

16. Передаточное отношение. Виды передач.
Передаточное отношение – это отношение мгновенных угловых или линейных скоростей ведущего и ведомого звеньев. u = ω1/ω2.
Зубчатая и червячная передачи. Зубчатая передача является связующим звеном двух или более валов, либо вала с рейкой. Зубчатая передача от ведущего вала к ведомому служит для того, чтобы крутящие моменты и угловые скорости этих валов находились в требуемом отношении по величине и направлению.

Передаточным отношением зубчатой пары называется отношение угловых скоростей сопряженных зубчатых колес. В зависимости от числа ступеней, участвующих в изменении угловой скорости между ведущим и ведомым валами, зубчатые колеса разделяются на одноступенчатые, двухступенчатые, трехступенчатые и т. д.
Ременные передачи.Ременная передача осуществляется при помощи двух шкивов, закрепленных на валах, и надетого на эти шкивы с натяжением бесконечного ремня, имеющего прямоугольное, трапециевидное и реже круглое сечение (плоские, клиновые и круглые ремни. Наибольшее распространение получили плоские ремни — кожаные, хлопчатобумажные, пропитанные резиной, или хлопчатобумажные тканые.
Для создания и поддержания натяжения ремня в плоскоременной передаче применяют натяжной ролик
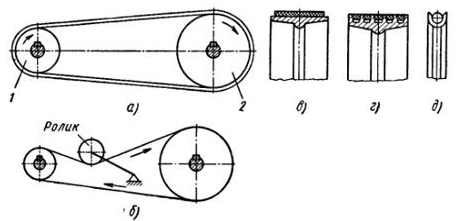
Цепная передача.Применяемые в станках цепи по характеру выполняемой работы делятся на три основные группы: приводные, грузовые и тяговые. Приводные цепи в большинстве случаев осуществляют передачу от источника движения или какого-либо передаточного механизма к приемному узлу станка. Цепи могут работать с большими скоростями (до 30 м/сек), как при малых, так и при больших межцентровых расстояниях. Приводные цепи имеют ту особенность, что одной цепью можно соединить и приводить в движение одновременно несколько валов.

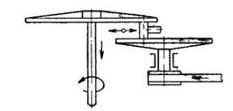
Фрикционная передача.Фрикционные передачи нашли применение в приводах главного движения и приводах подачи универсальных станков.
Планетарные эпициклические передачи.Планетарным зубчатым механизмом называется механизм, имеющий зубчатые колеса с движущимися геометрическими осями. Такие колеса называются планетарными или сателлитами. Система, которая несет оси сателлитов, называется водилом. Колеса с неподвижными осями, по которым обкатываются сателлиты, называются центральными. Неподвижные центральные колеса называются опорными. Эпициклические механизмы применяются для получения больших передаточных отношений и для цепей суммирования двух независимых движений в механизмах затыловочных, расточных, зуборезных, автоматических станков и в делительных головках фрезерных станков.
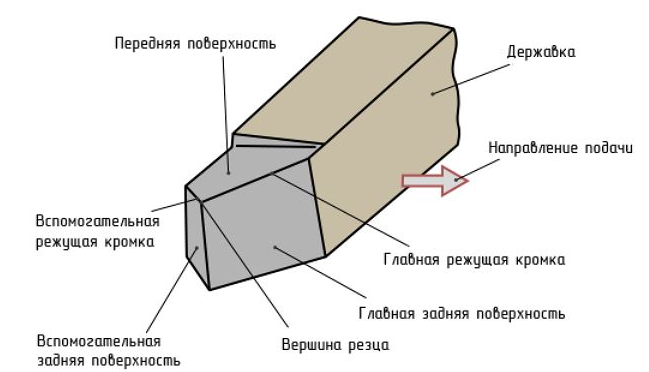
17. Точение. Геометрия токарного резца. Классификация токарных резцов. Операции, выполняемые на токарных станках.
Токарная обработка (точение) — это механическая обработка резанием наружных и внутренних поверхностей вращения, в том числе цилиндрических и конических, торцевание, отрезание, снятие фасок, обработка галтелей, прорезание канавок, нарезание внутренних и наружных резьб на токарных станках.
Классификация токарных резцов
Для токарной обработки применяют разнообразные резцы. В зависимости от направления движения подачи различают левые и правые резцы.

По форме и расположению головки относительно стержня резцы могут быть прямые, отогнутые и оттянутые.

По назначению различают проходные, упорные, подрезные (торцовые), прорезные, отрезные, фасонные, резьбовые и расточные резцы.

Инструментальные материалы делят на следующие три группы.
Первая группа — материалы дня инструментов, работающих на низких скоростях резания. К ним относятся высококачественные углеродистые инструментал ь-ные стали (У10А, У11А, У12А)
Вторая группа — материалы для инструментов, работающих на повышенных скоростях резания, — быстрорежущие стали Р9, Р12.
Третья группа — материалы для инструментов, работающих на высоких скоростях резания,-металлокерамические твердые сплавы, выпускаемые в виде пластинок различных размеров и форм.
Классификация резцов по способу крепления режущей части. а-цельный, б-сварной, в-с наплавленной пластинкой, г-с механическим креплением пластинки.

Основные операции на токарных станках.
Обтачивание гладких цилиндрических поверхностей. Гладкие цилиндрические поверхности деталей обтачивают проходными резцами в два приема. Сначала черновым резцом производят обдирку — грубое обтачивание, — быстро снимая основную массу лишнего металла.
Подрезание торцов и уступов.Для подрезания торцов и уступов на токарном станке пользуются обычно подрезными резцами.
Вытачивание канавокДля вытачивания канавок служат прорезные резцы. Их режущая кромка точно воспроизводит форму канавки. Так как ширина канавок обычно невелика, режущую кромку прорезного резца приходится делать узкой, поэтому она получается довольно ломкой. Для повышения прочности такого резца высоту его головки делают в несколько раз больше ширины.
Вытачивание конусов. В практике юного токаря вытачивание конусов будет встречаться реже, чем другие работы. Наиболее простой способ— точение небольших конусов (не более 20 мм) специальным широким резцом.
Обработка внутренних поверхностей.Обработка отверстий может производиться различными инструментами, в зависимости от требуемой формы поверхности и точности обработки.
Сверление и рассверливание. Неглубокие отверстия на токарном станке сверлят перовыми и спиральными (цилиндрическими) сверлами. Перовое сверло имеет плоскую лопатку с двумя режущими кромками, переходящую в стержень. Точность отверстия при обработке перовым сверлом невелика, поэтому его употребляют тогда, когда большой точности не требуется.
И другие.