

ГОУВПО «Воронежский государственный технический
университет»
ЭФФЕКТИВНОЕ ИСПОЛЬЗОВАНИЕ ИНФОРМАЦИОННЫХ ТЕХНОЛОГИЙ В УПРАВЛЕНИИ, ПРОИЗВОДСТВЕ И ОБРАЗОВАНИИ
Материалы международной научно-практической Интернет-конференция
(Воронеж, 20-25 декабря 2007 г.)
Воронеж 2008
УДК 681.3
Эффективное использование информационных технологий в управлении, производстве и образовании: международная научно-практическая Интернет-конференция: ГОУВПО «Воронежский государственный технический университет», 2008. 107 с.
В сборнике представлены материалы, посвященные использованию информационных технологий в управлении, производстве и образовании. Сборник подготовлен в электронном виде в редакторе Microsoft Word и содержится в файле UIIT.doc.
Редакционная коллегия:
Е.Д. Федорков |
– д-р техн. наук, проф. - ответственный редактор, Воронежский государственный технический университет; |
О.Я. Кравец |
– д-р техн. наук, проф. – зам. ответственного редактора, Воронежский государственный технический университет; |
В.М. Пачевский |
– проф. – Воронежский государственный технический университет; |
А.Н. Чекменев |
– президент управляющей горно-металлур-гической компании, д-р техн. наук |
А.М. Юрий |
– гл. научный сотрудник института сверхтвердых материалов национальной академии Украины |
А.И. Бобров |
– канд. техн. наук, доц., Воронежский государственный технический университет; |
А.А. Шишкин |
– директор центра ДО, Воронежский государственный технический университет; |
О.В. Собенина |
– канд. техн. наук, доц., Воронежский государственный технический университет; |
А.С. Кольцов |
– канд. техн. наук, доц., Воронежский государственный технический университет; |
Е.Н. Кордюкова |
– ответственный секретарь, Воронежский государственный технический университет |
Рецензенты: зам. директора ОАО «Концерн «Созвездие» по науке д-р техн. наук И.И. Малышев;
д-р техн. наук, проф. О.В. Родионов
© Коллектив авторов, 2008
© Оформление. ГОУВПО «Воронежский государственный технический университет», 2008
Содержание
Килина А.А., Федорков Е.Д. Автоматизация управления организацией учебного процесса в системе непрерывного образования. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
4 |
Бобров А.И., Бабунов Е.А., Паринов А.В. Блок имитационного моделирования в структуре САПР. . . . . . . . . . . . |
6 |
Собенина О.В., Федорков Е.Д. Диаграммы Исикава и Парето . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
10 |
Цеханов Ю.А., Сторчак М. Г. Интегрирование вариационной модели резания в систему автоматического проектирования металлорежущих инструментов. . . . . . . . . . . . |
12 |
Казанцев П.Е., Бобров А.И., Пачевский Д.Е. Кинематика движения конструктивных элементов обтяжного пресса FEKD. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
15 |
О.В. Собенина Е.Д. Федорков. Маркетинг образовательных услуг в системе открытого образования. . . . . . . . . |
18 |
Ю.А. Цеханов, Е.А. Балаганская, С.Е. Шейкин. Математическая модель формирования поверхностного слоя при деформирующем протягивании. . . . . . . . . . . . . . . . . . . . |
21 |
Е.Н. Кордюкова. Новые информационные технологии в образования. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
30 |
Федорков Е.Д., Кольцов А.С., Асташева Е.И. Организация размещения информации о защитах докторских и кандидатских диссертаций в сети Интернет. . . . . . . . . . . . . . . . |
34 |
Федорков Е.Д., Кольцов А.С., Левченко А.С., Проскурин В.В. Подсистема автоматизированного проектирования лезвийного металлорежущего инструмента. . . . . . . . |
37 |
Иванов Д.Б. Построение систем управления на основе ITIL и моделей ITSM. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
41 |
Федорков Е.Д., Кольцов А.С., Асташева Е.И. Принципы разработки электронной картотеки аттестованных кадров высшей квалификации. . . . . . . . . . . . . . . . . . . . . . . . . . . . |
47 |
Д.С. Орлов, А.И. Бобров, Паринов А.В. Проектирование автоматизированной интегрированной в САПР ТП «Вертикаль» подсистемы выбора режимов резания. . . . . . . |
51 |
Федорков Е.Д., Кольцов А.С., Левченко А.С., В.В. Проскурин. Проектирование компонент автоматизированных систем технологической подготовки машиностроительного производства. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
53 |
Кордюкова Е.Н. Подшибякина В.В. Психолого-педагогические особенности использования мультимедии в образовании. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
57 |
Казанцев П.Е., Бобров А.И., Пачевский Д.Е. Разработка математической модели связи систем координат обтяжного пресса FEKD. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
61 |
Казанцев П.Е., Бобров А.И., Паринов А.В.Разработка методики расчета управляющих координат ЧПУ обтяжного пресса FEKD. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
64 |
U. Heisel1, M. Storchak1, Yu. A. Zekhanov2 Co-Simulation between the Cutting and Machine Structure in the Interaction Processes . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
67 |
Куколев А.В. Информационная среда в образовательной системе ШКОЛА-КОЛЛЕДЖ-ВУЗ. . . . . . . . . . . . . . . . |
72 |
Рощупкина И.В., Ушаков С.И. Применение программного средства «Сетевое планирование» в экономической подготовке специалистов. . . . . . . . . . . . . . . . . . . . . . . . . |
75 |
И.А. Бейнар. Факторы риска при управлении инновациями. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
84 |
Самогородская М. И. Формирование стратегических альтернатив инновационного развития предприятия. . . . . . |
88 |
А.С. Кольцов, А.С. Левченко, Е.В. Власов. разработка информационной системы учета студентов колледжа на базе MYSQL-СЕРВЕРА. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
96 |
А.С. Кольцов, А.С. Левченко, Е.Д. Федорков, Е.И. Асташева. Разработка информационной системы формирования и хранения личных дел студентов в деканате с использованием службы интеграции MS SQL SERVER. . . |
100 |
Е.А. Соловьёва, А.А. Килина, А.С. Кольцов. Разработка подсистемы создания SCORM-ПАКЕТОВ: тестовые задания на соответствие. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . |
103 |
УДК 681.3
Автоматизация управления организацией учебного процесса в системе непрерывного образования
Килина А.А., Федорков Е.Д.
Закон РФ «Об образовании» трактует систему образования как совокупность взаимосвязанных, преемственных образовательных программ, Государственных образовательных стандартов различного уровня и сети реализующих их профессиональных учреждений.
Создание системы непрерывного образования является приоритетным направлением в развитии образовательных систем. Наиболее широко представлены учебно–научные педагогические комплексы вузов и органов среднего профессионального образования (СПО).
Образование, полученное в СПО, может быть зачтено как частичное при переходе в вуз. Во избежание дублирования учебного материала, необходим принципиальный пересмотр системы подготовки специалистов с высшим образованием из числа выпускников техникумов.
Сегодня сокращения сроков обучения производится на основе переаттестации имеющихся знаний, умений и навыков, полученных студентами на предыдущем этапе профессионального образования. При этом продолжительность сокращенных сроков обучения должна составлять не менее трех лет при очной форме обучения. Выпускники колледжа могут претендовать на обучение по индивидуальному плану или в специально созданных группах по специальным учебным планам. При этом сокращение сроков обучения на высшее профессиональное образование возможно лишь при коренном пересмотре не только содержания обучения, но и организации учебного процесса. Основным документом программы обучения является учебный план.
Для составления учебного плана, позволяющего качественно подготовить специалиста, удовлетворяющего современным требованиям, необходимо проводить анализ уровня знаний абитуриентов, претендующих на обучение по сокращенной программе. В современных условиях (большое количество образовательных учреждений, наличие различных специальностей и специализаций) этот процесс требует применения программно–математических методов.
