Решение прямой задачи
Из-за существенной разницы в номинальных размерах составляющих звеньев решение прямой задачи будет осуществляться способом равных квалитетов.
В способе равных квалитетов при назначении допусков на составляющие звенья предполагается, что они изготавливаются с одинаковой точностью, т.е. с одинаковыми квалитетами.
Среднее геометрическое граничных размеров интервала, в который попадает исследуемый размер А𝑖.

По таблице «Примеры интервалов и соответствующих средних геометрических граничных значений интервалов.» в зависимости от того в какой интервал попадает размер, находим среднее геометрическое номинальных размеров составляющих звеньев:
Аср 1 = 281,2 мм; Аср 2 = 212,7 мм; Аср 3 = 212,7 мм; Аср 4 = 147,6 мм.
Значения единицы допуска для каждого составляющего звена:





Расчёт числа единиц допуска:
По методу максимума-минимума:
Это значение по таблице «Число единиц допуска в зависимости от
квалитета точности.» соответствует 6– му квалитету.
По вероятностному методу:
Значение по таблице «Число единиц допуска в зависимости от квалитета точности» соответствует примерно 8 – му квалитету.
Таким образом, для обеспечения заданного допуска исходного звена [А∆] = 0,11 мм необходимо изготавливать составляющие звенья с очень высокой точностью, соответствующие 6 или 8 – му квалитету, что экономически невыгодно. Поэтому целесообразно применять специальные методы достижения точности исходного звена при сборке:
Метод регулирования
Метод пригонки
Эти методы имеют одинаковые теоретические основы, поэтому необходимо провести расчёты только по методу пригонки.
Метод пригонки
Суть метода пригонки – обеспечение точности замыкающего звена путём механической обработки одного из составляющих звеньев, выбранного (или специально введенного в цепь) в качестве компенсатора. Обычно составляющие звенья изготавливаются с допусками, экономически приемлемыми для данных производственных условий, как правило по 11 или 12 квалитету.
Допустим
в редукторе установлена червячная
передача 9 – го класса точности с модулем
4 мм, а межосевое расстояние равно 254мм.
Предельное смещение средней плоскости
указанного червячного зацепления
определяется по нормам точности червячной
передачи, указанных в ГОСТ 3675 – 81 в
разделе «Нормы точности контактирования»
равно 𝑓𝑥
= ±110 мкм =±0,11 мм.
А значит требуемый
допуск замыкающего звена [ТА∆] = 110 мкм,
а замыкающий размер можно записать как

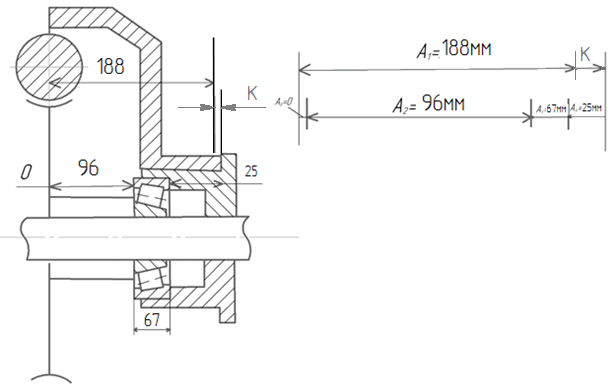
Номинальные размеры составляющих звеньев согласно исходным данным:
А1 = 188 мм; А2 =96 мм; А3= 67 мм; А4 = 25 мм.
Согласно ГОСТ 25346 – 89 «Система допусков и посадок гладких соединений. Общие допуски. Ряды допусков и основных отклонений.» перечисленным номинальным размерам по 11 – му квалитету соответствуют допуски:
ТА1 = 0,290 мм; ТА2 = 0,220 мм; ТА3 = 0,190 мм; ТА4 = 0,130 мм.
Допуск замыкающего звена:
По формуле метода максимума-минимума:

Наибольшая величина компенсации ТК (она определяет допуск размер компенсатора)

По формуле вероятностного метода

Наибольшая величина компенсации ТК (она определяет допуск на размер компенсатора)


В качестве компенсатора можно назначит одно из составляющих звеньев или ввести в РЦ дополнительное звено. Наиболее подходящий вариант – введение дополнительного звена К в виде прокладки между торцевой поверхностью корпуса редуктора и крышкой подшипника. Эта прокладка не играет никакой функциональной роли, а служит только технологической цели обеспечения точности. Выберем номинальный размер компенсатора К=2 мм, поэтому номинальный размер звена А1 =188−2=186 мм. Звено К - увеличивающее.
Предельные отклонения звеньев

Середины полей допусков:
 Из
уравнения, связывающего координату
середины поля допуска замыкающего звена
с серединами полей допусков составляющих
звеньев, выразим неизвестную величину
середины поля допуска компенсатора:
Из
уравнения, связывающего координату
середины поля допуска замыкающего звена
с серединами полей допусков составляющих
звеньев, выразим неизвестную величину
середины поля допуска компенсатора:

Получаем:



Допуск на заготовку назначим по 12 квалитету: IT12= 0,10мм. Допуск весь назначаем в «тело» заготовки, поэтому размер заготовки компенсатора