

Поверхностная закалка
Важным технологическим вариантом закалки является поверхностная закалка. При этом закалке на мартенсит подвергается лишь тонкий поверхностный слой детали, а в сердцевине сохраняется вязкая феррито-перлитная структура. Такое сочетание структур обеспечивает высокую конструкционную прочность и надежность деталей машин. Например, в случае зубчатого колеса твердая поверхность зуба хорошо сопротивляется истиранию, а вязкая сердцевина противостоит ударным нагрузкам в процессе эксплуатации. На рис. 7.26. представлена подобная структура зуба шестерни.

Рис. 7.26. Структура зуба шестерни, подвергнутой поверхностной закалке: темный поверхностный слой – мартенсит, сердцевина – смесь троостита и сорбита
Для создания подобного сочетания структур по сечению детали необходимы высокоинтенсивные источники нагрева, с помощью которых можно создать резкий градиент (перепад) температур от поверхности к сердцевине детали. Такими источниками являются (в порядке возрастания интенсивности): газовые горелки, токи высокой частоты (ТВЧ), лазерное излучение. Наиболее широко применяется закалка ТВЧ. В этом случае нагрев детали осуществляется с помощью специальной катушки – индуктора. Индуктор изготавливается из полой водоохлаждаемой медной трубки и представляет собой довольно сложное изделие, которое часто кроме нагрева осуществляет и охлаждение (закалку) изделия с помощью спрейера (распылителя воды).
Качество закалки ТВЧ в значительной мере определяется величиной зазора между индуктором и нагреваемой деталью. На рис. 7.27 приведен один из вариантов технологического процесса закалки вала с применением ТВЧ.
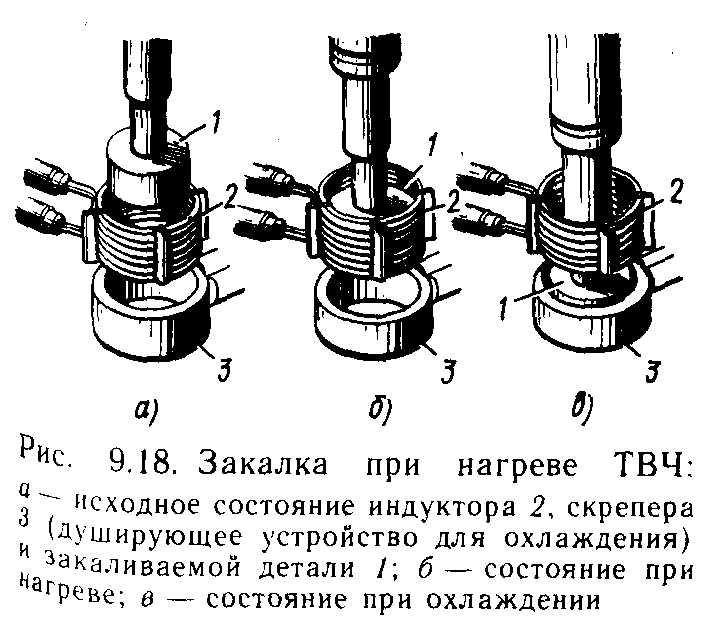
Рис. 7.27 Закалка при нагреве ТВЧ: а – исходное состояние, б - состояние при нагреве, в – состояние при охлаждении; 1 – закаливаемая деталь, 2 – индуктор, 3 – охлаждающее устройство (спрейер)
Скорость нагрева при закалке ТВЧ обычно колеблется в пределах от 100 до 1000 °С/с, поэтому для получения достаточной полноты фазовых превращений при нагреве температура нагрева под закалку ТВЧ должна быть значительно выше температуры при печном нагреве. Например, для стали 40 при скорости нагрева 500С/с оптимальная температура нагрева под закалку 950С (при печном нагреве - 850С) За счет высокой скорости нагрева обеспечивается важное преимущество этого метода закалки – мелкозернистость структуры. Дело в том, что зерно аустенита не успевает вырасти за время нагрева так, как при печном нагреве.
Для поверхностной закалки обычно используют углеродистые мелкозернистые стали с величиной зерна не более 5 балла. Содержание углерода для конструкционных сталей обычно лежит в пределах 0,35 – 0,5 %С, т.е., в основном, используют среднеуглеродистые стали. Это объясняется тем, что при меньших содержаниях углерода не достигается необходимая твердость при закалке, а при больших содержаниях углерода существенно понижается вязкость сердцевины
7.3 Химико-термическая обработка
Химико-термическая обработка (ХТО) – процесс изменения химического состава, микроструктуры и свойств поверхностного слоя при нагревании детали с целью повышения ее эксплуатационных свойств. Чаще всего ХТО используется для повышения твердости и прочности поверхностного слоя деталей типа валов и зубчатых колес
Основными разновидностями химико-термической обработки являются:
цементация (насыщение поверхностного слоя углеродом);
азотирование (насыщение поверхностного слоя азотом);
нитроцементация или цианирование (насыщение поверхностного слоя одновременно углеродом и азотом);
диффузионная металлизация (насыщение поверхностного слоя различными металлами).