Формирование программы обучения с использованием средств автоматизации может включать следующие этапы:
первоначальный анализ контингента абитуриентов вуза в целом и по отдельным специальностям (определение базовых средних специальных учебных заведений, направлений и специальностей);
сравнений отобранных программ СПО с рассматриваемой специальностью высшего профессионального образования и определение объема переаттестуемых знаний;
формирование программы обучения и учебного плана;
анализ контингента абитуриентов в текущем году;
проверка соответствия имеющего учебного плана конкретному набору студентов и принятие решения о необходимости корректировки учебного плана или рабочих программ по отдельным дисциплинам.
Не все из рассмотренных этапов можно полностью формализовать, однако использование автоматизированных систем позволяет повысить обоснованность управленческих решений. При этом основной эффект автоматизации достигается за счет своевременности и оптимальности принимаемых решений, что позволяет обеспечить соответствие выпускника вуза предъявляемым к нему требованиям.
Воронежский государственный технический университет
УДК 681.3
Бобров А.И., Бабунов Е.А., Паринов А.В.
«БЛОК ИМИТАЦИОННОГО МОДЕЛИРОВАНИЯ В СТРУКТУРЕ САПР»
В условиях рыночной экономики вариант облика проектируемого объекта представляет собой товар и как следствие он может быть оценен экономическими показателями. В качестве факторов влияющих на экономические показатели варианта облика технического объекта выступают:
стоимость проектирования;
стоимость технической реализации облика проектируемого объекта;
тактико-технические характеристики объекта;
спрос на проект;
прозрачность предложенной методики проектирования;
количество предложений по проекту
процедура организации экспертизы проекта;
В условиях конкурентной борьбы проектирующие организации вынуждены инвестировать проекты по автоматизации самого процесса проектирования. О серьезности проблемы говорит тот факт, что продажа программного обеспечения направленного на автоматизацию процесса проектирования на мировом рынке программного обеспечения занимает четвертое место.
На территории Российской Федерации в условиях малого роста производства, как правило, автоматизация процессов проектирования обусловлена не экономическими факторами, а необходимостью выполнения самого процесса проектирования. Другими словами нишей для САПР на территории Российской Федерации являются очень трудоемкие задачи, которые не допускают для своего решения методов без использования средств вычислительной техники. В настоящий момент для исследования сложных систем наиболее действенным является метод имитационного моделирования.
В западной литературе термин САПР (в английской нотации CAD) появился в конце 50-x годов, когда Д. Т. Росс начал работать над одноименным проектом в Массачусетском Технологическом Институте (Massachusetts Institute Technology). При этом CAD система рассматривалась только, как система геометрического моделирования.
Дальнейшая компьютеризация инженерной деятельности, привела к пониманию необходимости развития технологии комплексной автоматизации инженерной деятельности на всех этапах жизненного цикла изделия.
Эволюция CAD систем на западе привела к появлению четырех наиболее значимых классов прикладных систем, соответствующих понятию САПР в Российской классификации:
CAD (Computer Aided Design) - система автоматизации проектных(чертежи) работ;
CAE (Computer Aided Engineenering ) - система автоматизации инженерных работ;
PDM (Product Data Management) - системы управления производственной информацией, включая АСУ проект;
CAM (Сomputer Aided Manufacturing) - системы автоматизированной подготовки производства;
Блок имитации входит в состав CAE – систем. Необходимо заметить, что для CAE-систем характерно два принципиально разных варианта построения:
построение CAE-систем на базе аналитических моделей;
построение CAE-систем на базе имитационных моделей;
Не случайно, типовая архитектура САПР отдельно выделяет блок имитации из остальных функциональных блоков САПР.
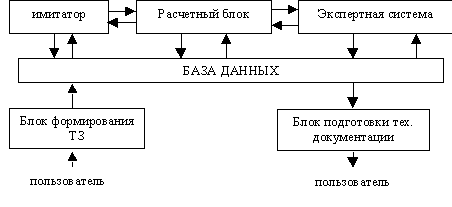 Рисунок
1 - Базовая архитектура САПР
Рисунок
1 - Базовая архитектура САПР
Спецификой прикладных систем информатики типа САПР является тесная взаимосвязь технологии проектирования и автоматизированной системы:
c одной стороны существует влияние методов и методик, используемых в проектной организации на методы реализованные САПР;
c другой стороны функциональность САПР влияет на методы, которые использует проектная организация.
Введение блока имитации в состав САПР позволяет перейти от “механической автоматизации“ проектных работ на новый качественный уровень проектирования.
Выигрыш в качестве достигается, во первых, за счет возможности решения более сложных задач и во вторых за счет увеличения степени типизации принимаемых проектных решений. Типизация заключается в том, что при увеличение мощности множества рассматриваемых альтернатив инженер может использовать одинаковую методику. Поэтому он может применять знакомые для него средства, реализующие данную методику. А как известно степень типизации процессов протекающих при проектирование будет влиять на стоимость всего процесса проектирования. По оценкам экспертов стоимость проектирования вследствие типизации проекта может уменьшаться в 3,3 раза. Данная оценка относится к так называемым “уникальным объектам”, используемым в тяжелом машиностроение.
Использование имитационного моделирования позволяет упростить процесс экспертизы полученных проектных решений. Прозрачность экспертизы позволяет привлечь инвесторов к финансированию проекта, что в условиях, когда стоимость объекта проектирования может достигать сотен и тысяч долларов является необходимым условием осуществления самого проекта.
Кроме того, использование модуля имитации в процессе проведения экспертизы проектов сокращает время экспертизы.
Воронежский государственный технический университет
УДК 004.8
О.В. Собенина Е.Д. Федорков
Диаграммы Исикава и Парето
При управлении качеством нельзя просто поставить задачу и требовать ее безусловного выполнения. Необходимо понять смысл и рычаги управления процессом. Чтобы облегчить этот процесс, Каору Исикава предложил особую диаграмму.
Количество причинных факторов бесконечно. В любой работе, в любом процессе можно сразу же выделить десять - двадцать причинных факторов. Проконтролировать все эти причинные факторы невозможно. Даже если бы это оказалось возможным, такая работа была бы нерентабельной. Несмотря на большое количество причинных факторов, по-настоящему важных, т. е. таких, которые значительно влияют на результаты, не так уж много. Если следовать принципу Парето, требуется стандартизировать два-три наиболее важных фактора и управлять ими, но сначала нужно выявить эти главные причинные факторы.
Причинно - следственная диаграмма Исикавы - инструмент, который позволяет выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие).
Систематическое использование диаграммы причинно-следственных связей позволяет:
Выявить всевозможные причины, вызывающие определенную проблему.
Отделить причины от признаков.
3. Проанализировать относительную важность соответствующих причин.
Для составления причинно-следственной диаграммы необходимо подобрать максимальное число факторов, имеющих отношение к характеристике, которая вышла за пределы допустимых значений. При этом для исследования причин явления необходимо привлекать и третьих лиц, не имеющих непосредственного отношения к работе, так как у них может оказаться неожиданный подход к выявлению и анализу причин, которого могут не заметить лица, привычные к данной рабочей обстановке.
Причины и факторы определяются методом мозгового штурма. Метод мозгового штурма заключается в выдвижении множества идей о возможных причинах. На этапе мозгового штурма ни одна идея сразу не отвергается. Главное - это создать атмосферу, в которой работники полны энтузиазма и хотят помогать. Все высказывания записываются для последующего анализа. Диаграмма выставляется несколько дней и в нее можно вносить дальнейшие возникающие дополнения.
Далее можно использовать метод Парето, чтобы определить значимость каждой из причин.
Метод Парето позволяет выявлять основные факторы возникновения проблемы и расставлять приоритеты в их решении.
Анализ Парето проводится следующим образом:
1. Выявить причины, проанализировать их и сравнить методом мозгового штурма и/или методом причинно-следственной связи. Также необходимо определить единицы измерения и период сбора информации.
2. Собрать данные о результатах и изобразить их в виде гистограммы. Гистограмма в дальнейшем преобразуется, чтобы частота уменьшалась слева направо.
