

18. Характеристика метода сверления. Геометрия сверла. Инструменты применяемые на сверлильных станках. Операции, выполняемые на сверлильных станках.
Скорость резания.За скорость резания (в м/мин) при сверлении принимают окружную скорость точки режущего лезвия, наиболее удаленной от оси сверла:
![]() где
D — наружный диаметр сверла, мм; п —
частота вращения сверла, об/мин.
где
D — наружный диаметр сверла, мм; п —
частота вращения сверла, об/мин.
Подача sв(мм/об) равна величине осевого перемещения сверла за один оборот.
За глубину резания t(в мм) при сверлении отверстий в сплошном материале принимают половину диаметра сверла:
![]()
а при рассверливании
![]()
где d — диаметр обрабатываемого отверстия, мм.
Сила резания. В процессе резания сверло испытывает сопротивление со стороны обрабатываемого материала. Равнодействующую сил сопротивления1 приложенную в некоторой точке А режущего лезвия, можно разложить на три составляющие силы Рх, Ру и Рz. Составляющая Рх направлена вдоль оси сверла. В этом же направлении действуют сила Рп на поперечное лезвие и сила трения Рл ленточки об обработанную поверхность. Суммарная всех указанных сил, действующих на сверло вдоль оси X, называется осевой силой, или силой подачи Ро. Радиальные силы Ру, равные по величине, но противоположно направленные, взаимно уравновешиваются.
В расчетах для определения осевой силы Р0 (в Н) и крутящего момента Мк (в Н • м) используют эмпирические формулы
Po=CpDxpsypKp;
Mk=CмDxmsymKm
где Ср и См — постоянные коэффициенты, характеризующие обрабатываемый материал и условия резания; хр, ур, хм, ум — показатели степеней; Кp и Км — поправочные коэффициенты на измененные условия резания.
Коэффициенты и показатели степеней приведены в справочных материалах.
Эффективная мощность(в кВт), затрачиваемая на резание при сверлении,

По мощности Nе определяют мощность электродвигателя станка:
![]() где
η — к. п. д. механизмов и передач станка.
где
η — к. п. д. механизмов и передач станка.
Геометрия сверла. Линия пересечения передней и задней поверхностей образует режущую кромку, а линия пересечения задних поверхностей -поперечную кромку(ее размер составляет в среднем 0,13 диаметра сверла).Режущие кромкисоединяются между собой на сердцевине (сердцевина - тело рабочей части между канавками) короткой поперечной кромкой. Для большей прочности сверла сердцевина постепенно утолщается от поперечной кромки к концу канавок (к хвостовику).
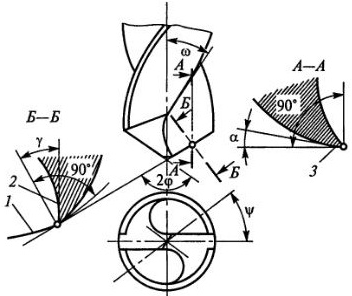
Передним углом γназывают угол между поверхностью резания (обработанной поверхностью) и касательной к передней поверхности.Задний угол α- это угол наклона задней поверхности, образуемой касательными к задней и обрабатываемой поверхностям.Угол заострения βобразуется пересечением передней и задней поверхностей. Значение угла заострения β зависит от выбранных значений переднего и заднего углов, поскольку
α + β + γ = 90 °.
Инструменты
применяемые на сверлильных станках.
Приспособления для установки заготовок
на столе сверлильного станка: а –
машинные тиски; б – угольники; в –
призмы; г – стол
Патроны: а – универсальный трехкулачковый; б – быстросменный.

Универсальные трехкулачковые патроны служат для крепления режущих инструментов с цилиндрическим хвостовиком.
Быстросменные патроны применяют в тех случаях, когда приходится часто менять инструменты в процессе работы.
Предохранительные патроны, которые могут передавать строго ограниченный крутящий момент, применяют на сверлильных станках при нарезании резьбы для предупреждения поломки метчиков в глухих отверстиях.
Переходные конические втулки применяют для закрепления режущего инструмента с коническим хвостовиком, когда конус хвостовика инструмента меньше конуса отверстия шпинделя станка.
Оправки применяют на сверлильных и расточных станках для установки и закрепления резцов, специального инструмента, а также в качестве удлинителей.
Операции, выполняемые на сверлильных станках.
Сверление– это ключевая функция станков, о которых идет речь. Оно нужно для создания отверстий в различных деталях. Нередко в качестве таковых выступают крепежные детали, такие как шпильки и болты.
Рассверливаниетакже является одним из функциональных направлений использования сверлильного инструмента. Данная операция подразумевает увеличение диаметра отверстия детали.
Зенкерование – это операция по увеличению размера и улучшению точности отверстий. Зенкерование применяется как завершающая обработка. На сегодняшний день зенкерование производится специальными инструментами – зенкерами.
Развертывание – одна из важных операций, которая часто имеет место при работе на сверлильном оборудовании. Она подразумевает окончательную завершающую обработку отверстия.
Нарезание резьбы
Зенкование – это обработка углублений, необходимых для маскировки головки крепежных элементов. Зенковка осуществляется с помощью направляющего центрирующего инструмента. Это нужно для совпадения двух осей.
Цекование. Под цекованием подразумевается обработка поверхностей бобышек, используемых в качестве опоры гаечных и винтовых головок.