмоцилиндр толкателя 13, пневмоцилиндр
блока сварки-отрезки термопленки 16,
прижима 18-19 и электрического – транспортера
и мотор-редуктора 4-5. Рама установлена
на основании 7, опирающемся на опоры 8 и
регулировочные стойки 9. Винтовыми
стойками 9 регулируется устойчивость
аппарата.
Устойчивость аппарата регулируется винтовыми опорами 14.
Транспортер предназначен для автоматического перемещения упаковки внутри термокамеры 2, приводится в движение мотор-редуктором 5 и охлаждается вентиляторами 6, которые служат еще для охлаждения готовой упаковки.
Нагрев воздуха в термоусадочной камере 2 осуществляется термоэлектронагревателями, расположенными в воздушных каналах в стенках камеры. Циркуляция воздуха производится вентилятором, крыльчатка которого насажена непосредственно на вал электродвигателя 3.
Для минимизации потерь тепла входное и выходное окно камеры закрыты эластичными теплостойкими шторами.
Получение заготовки упаковки, т.е. оборачивание блока упаковываемой продукции в термоусадочную пленку, осуществляется совокупностью последовательных движений толкателя 13, прижима 18 и блока сварки-отрезки 17.
Толкателем 13 осуществляется транспортировка блока упаковываемой продукции на транспортер. После этого толкатель быстро отводится в исходное положение, одновременно опускается прижим 18, останавливается транспортер и опускается блок сварки-отрезки термопленки 17. Прижим 18 предохраняет блок продукции от смещения и нарушения порядка элементов блока натягивающейся пленкой в период опускания блока сварки-отрезки 17. Сваривание шва для получения заготовки упаковки в виде петли (рукава) и сваривание лент верхнего и нижнего рулонов пленки в единое полотно осуществляется термоножом постоянного нагрева, размещенным в блоке 17, а отрезка петли от основного материала производится ножом 15 (также размещенным в блоке 17) в момент нахождения блока сварки-отрезки 17 в нижнем положении. Время работы термоножа 15 и время склеивания швов задаются реле времени и отсчитываются с момента прихода блока сварки-отрезки 17 в нижнее положение. Момент работы импульсного термоножа индицируется индикатором 23 на корпусе аппарата. По истечении времени склеивания швов блок сварки-отрезки термопленки 17 отводится и принимает исходное положение.
Управление аппаратом производится кнопками 11 и 12, вынесенными на боковую стенку рамы 1. Включение и выключение элементов аппарата и настройка теплового режима термокамеры 2 осуществляется с панели управления 10.
Сжатый воздух в систему подается из магистрали или компрессора через замок 21 и редуктор 20. Редуктор понижает давление входящего воздуха до 4-5 бар. Замок служит для отключения аппарата от магистрали при обслуживании. Состоянию «выключено» соответствует положение «замок внизу».
Провод заземления подключается к корпусу через болт 22.
Методика выполнения работы
Взвесьте заданную преподавателем массу М, кг, сыпучего продукта или штучных изделий, подаваемую в бункер фасовочно-упаковочного аппарата ТПА-1200. Подсчитайте количество пакетов N, шт., выходящих из машины за 30 секунд. Найдите факторную производительность машины по формуле Пф, уп/ч:
![]() (56)
(56)
где τ – время, сек (30).
Суммируйте
массы упаковок
![]() ,
кг,
вышедших за 30 сек:
,
кг,
вышедших за 30 сек:
(57)
Сравните полученное значение с расчетной производительностью П, кг/ч.
Произведите расчеты мощности нагревательного элемента Nn, кВт, и мощности нагревательного устройства Nр, кВт.
Результаты измерений и вычислений занесите в таблицу 3.
Таблица 3 – Результаты измерений и вычислений
М, кг |
τ, сек |
N, шт. |
|
Пф, кг/ч |
П, кг/ч |
Nn, кВт |
Nр, кВт |
|
|
|
|
|
|
|
|
Расчетная часть
Определение технической производительности фасовочно-упаковочной машины для сыпучих продуктов и штучных изделий осуществляется с учетом внецикловых затрат времени на вспомогательные операции и выпуск дефектной продукции.
Техническая производительность П, кг/ч, машин многопозиционных с пакетообразователями для фасования сыпучих продуктов и штучных изделий определяется по формуле:
![]() (58)
(58)
где g — масса дозы продукта или штучного изделия, кг;
n — максимальное число рабочих циклов в минуту по паспорту машины;
KG — коэффициент полезного действия дозирующего устройства или питателя (KG = 0,95…1,0);
KE — коэффициент, учитывающий потери времени на заправку упаковочных материалов (KE = 0,92…0,96);
KB — коэффициент, учитывающий сыпучесть и другие структурно-механические свойства фасуемого продукта (KB = 0,90…1,0);
KO — коэффициент, учитывающий выпуск дефектной продукции (KO = 0,90…0,98).
Расчет нагревательного элемента для термосваривающих устройств. Мощность нагревательного элемента, во-первых, должна обеспечить быстрый нагрев термосваривающего устройства (ножа, ролика или губки) при пуске машины, во-вторых, быть достаточной для поддержания его требуемой температуры при работе машины.
Расчет мощности нагревательного элемента Nn, кВт при выходе машины на рабочий режим можно выполнить по следующей формуле:
![]() (59)
(59)
где Q — количество необходимой теплоты, кДж;
τ — максимально допустимая продолжительность пуска машины, мин (обычно τ = 15 мин).
Необходимая теплота Q, кДж затрачивается на повышение температуры термосваривающего устройства и частично теряется за счет лучистого и конвективного теплообмена с окружающей средой:
![]() (60)
(60)
где 1,2 — коэффициент тепловых потерь при разогреве;
М — масса термосваривающего устройства, кг (М = 1,0…2,0);
с – удельная теплоемкость стали, кДж/(кг·К) (с = 0,5 кДж/(кг·К));
tк, t0 — соответственно конечная и начальная температуры устройства, 0С. (tк = 200 0С, t0 = 20 0С).
Мощность Nр, кВт нагревательного устройства при работе машины рассчитывается по формуле:
![]() (61)
(61)
где 1,4 — коэффициент тепловых потерь при работе машины;
Пmax — максимальная производительность машины, кг/ч;
m — масса продукта в упаковке, кг;
Мм — масса упаковочного материала, находящегося в зоне сварки, кг (обычно М м = 0,002 кг);
см — удельная теплоемкость упаковочного материала, кДж/(кг·К) (см = 1,6 кДж/(кг·К));
tс, tн — соответственно требуемая температура сварного шва и начальная температура упаковочного материала, 0С
(tс = 170 0С, tн = 20 0С).
Контрольные вопросы
Описать устройство и принцип работы фасовочно-упаковочного аппарата ТПА-1200Р.
Описать устройство и принцип работы термоусадочного аппарата ТПЦ-550Р.
Как определить техническую производительность фасовочно-упаковочной машины ?
Как определить мощность нагревательного устройства ?