3. Нарисовать справа вертикальную ось, на которой показан суммарный процент.
Воронежский государственный технический университет
УДК 621.91
Цеханов Ю.А., Сторчак М. Г.
ИНТЕГРИРОВАНИЕ ВАРИАЦИОННОЙ МОДЕЛИ РЕЗАНИЯ В СИСТЕМУ АВТОМАТИЧЕСКОГО ПРОЕКТИРОВАНИЯ МЕТАЛЛОРЕЖУЩИХ ИНСТРУМЕНТОВ
При проектировании металлорежущих инструментов зачастую возникает вопрос обоснованного выбора конструкции, формы и размеров крепления режущих элементов. Основой для такого выбора как правило служит уровень действующих при обработке усилий резания. Определению сил резания для различных условий обработки посвящено значительное количество исследований. Однако, до настоящего времени существуют значительные разногласия как в результатах моделирования, так и в принципах создания модели резания. Нами предпринята попытка разработки такой модели для ортогонального резания.
Предложенная теоретическая модель
процесса ортогонального резания
основанна на вариационных принципах
теории пластичности. На ее основе
получены формулы для расчета как
нормальной составляющей силы резания
![]() ,
так и ее координатных проекций:
,
так и ее координатных проекций:
![]() ;
(1)
;
(1)
![]() ; (2)
; (2)
![]() ; (3)
; (3)
![]() ; (4)
; (4)
![]() ; (5)
; (5)
![]() . (6)
. (6)
Формулы (1-6) получены приближенным решением системы трансцендентных уравнений в рамках предложенной модели. Для такого удобного в инженерной технологической практике решения введены осредненные и постоянные для всей области резания параметры:
f – постоянный по всей передней поверхности резца;
![]() - предел текучести на сдвиг материала
заготовки с учетом его изменения за
счет деформационного упрочнения и
температурного разупрочнения;
- предел текучести на сдвиг материала
заготовки с учетом его изменения за
счет деформационного упрочнения и
температурного разупрочнения;
![]() - угол наклона плоскости разрыва скоростей
- условной плоскости сдвига, которой
заменяется пластическая область;
- угол наклона плоскости разрыва скоростей
- условной плоскости сдвига, которой
заменяется пластическая область;
lк – длина контакта без ее принятого, но весьма условного разделения на упругий и пластический участки.
Теоретический расчет этих параметров в настоящее время возможен только численным компьютерным моделированием с помощью метода конечных элементов, да и то только в грубом приближении. При этом затраты времени исчисляются многими часами, в том числе на трудоемкую подготовку граничных условий с пошаговым моделированием процесса.
Наиболее практичным и рациональным является экспериментальное определение этих средних параметров, когда измеряются силовые и геометрические параметры резания, а с помощью формул (1-6) рассчитываются основные осредненные параметры модели резания: f, , . Такой подход представляется наиболее эффективным для получения инженерной модели резания. Он позволяет автоматизировать расчет характеристик процесса резания с минимальными затратами времени, что важно для использования рассматриваемой модели в адаптивных системах управления станком.
Силовыми и геометрическими параметрами
процесса резания, которые можно определить
экспериментально прямыми измерениями,
являются: координатные составляющие
силы резания
![]() - тангенциальная,
- тангенциальная,
![]() - радиальная.
- радиальная.
геометрические параметры: h
- глубина резания (припуск);
- угол условной плоскости разрыва
скоростей;
![]() - передний угол резания; К – коэффициент
усадки стружки; lк
- длина контакта.
- передний угол резания; К – коэффициент
усадки стружки; lк
- длина контакта.
Решая (1-6) относительно системы параметров модели можно получить ряд формул относительно f, , . Причем их значения можно определить через различные независимо измеряемые параметры. Например величину f можно определить:
- через и ;
- через ;
- через К.
Такой подход позволит максимально точно найти параметры модели резания, которые с помощью реального эксперимента по резанию «включают» в себя многие явления, не рассматриваемые напрямую в рамках данной модели – деформационное упрочнение материала заготовки и его термическое разупрочнение за счет тепловыделения при трении и пластическом деформировании, переменность контактных давлений и сил трения по поверхности инструмента, наличие объемной пластической области за пределами условной плоскости сдвига и др. Тогда при расчетах использование определенных таким образом параметров модели также (в неявной форме) учитывается весь комплекс сложных явлений резания.
В предложенном виде модель резания может быть легко интегрирована в автоматизированный проектный процесс. Это реализуется в настоящее время в системе автоматического проектирования сверел, оснащенных твердосплавными режущими пластинами для расчета элементов их крепления.
Воронежский государственный архитектурно-строительный университет
Штуттгартский университет
Казанцев П.Е., Бобров А.И., Пачевский Д.Е.
КИНЕМАТИКА ДВИЖЕНИЯ КОНСТРУКТИВНЫХ ЭЛЕМЕНТОВ ОБТЯЖНОГО ПРЕССА FEKD
При составлении математической модели, для расчета значений “нулей” пресса, а также выбора наилучшего положения пресса нужно четко представлять кинематику перемещения элементов пресса.
Пресс FEKD состоит из следующих элементов:
двух кареток (балансиров) на которых расположены прямолинейные зажимы;
подвижного стола.
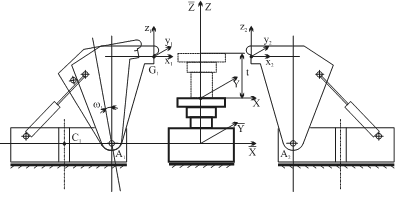
Рассмотрения кинематики движения пресса, для этого ведем три системы координат (с.к.):
система координат пресса (абсолютная с.к.)
 ;
;
система координат стола пресса (с.к. пуансона)
 ;
;
с
 истема
координат зажимов
истема
координат зажимов
 .
.
Рисунок 1 Системы координат пресса
Система координат пресса жестко связана
со станиной. Плоскость
![]() горизонтальна и проходит через точки
горизонтальна и проходит через точки
![]() и
и
![]() (
(
![]() - направление обтяжки ). Ось
- направление обтяжки ). Ось
![]() направлена вертикально вверх. У пресса
имеются 4 управляющие координаты и 4
установочных параметров, которые не
изменяются во время формообразования
и выставляются перед началом процесса.
Управляющими координатами пресса
являются величины
направлена вертикально вверх. У пресса
имеются 4 управляющие координаты и 4
установочных параметров, которые не
изменяются во время формообразования
и выставляются перед началом процесса.
Управляющими координатами пресса
являются величины
![]() и
и
![]() - углы поворота кареток, и величины
- углы поворота кареток, и величины
![]() и
и
![]() ,
определяющие положение стола (
-
перемещение стола вдоль оси
,
- наклон стола в плоскости
,
определяющие положение стола (
-
перемещение стола вдоль оси
,
- наклон стола в плоскости
![]() ).
Установочные параметры - величины
).
Установочные параметры - величины
![]() и
и
![]() ,
определяющие положение кареток вдоль
оси
,
определяющие положение кареток вдоль
оси
![]() ,
а также углы
,
а также углы
![]() и
и
![]() поворота кареток в плоскости
вокруг осей, параллельных оси
и лежащих в плоскости
поворота кареток в плоскости
вокруг осей, параллельных оси
и лежащих в плоскости
![]() .
Точки пересечения оси поворота кареток
на угол
.
Точки пересечения оси поворота кареток
на угол
![]() и плоскости
-
и плоскости
-
![]() и
и
![]() определяют положение каретки. Поворот
зажимов на угол
определяют положение каретки. Поворот
зажимов на угол
![]() осуществляется в плоскости, полученной
из плоскости
поворотом на соответствующий угол
вокруг оси, проходящей через соответствующую
точку
осуществляется в плоскости, полученной
из плоскости
поворотом на соответствующий угол
вокруг оси, проходящей через соответствующую
точку
![]() .
.
Система координат стола пресса связывается
с плоскостью стола пресса (плоскость
XOY). При
![]() она получается из с.к. пресса переносом
по оси
.
