

2.4. Системы программного управления кузнично-штамповочного оборудования.
2.4.1 Жесткие системы управления
Разновидностью кулачковых систем являются системы управления от распределительного вала, например, распределительные валы ХВА.
Основным документом для проектирования и настройки кулаков являются цикловые диаграммы (прямоугольные, круговые).
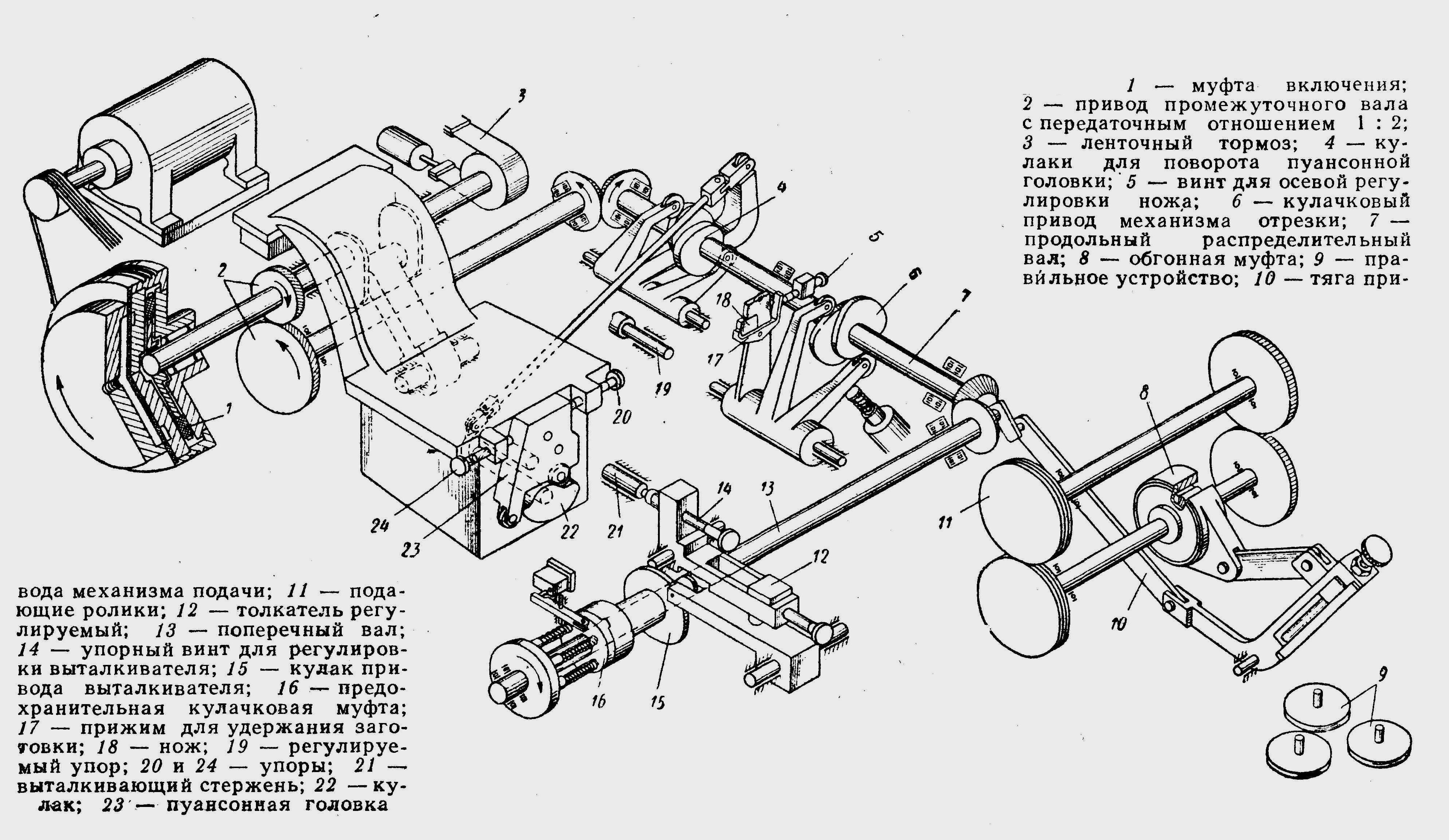
Рис.12. Кинематическая схема двухударного холодно-высадочного автомата с цельной матрицей.