Поворот с.к. стола относительно с.к.
пресса на угол
осуществляется
вокруг оси, параллельной оси
она получается из с.к. пресса переносом
по оси
.
Поворот с.к. стола относительно с.к.
пресса на угол
осуществляется
вокруг оси, параллельной оси
![]() ,
проходящей через т. B с координатами
,
проходящей через т. B с координатами
![]() в с.к. пресса. Система координат стола
пресса получается из системы координат
пресса переносом в центр стола и
поворотом вокруг оси
в с.к. пресса. Система координат стола
пресса получается из системы координат
пресса переносом в центр стола и
поворотом вокруг оси
![]() .
.
Система координат зажимов вводится для
каждой каретки. Ось y совпадает с местом
зажатия заготовки в губки. Начало системы
координат совпадает с серединой зажима
(при
![]() лежит в плоскости
).
Система координат зажимов получается
из системы координат пресса в результате
последовательных поворотов на углы
лежит в плоскости
).
Система координат зажимов получается
из системы координат пресса в результате
последовательных поворотов на углы
![]() и
и
![]() ,
и переноса в центр зажима.
,
и переноса в центр зажима.
Управляющие координаты (УК) и управляющие
параметры (УП) могут быть представлены
в двух видах 2d и 3d. Граничные значения
УК и УП задаются в
![]() виде.
виде.
![]() (1)
(1)
![]() (2)
(2)
Т.е.
![]() собственно ход стола, а
собственно ход стола, а
![]() - координата
- координата
![]() оси поворота стола на угол
оси поворота стола на угол
![]() в с.к. пресса.
в с.к. пресса.
![]() (3)
(3)
Угол
![]() соответствует
приближению балансира к столу для обеих
сторон.
соответствует
приближению балансира к столу для обеих
сторон.
![]() (4)
(4)
Где
![]() - собственно величина смещения каретки,
а
- собственно величина смещения каретки,
а
![]() - расстояние от плоскости
- расстояние от плоскости
![]() с.к. пресса до оси поворота каретки при
нулевом смещении.
с.к. пресса до оси поворота каретки при
нулевом смещении.
В этих формула i=1,2 , т.е. левая или правая сторона пресса.
Увеличение 2d угла
![]() приводит к удалению ближних (к пульту)
концов зажимов от оси симметрии пресса
(пуансона).
приводит к удалению ближних (к пульту)
концов зажимов от оси симметрии пресса
(пуансона).
![]() (5)
(5)
Итак, используя описанную кинематику движения пресса, возможно, осуществить практическую реализацию составления гибкой математической модели выбора наилучшего положения пресса, а также расчет “нулей” пресса.
Воронежский государственный технический университет
УДК 004.8
О.В. Собенина Е.Д. Федорков
маркетинг образовательных услуг в системе ОТКРЫТОГО ОБРАЗОВАНИЯ
Маркетинг в СОО − это процесс планирования и осуществления разработки, установления цены, распределения и продвижения услуг открытого образования для удовлетворения потребностей в приобретении новых знаний и навыков посредством ИОС ОО.
Составляющие маркетинга в СОО приведены на рис. 1.
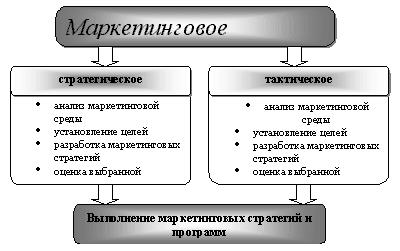
Рис. 1. Составляющие маркетинга в СОО
Для того чтобы раскрыть особенности маркетинга в СОО, необходимо рассмотреть субъекты и объекты маркетинга, его функции. Состав участников рыночных отношений (субъектов маркетинга) в образовании приведен в таблице 1.
Таблица 1. Субъекты маркетинга в образовании
Субъекты маркетинга |
Состав субъектов |
1. Производители образовательных услуг |
Образовательные учреждения (ОУ) |
2. Потребители обра-зовательных услуг |
Отдельные личности, предприятия, организации |
3. Контактные ауди-тории |
Органы лицензирования и аккредитации ОУ; обра-зовательные фонды; ассоциации ОУ и предприятий; службы занятости; СМИ, освещающие работу ОУ и др. |
Традиционными объектами маркетинга являются товары, услуги, идеи, организации, территории, конкретные люди. Объекты маркетинга в СОО изображены на рис. 2.
Серым цветом выделены объекты маркетинга в СОО, белым – сферы его внимания.
В системе ОО теряет актуальность маркетинг территорий, так как развитие средств связи решает проблему выбора ОУ в зависимости от его географического расположения. Вместе с тем возрастает актуальность маркетинга идей и технологий. Это связано с инновационным характером СОО, быстрой изменчивостью IТ-технологий, ростом конкуренции на рынке образовательных услуг ОО.
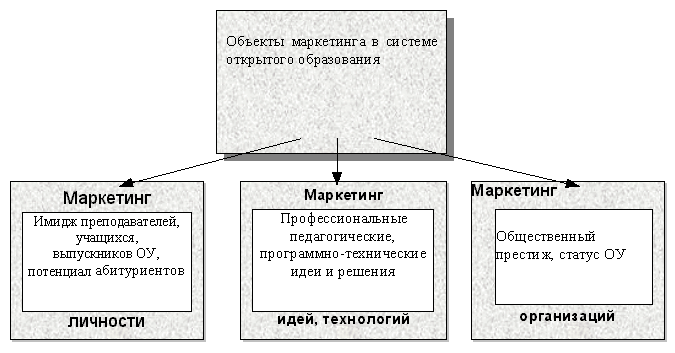
Рис. 2. Объекты маркетинга в системе открытого образования
Основными функциями маркетинга в СОО являются:
изучение потребностей, ожиданий и спроса покупателей, определение основных сегментов рынка образовательных услуг;
разработка мероприятий, направленных на более полное удовлетворение потребностей в услугах СОО;
продумывание внешнего оформления образовательной услуги (формат подачи, используемые инструментальные средства и др.) и системы ее распределения;
расчет цены услуг, обеспечивающую необходимую величину прибыли;
обеспечение эффективной системы коммуникаций с потенциальными и реальными покупателями образовательных услуг;
управление процессом удовлетворения спроса на услуги ОО и корректировка плана маркетинга в зависимости от полученных результатов.
Воронежский государственный технический университет
УДК 621.7.011
Ю.А. Цеханов, е.А. Балаганская, с.Е. Шейкин математическая модель формирования поверхностного слоя при деформирующем протягивании
Разработана расчетная модель для управления упрочнением поверхностного слоя при проектировании операции деформирующего протягивания. Установлены закономерности зоны локальной пластической деформации. Предложена методика расчета накопленной деформации и глубины деформированного поверхностного слоя.
Состояние поверхностного слоя после операции поверхностного пластического деформирования (ППД) характеризуется несколькими параметрами [1], среди которых: геометрические параметры неровностей, механическое состояние металла и другие.
Исследованиям шероховатости обработанной поверхности, остаточных напряжений и других параметров при различных видах ППД посвящено значительное число работ. Имеются также работы по экспериментальному исследованию деформационного упрочнения поверхностного слоя при деформирующем протягивании [1, 2 и др.]. Все эти исследования носят, в основном, экспериментальный характер и не вскрывают закономерностей технологической механики формирования поверхностного слоя. Однако для проектирования технологических операций с целью обеспечения необходимого упрочнения и управления им технологическими методами необходимо иметь соответствующую расчетную модель.
В соответствие с [3] стенка заготовки перед инструментом плавно изгибается, образуя участок внеконтактной деформации, плавно сопрягающийся с образующей инструмента (рис.1). При этом считается, что лишь при обработке отверстий в деталях со значительной толщиной стенки и малыми натягами создается «осевое местное течение».
Р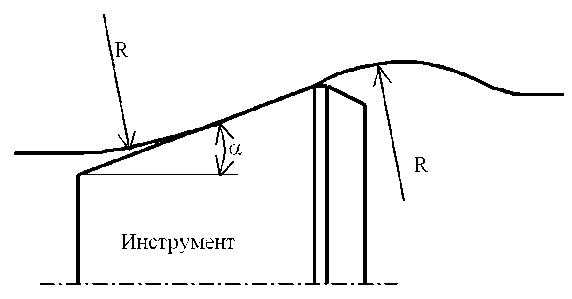 ис.1.
Схема взаимодействия инструмента с
обрабатываемым изделием по [3]
ис.1.
Схема взаимодействия инструмента с
обрабатываемым изделием по [3]
С целью изучения явлений локальной пластической деформации в зоне контакта инструмента с обрабатываемым изделием нами были проведены эксперименты по изучению профиля поверхности обрабатываемого отверстия в контактной зоне.
В [3] установлено, что материал обрабатываемой детали не влияет на фактическую протяженность контакта инструмента с обрабатываемым изделием. Вследствие этого исследования проводили с деталями из одной марки стали и одинаковой твердости.
Для экспериментов использовались втулки из армко-железа (НВ 101) с отверстием 35,3+0,05 мм, толщиной стенки t = 2; 2,5; 5; 7; 12; 15; 17 мм и длиной 100 мм. Для устранения погрешностей токарной обработки втулки предварительно обрабатывали деформирующей прошивкой 35,5 мм. Затем производилось прошивание с натягом а = 0,5 мм. Рабочий угол всех прошивок = 4. За пределами зон краевых эффектов прошивку останавливали и выпрессовывали в обратном направлении. Далее детали со стенкой 2; 12; 15 и 17 мм прошивали еще с натягом 0,3 мм. Вторую прошивку останавливали на расстоянии 20 мм от места остановки первой. Профилографирование локальной зоны деформирования производили на приборе «Калибр» мод. 201 с использованием приспособления для измерения волнистости. Профилограммы получались при увеличении х1000. Запись производилась по участкам с дальнейшей обработкой изображения на персональном компьютере.
П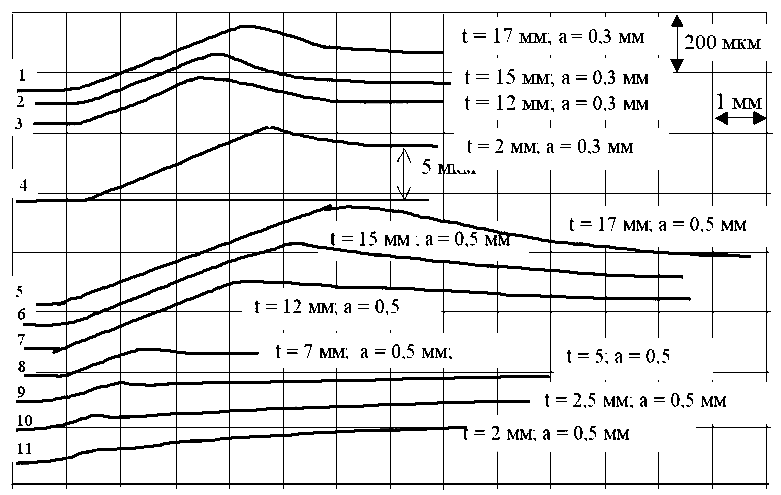 рофилограммы
зон контакта инструмента с обрабатываемым
изделием приведены на рис.2. Вследствие
того, что при обработке детали со стенкой
толщиной 2 мм натягом а = 0,3 мм эта
зона мала, ее профилограмма приведена
на рис.2 при большем увеличении (кривая
4). Как видно, характерная область
локальных пластических деформаций в
виде наплыва металла перед инструментом
образуется во всех случаях. Наплыв
образуется как в известном случае
обработки толстостенной заготовки
(рис. 2, кривые 1 –3, 5 –8), так и при обработке
тонкостенных, а также заготовок
оболочечного типа (рис. 2, кривые 4, 9 –
11). Последнее обнаружено впервые и
является принципиально важным для более
полного понимания механики ППД при
деформирующем протягивании.
рофилограммы
зон контакта инструмента с обрабатываемым
изделием приведены на рис.2. Вследствие
того, что при обработке детали со стенкой
толщиной 2 мм натягом а = 0,3 мм эта
зона мала, ее профилограмма приведена
на рис.2 при большем увеличении (кривая
4). Как видно, характерная область
локальных пластических деформаций в
виде наплыва металла перед инструментом
образуется во всех случаях. Наплыв
образуется как в известном случае
обработки толстостенной заготовки
(рис. 2, кривые 1 –3, 5 –8), так и при обработке
тонкостенных, а также заготовок
оболочечного типа (рис. 2, кривые 4, 9 –
11). Последнее обнаружено впервые и
является принципиально важным для более
полного понимания механики ППД при
деформирующем протягивании.
Рис.2. Профилограммы зоны контакта
Как видно, при обработке деталей различной толстостенности имеют место две схемы локальной пластической деформации. При обработке деталей со стенкой 17, 15, 12 мм натягами 0,5 и 0,3 мм и со стенкой толщиной 7 мм при обработке натягом 0,5 мм схема соответствует модели локальной области пластической деформации бесконечного полупространства [4]. Поле линий скольжения такой области показано на рис.3.

Рис.3. Поле линий скольжения локальной области пластических
деформаций бесконечного пластического полупространства
Угол , образуемый линией скольжения DС с поверхностью контакта, определяется величиной сил контактного трения:
![]() ,
(1)
,
(1)
где, - коэффициент пластического трения по Прандтлю.
В работах [2, 4] теоретически установлена связь между и коэффициентом трения по Кулону:
![]() .
(2)
.
(2)
Значения f для условий пластического трения приведены в работе [3]. Как правило, в реальном процессе деформирующего протягивания его величина находится в диапазоне 0,05 - 0,14. Подставляя эти значения в (2) для = 4, находим диапазон изменения коэффициента трения по Прандтлю = 0,12 – 0,27, а из формулы (1) соответствующий ему диапазон = 38 – 28.
На рис. 4 представлен алгоритм для определения величины для тонкостенных деталей.
П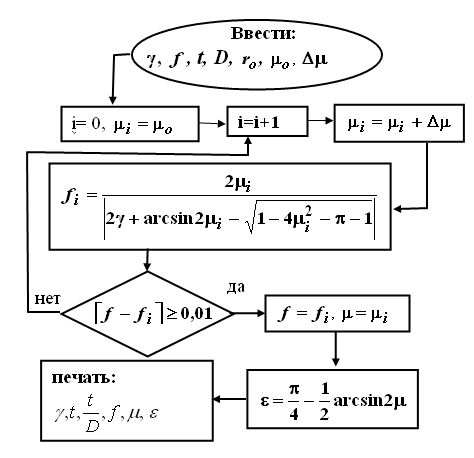 ри
обработке деталей меньшей толщины
стенки форма поверхности наплыва, меняя
размеры и сохраняя геометрическое
подобие, находится в конце участка
внеконтактной деформации (рис. 2). При
этом контуры свободной поверхности
локальной пластической области во всех
случаях оказались практически
эквидистантны.
ри
обработке деталей меньшей толщины
стенки форма поверхности наплыва, меняя
размеры и сохраняя геометрическое
подобие, находится в конце участка
внеконтактной деформации (рис. 2). При
этом контуры свободной поверхности
локальной пластической области во всех
случаях оказались практически
эквидистантны.
Рис. 4. Алгоритм определения величины для тонкостенных деталей
Это свидетельствует о том, что закономерности локальной пластической деформации, имеющие место при обработке толстостенных деталей (рис. 3), справедливы и при обработке тонкостенных изделий.
Отличием
является тот факт, что на рис.3 свободная
поверхность АН
с поверхностью инструмента DО
составляет угол γ
(рабочий угол инструмента), а при обработке
тонкостенных изделий, вследствие
внеконтактной деформации детали перед
инструментом, этот угол уменьшается на
величину β γ΄
= γ – β
( рис.5).