Рис.13. Технологические переходы высадки.
|
|
|
|
|
||||||||||||||||
Углы поворота коленвала |
0 180 360 540 720 |
|||||||||||||||||||
|
|
|
|
|||||||||||||||||
Углы поворота распредвала |
0 90 180 270 360 |
|||||||||||||||||||
|
|
|
|
|||||||||||||||||
Высадочный ползун |
Холостой ход 85 |
Заталк.75 |
Выс.20 |
Обратный ход |
Холостой ход вперед |
Выс.20 |
Обратный ход |
|||||||||||||
Механизм реза |
Нож стоит у высад. матр. |
Ход ножа назад |
Нож стоит у отрезной матрицы |
Отрезка провл 47 |
Выст. |
|||||||||||||||
Механизм подачи |
Выстой |
Подача 180 |
Выстой |
|||||||||||||||||
Механизм выталкивателя |
Отход выталк. |
ВЫСТОЙ |
Выталкива-ние 540 |
отход |
||||||||||||||||
Механизм поворотной головки |
подъем |
Пуансон 1 удар Зафиксир. внизу |
Подъем пуансона после 1 уд |
2 удар Зафиксир. внизу |
Подъем после 2 удара |
|||||||||||||||
Рис. 14. Цикловая диаграмма двухударного ХВА с цельной матрицей.
Вопросы для самоподготовки:
Что называется простым производственным процессом?
Перечислите типы единичных цепей.
Перечислите задачи систем управления.
Каковы основные типы систем управления?
Лекция №3 примеры систем программного управления
Программное управление паро-воздушным
штамповочным молотом.
Энергетический режим работы паро-воздушного штамповочного молота (энергия и количество ударов) зависит при штамповке определенной поковки от последовательности штамповочных операций, мощности молота, его состояния, температуры деформируемой заготовки, квалификации штамповщика. Все перечисленные факторы при изготовлении одним штамповщиком партии одинаковых поковок на данном молоте остаются постоянными.
Отсюда вытекает возможность автоматизации штамповки на молотах с помощью программного управления.
Программное управление обеспечивает заранее заданную высоту подъема бабы (энергию удара), последовательность ударов и длительность промежутков между ними для переноса заготовки из ручья в ручей,
Программирование работы штамповочного молота должно обеспечить разовое выполнение программы, непрерывное повторение заданной программы, прекращение действия программного устройства до окончания штамповки, возврата программного устройства в исходное положение, независимую от программного устройства обычную работу молота и введение дополнительных пауз при ударе.
Энергия удара паровоздушного штамповочного молота есть функция веса, падающих частей и скорости их движения.
![]()
При постоянном давлении пара и прочих равных условиях энергия удара будет зависеть от величины и скорости перемещения золотника, т.е. от величины и скорости перемещения педали управления.
Задавшись постоянной скоростью перемещения золотника и обеспечив постоянные моменты начала хода золотника вниз и вверх, энергией удара молота можно управлять путем изменения величины хода золотника, т.е. величина перемещения педали управления.
Установка программного управления предназначена для автоматизации управления паро-воздушным штамповочным молотом и обеспечения условий штамповки различных поковок по оптимальному технологическому режиму.
Молот может работать в двух режимах - одиночные программные удары и автоматические программированные удары. Переход на режимы осуществляется спецпереключателем.
Кроме описанного известны системы программного управления:
1). Фрикционным молотом с доской, в которой программа осуществляется при помощи конечных выключателей, ограничивающих высоту подъема бабы, и шагового переключателя, управляющего последовательностью ударов заданной энергии. Время между ударами не программирует и равно сумме времени на подъем, падение и переключения.
2). Паровоздушным молотом фирмы "Беше и Гросс". Управление количеством ударом, их энергией и временем между ними. Программа осуществляется от кулачкового диска с индивидуальным приводом, который через систему рычагов воздействует на распределительное устройство (клапан).
3) Ковочным молотом на основе применения пневмосервопривода для перемещения распределительного золотника молота. Настройкой обеспечивается серия автоматических ударов постоянной силы и частоты (для шлихтовки, протяжки и т.д. Управление золотником дистанционное).