рис.5).
Рис.5. Локальная пластическая область при протягивании тонкостенной заготовки
В
[5] приведено уравнение, описывающее
форму участка внеконтактной деформации,
возникающей перед инструментом:
![]() ,
где,
,
где,
![]() – расстояние
от начала внеконтактной деформации
перед инструментом до начала контакта
обрабатываемой детали с поверхностью
инструмента, измеренное вдоль оси
обрабатываемой детали (
– расстояние
от начала внеконтактной деформации
перед инструментом до начала контакта
обрабатываемой детали с поверхностью
инструмента, измеренное вдоль оси
обрабатываемой детали (![]() );
);
![]() – исходный радиус отверстия детали;
z
– текущая координата, совпадающая с
осью заготовки. Взяв производную от
данного выражения, получим уравнение
для расчета угла наклона образующей
участка внеконтактной деформации перед
инструментом:
– исходный радиус отверстия детали;
z
– текущая координата, совпадающая с
осью заготовки. Взяв производную от
данного выражения, получим уравнение
для расчета угла наклона образующей
участка внеконтактной деформации перед
инструментом:
![]() .
(3)
.
(3)
Для определения скорректированного угла γ разработан алгоритм (рис.6.).
Рис.6. Алгоритм определения скорректированного угла γ для
т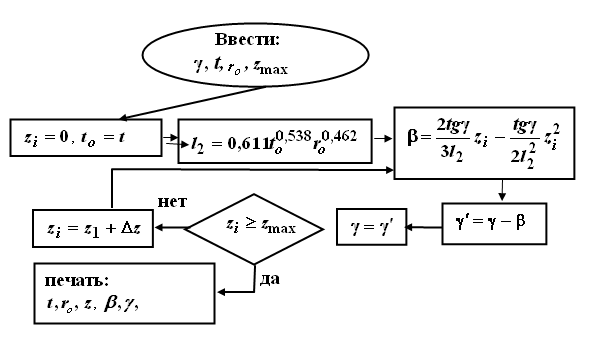 онкостенных
заготовок
онкостенных
заготовок
Анализ геометрии указанной зоны, проведенный на основе выражения (3) и полученных профилограмм, показал, что для описываемых случаев β практически одинаков и не превышает 1º.
Таким
образом, различия между расчетными
схемами локальной области деформирования
при обработке деталей с различной
толщиной стенок незначительны.
Это означает,
что при деформирующем протягивании
деталей с любой толщиной стенки для
описания механики локальных пластических
деформаций и формирования упрочненного
поверхностного слоя можно пользоваться
расчетной схемой (рис.3), применяя, при
необходимости, коррекцию угла γ.
Режимы
деформирующего протягивания, при которых
(фп–hн)/
фп=1
, являются
критическими для перехода одной схемы
деформирования в другую. В [3] указывается,
что причиной увеличения протяженности
контакта с увеличением толщины стенки
является тот факт, что контактные
давления q
в зоне взаимодействия инструмента с
заготовкой при некоторой толщине стенки
достигают критической величины, равной
истинному напряжению в шейке разорванного
образца (![]() ).
При дальнейшем увеличении контактных
давлений перед инструментом возникает
пластическое течение металла в виде
наплыва, что приводит к интенсивному
росту протяженности контакта. Таким
образом, учитывать искривление стенок
детали перед инструментом, т.е. угол ,
необходимо при контактных давлениях
меньших
.
).
При дальнейшем увеличении контактных
давлений перед инструментом возникает
пластическое течение металла в виде
наплыва, что приводит к интенсивному
росту протяженности контакта. Таким
образом, учитывать искривление стенок
детали перед инструментом, т.е. угол ,
необходимо при контактных давлениях
меньших
.
Результаты расчета глубины упрочненного
слоя для случая обработки натягом 0,5
мм, выполненные по разработанной методике
и по методике [2] приведены в таблице,
где,
![]() -
глубина упрочненного слоя, рассчитанная
по [2],
-
глубина упрочненного слоя, рассчитанная
по [2],
![]() - по разработанной методике.
- по разработанной методике.
Таблица Результаты
расчета глубины деформированного
слоя
t, мм
2
2,5
5
7
12
15
17
h1
0,26
0,31
0,68
0,84
1,84
2,07
2,7
h2
0,23
0,28
0,66
0,78
1,8
2
2,6
Как видно, результаты хорошо совпадают, что подтверждает правильность сделанных предположений.
Разработанная методика позволяет рассчитать распределение накопленной деформации по глубине поверхностного слоя обрабатываемой детали при всех режимах деформирующего протягивания. Впервые установлено, что пластическая деформация в виде наплыва впереди инструмента существует при всех режимах деформирующего протягивания. При значениях контактного давления меньших Sk наплыв возникает в начале участка внеконтактной деформации. При этом локальная пластическая зона сохраняет геометрическое подобие, охватывает всю зону под поверхностью контакта и соответствует схеме пластического деформирования бесконечного полупространства. При обработке тонкостенных деталей (q Sk) форма локальной пластической области, определяемая полями линий скольжения, отличается от формы, возникающей при обработке толстостенных деталей (q Sk) уменьшением угла , что необходимо учитывать при расчете глубины деформационного упрочнения поверхностного слоя тонкостенных деталей.
Cписок литературы
1. Смелянский В.М. Механика упрочнения деталей поверхностным пластическим деформированием. - М.: Машиностроение, 2002.-300 с.
2. Технологическая механика деформирующего протягивания/О.А. Розенберг, Ю.А. Цеханов, С.Е. Шейкин . Воронеж. гос. технол. акад. - Воронеж, 2001. – 203с..
3. Механика пластического деформирования в процессах резания и деформирующего протягивания/Розенберг А.М., Розенберг О.А.- Киев: Наук. думка, 1990.-320 с.
4. Цеханов Ю.А. Механика деформирующего протягивания как научная основа оценки качества деталей и работоспособности инструмента с износостойкими покрытиями: Дис… д-ра техн. наук.- Воронеж, 1993г.-385с. 10.
5. К вопросу использования алмазов для изучения контактного взаимодействия инструмента с деталью при деформирующем протягивании/А.М. Розенберг, О.А. Розенберг, Ю.А. Цеханов, Я.Б. Немировский, В.В. Кривошея//Сверхтвердые материалы.-1984.- Вып.3.-С.39 - 43.
Воронежский государственный архитектурно-строительный университет
Штуттгартский университет
УДК 004.8
Е.Н. Кордюкова
НОВЫЕ ИНФОРМАЦИОННЫЕ ТЕХНОЛОГИИ В ОБРАЗОВАНИИ
Человечество вступает в постиндустриальное, информационное общество, главным признаком которого является изменение социальной и жизненной роли знаний и познавательно творческих возможностей человека. В постиндустриальный период знания становятся наиболее значимым фактором. Л.Д. Рейман указывает, что в информационном обществе «...большинство работающих занято производством, хранением, переработкой и реализацией информации, особенно высшей ее формы - знаний». Стратегические цели будущего - повышение интеллектуального потенциала человека - специалиста любого профиля. Это главное богатство страны в нынешнем информационно-технологическом обществе. В свете этого резко обострилась актуальность и необходимость решения проблемы качества подготовки специалиста на всех этапах на кардинально новой научно-педагогической основе. Речь идет о подготовке широко образованных, творчески и критически мыслящих работников, способных к разностороннему, целостному видению и анализу сложных проблем жизни общества и природы, а значит способных и к поиску новых творческих решений насущных проблем, что требует пересмотра существующих подходов к организации обучения студентов.
Процесс информатизации общества затронул все сферы жизни.
Возросшие требования к качеству профессиональных знаний будущих специалистов всех профилей являются неизбежным следствием научно-технического прогресса, в условиях которого не может оставаться неизменным образовательный процесс. Стремительный поток информации, ее быстрое обновление, сжатые сроки, отводимые на подготовку специалистов, побуждают к поиску новых, прогрессивных форм и методов преподавания учебных дисциплин, раскрытию их внутренних резервов и механизмов, "уплотнению" времени передачи, получения и усвоения знаний. Нельзя не отметить, что уровень психофизиологических возможностей учащихся часто не соответствует сложности и плотности учебного материала. Изменения структуры и содержания учебных программ, введение новых дисциплин и курсов ведет не только к перегрузке их информацией, но и к физическим перегрузкам, психологической напряженности обучаемых. Без принципиальной переориентации на методологический, теоретико-познавательный подход к деятельности и преподавателя, и студента невозможно преодолеть эти негативные явления.
Все усиливающийся разрыв между возможностями индивида и величайшими достижениями человеческого общества, отсутствие надежного связующего звена, технологии приобщения каждого индивида к ним диктуют необходимость нахождения эффективных способов обработки и передачи все более увеличивающегося в объеме опыта предыдущих поколений. В этой связи задача педагогической науки нам видится в поиске оптимальных путей адекватной деятельности и организации управления ею. Развитие образовательного процесса должно идти по пути его интенсификации, что, по определению академика Ю.К. Бабанского, означает «повышение производительности учебного труда преподавателя и студента в каждую единицу времени».
Интенсивным будем считать «такое обучение, которое строится на основе прогрессивных дидактических идей, технологий и техники, осуществляется в оптимально напряженной и синхронной деятельности преподавателя и студентов в направлении более полной реализации поставленных целей обучения».
Интенсификация и эффективность — категории взаимосвязанные, но не тождественные. Интенсификация отражает тип и уровень обучения преимущественно в качественном плане, являясь одновременно предпосылкой и средством повышения его эффективности. Эффективность характеризует результат обучения, в оценке которого ведущее место занимают количественные показатели. В свою очередь, эффективность обучения является одним из критериев интенсификации этого процесса.
Сравнительно-педагогические исследования практики обучения показывают, что, несмотря на различия содержания учебных программ, общие представления о традиционном учебном процессе в разных странах мира имеют сходные черты. Современный учебный процесс несет на себе следы конвейерной организации труда раннего этапа индустриального производства, т. е. в практике учебных заведений преобладает «поддерживающий» тип обучения, что, по мнению ряда социологов и педагогов, во многом объясняет неподготовленность общества к столкновению с новыми ситуациями в социальной жизни, неготовность своевременно отозваться на возникающие проблемы - политические, экологические, экономические и т. д. Поэтому инновационность как характеристика обучения относится не только к дидактическому его построению, но и к его социально значимым результатам.
Рассматривая уровень конкретизации целей обучения, на котором обучающий работает непосредственно с содержанием курса, учебного предмета и его разделов, уточняет учебные цели, проектирует и организует процесс первичного усвоения знаний, важно отметить таксономии педагогических целей - четкие системы целей, внутри которых выделены их категории и последовательные уровни (иерархия), пользуясь которыми обучающий не только выделяет и конкретизирует цели, но и упорядочивает их, определяя первоочередные задачи, порядок и перспективы дальнейшей работы.
И.Я. Лернер выделил 1-й уровень самый значимый и самый сложный - первичное усвоение знаний. Изучение нового материала - первичное усвоение знаний - является начальным циклом учебного процесса. Содержанием его является овладение общей схемой учебного материала и методами его применения. Он занимает большую часть учебного времени. На данном этапе происходит осознание и понимание учащимися основной идеи и практической значимости изучаемого материала путем анализа основных свойств и восприятие общей схемы данной темы; освоение путей воспроизведения изучаемых знаний и метода их использования на практике. На начальном этапе учебного процесса дидактическое взаимодействие преподавания и учения направляется на расчленение, анализ основных свойств и признаков учебного материала. Он состоит из трех основных этапов:
1) подготовка учащихся к закреплению и восприятию, изучению нового материала;
2) предъявление и восприятие нового фрагмента содержания учебного материала с помощью изложения учителя (информативного или проблемного) или в процессе решения проблемных задач;
3) контроль и самоконтроль успешности восприятия и понимания, а также первичное закрепление изученного.
Основным параметром результативности обучения на начальном этапе будем считать психологическую и практическую готовность учащегося к поиску решений учебных и профессиональных задач.
Исходя из исследований специфики человеческого усвоения опыта, структуру любого дидактического процесса можно представить в виде трех взаимосвязанных и взаимопроникающих компонентов: мотивационного; собственно познавательной деятельности учащегося; управления этой деятельностью со стороны педагога и технических средств обучения.
Воронежский государственный технический университет
Федорков Е.Д., Кольцов А.С., Асташева Е.И.
ОРГАНИЗАЦИЯ РАЗМЕЩЕНИЯ ИНФОРМАЦИИ О ЗАЩИТАХ ДОКТОРСКИХ И КАНДИДАТСКИХ ДИССЕРТАЦИЙ В СЕТИ ИНТЕРНЕТ
Проблема размещения, актуализации и хранения информации о защитах на сайтах Высшей аттестационной комиссии (ВАК) и организаций, имеющих диссертационные советы, получила особенную актуальность в связи с приказом N 01-327/06-01 от 16.06.2006 «О размещении объявлений и авторефератов на официальном сайте ВАК Минобрнауки России»
Одно из ключевых требований, предъявляемых к процедуре защиты диссертации — публичность, т.е. открытость для всех желающих текста диссертации и ее автореферата, а также возможность участия в обсуждениях на всех стадиях прохождения диссертационной работы.
Более устойчивой и рациональной схемой представляется самостоятельная, без участия персонала ВАК публикация диссертационных материалов непосредственно диссертационными советами. Для этого на официальном сайте должны быть предусмотрены электронные формы, заполняя которые сотрудник диссертационного совета и осуществляет размещение объявления и автореферата. Разумеется, доступ к экранным формам открывается только по предъявлению пароля, высланного в свое время ВАК диссертационному совету.
Важным следствием предложенной схемы размещения объявлений и авторефератов на официальном сайте станет более раннее оповещение общественности о защите. Ведь сейчас, согласно постановлению правительства, диссертационный совет обязан выслать в ВАК объявление и автореферат не позднее чем за три месяца до защиты, а разместить их на официальном сайте постановление требует не позднее чем за месяц до защиты. При использовании экранных форм отправка диссертационных материалов в ВАК и их размещение на сайте будут происходить одномоментно. Тем самым информация появится на сайте существенно раньше: не за один, а за три месяца до защиты.
Размещение всех диссертационных материалов на сайте ВАК заметно упростит работу аппарата диссертационного совета, который в таком случае будет взаимодействовать не с двумя, а с одним сайтом. Предписанное постановлением правительства размещение сайта диссертационного совета на сайте организации, при которой создан совет, может быть реализовано просто как гиперссылка с сайта организации на страницу диссертационного совета, генерируемую на официальном сайте ВАК. Впрочем, никто не мешает диссертационному совету и в этом случае завести свою полноценную страницу на сайте организации и дублировать или реплицировать на ней публикуемые на сайте ВАК объявления о защите и авторефераты.
Кроме того, сайт ВАК посещает несравнимо большее число специалистов. Поэтому, публикуя авторефераты кандидатских диссертаций на этом сайте, мы тем самым радикально расширяем круг участников возможного предварительного обсуждения работы. В частности, важным результатом такой публикации мог бы стать поток заинтересованных инициативных отзывов на автореферат.
Ключевым технологическим моментом функционирования официального сайта ВАК является реализация подписки. Каждый посетитель сайта должен иметь возможность подписаться на объявления о защитах по интересующей его специальности и/или в интересующем его диссертационном совете. Подписка означает, что при появлении на официальном сайте объявления о защите по указанной специальности или в указанном совете подписавшемуся направляется электронное письмо с краткой информацией о защите и со ссылкой на размещенное на сайте объявление. Тем самым специалисты избавляются от необходимости систематически просматривать содержимое официального сайта, всякий раз выискивая там созвучные их интересам материалы.
Разработанная система автоматизации публикаций объявлений о защитах диссертаций предназначена для передачи данных о защите (кандидатская или докторская) в базу данных ВАК. Система автоматизации публикаций объявлений о защитах диссертаций является распределенной системой и состоит из трех основных частей:
АРМ ученого секретаря – это ПО, которое стоит непосредственно у ученого секретаря и в которое вводятся исходные данные;
Сервер публикаций – ПО, которое принимает данные от клиентской части и осуществляет публикацию о деле на сервере ДС или ВАК.
АРМ Администрирования – ПО, находящееся на стороне ВАК и отвечающее за создание файла arm.stg, необходимого для работы клиентской части.
Для предотвращения несанкционированного доступа для модификации информации клиентская часть при сохранении дела производит шифровку данных в файле. Это делается при помощи алгоритма XOR (по ключевому слову). Данный алгоритм не является криптостойким, но предотвращает возможность прямого редактирования данных в файле.
В рамках проведенной работы проанализирована проблема размещения, актуализации и хранения информации о защитах на сайтах Высшей аттестационной комиссии (ВАК) и организаций, имеющих диссертационные советы. Осуществлен анализ способов представления организациями информации о защите диссертаций. Освещены вопросы организации размещения информации на сайтах организаций, имеющих диссертационные советы.
Осуществлена разработка схемы методики размещения, актуализации и хранения информации о защитах на сайтах ВАК и организаций, имеющих диссертационные советы.
Проведена разработка структуры комплекта нормативных документов по размещению, актуализации и хранению информации о защитах на сайтах Высшей аттестационной комиссии (ВАК) и организаций, имеющих диссертационные советы.
Воронежский государственный технический университет
Федорков Е.Д., Кольцов А.С., Левченко А.С., Проскурин В.В.
ПОДСИСТЕМА АВТОМАТИЗИРОВАННОГО ПРОЕКТИРОВАНИЯ ЛЕЗВИЙНОГО МЕТАЛЛОРЕЖУЩЕГО ИНСТРУМЕНТА
Проектирование однолезвийного металлорежущего инструмента – одна из рядовых повседневных задач, стоящих в ряду с проектированием других типов режущих инструментов. Актуальность этой задачи объясняется повышением темпов и эффективности развития экономики на базе ускорения научно-технического прогресса, технического перевооружения и реконструкции производства.
Использование ЭВМ предоставляет большие возможности для проектирования. Это относится и к начальным стадиям создания научно-технической базы (проведение научно-исследовательских работ), а так же к непосредственному решению проектных задач: поиск нужной информации и решений на основе таблиц соответствия (таблиц принятия решений); решение математически формализованных задач (в том числе оптимизационных); автоматизация управления процессом проектирования, оформление документации.
Цель разработанной подсистемы заключается в автоматизации процесса конструкторского проектирования лезвийного металлорежущего инструмента. При этом решались следующие задачи:
Обеспечить пользователя полной и не избыточной информацией в течение процесса проектирования;
Проектирование с максимальным учетом требований конструктора, к инструменту;
Возложить на пользователя решение творческих задач, на каждом этапе проектирования;
Обеспечить оптимальность и максимальную точность полученных данных;
Обеспечить хранение результатов проектирования;
Автоматизированное получение чертежа с указанием всех геометрических и технических характеристик;
Обеспечить адоптацию подсистемы в условия конкретного предприятия.
В основу работы системы положен поэлементный принцип проектирования, заключающийся в рассмотрении режущего инструмента состоящим из определенного числа элементов, имеющих свое функциональное назначение. Каждый элемент может иметь несколько исполнений. Множество исполнений инструмента определяются сочетанием различных исполнений его элементов. Структурная модель подсистемы разработана на основе блочно-иерархического принципа и определяется функциональным назначением лезвийного режущего инструмента, его частей и элементов. Последовательность этапов структурной модели определяется информационной соподчиненностью, заключающейся в наличие исходной информации, достаточной для выполнения этапа процесса проектирования. Переход к последующему этапу осуществляется на основе дополнительной информации предшествующего этапа.
Первый этап проектирования характеризуется выбором типа режущего инструмента. Второй этап – определение конструкции и ее параметров является основным содержанием процесса проектирования, он включает в себя 7 связанных между собой блоков.
Содержание каждого блока, составлено исходя из методики проектирования резьбонарезного режущего инструмента. Особый акцент ставится на использование в созданной подсистеме таблиц принятия решений, на основе которых осуществляется выбор оптимального режущего материала, существенно влияющего на конструкцию инструмента. Оптимальный режущий материал выбирается с учетом определенного количества условий, налагаемых на проектируемый инструмент. Сюда входят: технология изготовления, условия работы, режимы резания, обрабатываемый материал, требуемая надежность, технология перетачивания, тип производства и другие. ТПР формируются исходя из данных, полученных опытным путем, на каждом предприятии эти данные могут отличаться, для разных типов инструментов они так же отличаются, поэтому необходимо иметь возможность модификации этих таблиц. В созданном программном модуле таблицы рекомендаций были реализованы в качестве таблиц базы данных, что дало возможность к расширению и модификации.
Подсистема позволяет осуществлять проектирование на различных уровнях: а) возможно проектирование на самом низком уровне, т. е. поиск требуемого типоразмера из имеющегося типажа; б) при несоответствии инструмента поставленным требованиям возможен пересчет отдельных параметров или полная корректировка конструкции резца.
Функциональная математическая модель разработанной подсистемы представляет собой набор систем уравнений, описывающий изменение состояния подобъекта от начального до конечного уровня проектирования на этапе. Резьбовой резец разбивается на конечное число возможных элементов, затем, если есть возможность, каждый элемент описывается формализовано, затем устанавливаются связи этого объекта с другими. Если формализованное описание объект не представляется возможным, используется структурная математическая модель в форме таблицы. В САПРИ на этапе определения оптимального материала для режущей пластинки используется табличный метод описания модели элемента проектирования. То есть, на начальном уровне мы имеем элемент объекта проектирования – материал РИ. В подсистеме он описан в виде таблицы, элементы которой могут принимать определенные значения. В начале проектирования эти значения равны максимальному числу всех марок материала используемых в подсистеме, потом, по мере описания свойств объекта, элементы таблицы заполняются “+” или “-“ и в завершении проектирования на данном уровне мы получаем заполненную таблицу (таблица рекомендаций), на основе которой будет осуществлен оптимальный выбор для пластины РИ.
После того как были описаны все элементы, был применен метод системного синтеза, т. е. объединение формализованных описаний элементов объекта в единую систему посредством размерных связей и устойчивых отношений межу отдельными элементами.
Результат проектирования преобразуется в табличную форму описания. Преимущества заключаются в удобстве хранения, оперативности доступа и изменения.
Основу информационного обеспечения (ИО) подсистемы автоматизированного проектирования лезвийного металлорежущего инструмента составляет база данных, в которую входят следующие таблицы:
Общая таблица рекомендаций, содержащая в себе набор всех условий, влияющих на выбор режущего материала;
Таблица рекомендаций, содержащая в себе определенный набор условий для конкретного проектируемого инструмента;
Таблица основных размеров и допусков для нормализованных метрических резьб с крупным шагом;
Таблица основных размеров и допусков для нормализованных метрических резьб с мелким шагом;
Таблица размеров режущих пластин, используемых на предприятии;
Таблица спроектированных инструментов;
Разработанная структура данных позволяет удобно и быстро организовывать работу с большим объемом информации, сокращая тем самым общее время проектирования. Создана система оперативного поиска инструмента из базы данных, позволяющая быстро найти необходимый инструмент, из имеющегося в наличие.
Новизна подхода к проектированию однолезвийного металлорежущего инструмента заключается в использовании современных технических средств и программного обеспечения, что позволяет поднять эффективность и качество проектирования на высокий уровень. Практически исключается ручной труд по поиску нужной для проектирования информации и время, затрачиваемое на построение чертежа. Одними из основных достоинств подсистемы является ее универсальность, гибкость и открытость.