

книги / Основы проектирования сборочно-сварочных приспособлений
..pdfИх выполняют из высокоуглеродистых сталей типа У10А и термически обрабатывают до твердости HRC 58…62 в местах губок и до твердости HRC 39…45 в хвостовой части. Угол конуса цанги α = 30…40°. При меньших углах возможно заклинивание цанги. Угол конуса сжимающей втулки делают на 1° меньше (рис. 7.8, а) или больше (рис. 7.8, б) угла конуса цанги. Цанги обеспечивают концентричность установки в пределах 0,02…0,05 мм. Базовую поверхность заготовок должна иметь чистовую обработку.
Сила затяжки цанги при отсутствии упора (см. рис. 7.8, а)
α |
|
|
|
||
Р = (Q +Q')tg |
|
+ϕ |
, |
(7.11) |
|
2 |
|||||
|
|
|
|
||
где Q – суммарная сила зажима, распределенная по базовой поверхности заготовки; Q' – сила сжатия лепестков цанги для выбора зазора между ее губками и заготовкой; φ – угол трения между цангой и втулкой.
Суммарная сила зажима Q определяется как
Q = K (M 2  r2 ) + P2 . f1
r2 ) + P2 . f1
Силу Q' находят из выражений: для трехлепестковой цанги
Q' = 600 |
∆D3s |
, |
l3 |
для четырехлепестковой цанги
∆D3s Q' = 200 l3 ,
где r – радиус базовой поверхности заготовки; М – момент, передаваемый цангой; Р – осевая сила, сдвигающая заготовку; f1 –
101

коэффициент трения между заготовкой и цангой; К – коэффициент запаса; D – наружный диаметр поверхности лепестка в мм (см. рис. 7.8, а); s – толщина стенки лепестка, мм; α1 – половина угла сектора лепестка цанги; l – длина лепестка, мм, от места задела до середины конуса.
Разжимные оправки различных конструкции показаны на рис. 7.9. Для оправки (рис. 7.9, а) силу затяжки определяют по формуле. Оправка с выдвижными радиальными сухарями 1 (рис. 7.9, б) используется для установки толстостенных заготовок (деталей) 2 с грубообработанной или черновой базой. Силу Р на штоке можно подсчитать, используя формулу для клина, приняв в ней φ1 = 0:
|
|
|
α |
|
|
|
|
|
|
cosϕ3 sin |
|
+ϕ2 |
|
|
|
||
|
|
|
|
|||||
Р = (Q +W ) |
|
|
2 |
|
|
, |
(7.12) |
|
α |
|
|
|
|||||
|
|
|
|
|
|
|||
|
cos |
|
+(ϕ2 |
+ϕ3 ) |
|
|
||
|
2 |
|
|
|||||
|
|
|
|
|
|
|
|
|
где W – сила, с которой кольцевая пружина оттягивает сухари к центру оправки.
аб
в
Рис. 7.9. Конструкции разжимных оправок
102
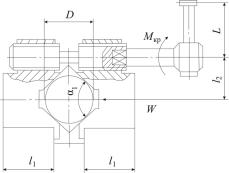
На рис. 7.10 показан двухкулачковый патрон с ручным винтовым приводом, применяемый для установки (базирования) и зажима заготовок.
Рис. 7.10. Универсальный двухкулачковый патрон и схема к его расчету
При зажиме заготовки в двухкулачковом патроне требуется сила W (кгс) зажима на каждом кулачке.
|
α′ |
|
|
|
||||
|
sin |
|
|
|
1 |
|
|
|
|
|
2 |
|
|
||||
W = kP |
|
|
|
. |
(7.13) |
|||
|
|
|
|
|
|
|||
z |
|
|
|
D |
|
|||
|
nf |
|
|
|
|
|||
Величина Pz определяется через крутящий момент, Мкр = = Q·L на торцовом ключе, вращающем винт, который перемещает кулачки патрона при зажиме цилиндрической частизаготовки:
|
f |
1 |
− |
3l |
|
f |
1 |
− |
3l2 |
f ' |
W |
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
l1 |
|
|
l1 |
1 |
2 |
|
|
||||
P =QL |
|
|
|
|
|
|
, |
(7.14) |
|||||||
|
|
α′ |
|
|
|
|
|
|
|||||||
z |
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
sin |
|
|
rсрtg(α+ϕпр ) |
|
|
|
|
||||||
|
|
|
|
|
|
|
|
||||||||
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
||
где Q = 10…14 кгс – сила, приложенная рабочим на рукоятке; L – длина рукоятки, см; n – число кулачков патрона; D – диаметр зажатой заготовки, мм; k = 1,5 – коэффициент запаса;
103
α = 2°…3°30 – угол подъема резьбы винта; α' = 90° – угол призмы кулачка; φпр – приведенный угол трения в резьбе; f – 0,3…0,5 – коэффициент трения на рабочих поверхностях призм или кулачков; f1 = 0,l…0,15 – коэффициент трения в направляющих пазах кулачков; l – вылет кулачка от его опоры до центра приложения силы зажима, мм; l1 – длина направлящей части кулачка, мм; l2 – расстояние между осью зажимного винта и продольной осью призмы, мм; rср – средний радиус резьбы винта для кулачков, мм.
Контрольные вопросы к главе 7
1.Какие зажимы относятся к простым зажимным устрой-
ствам?
2.Какие основные требования предъявляются к зажимным механизмам?
3.Какие зажимные устройства являются комбинирован-
ными?
4.Как рассчитать силу зажима при использовании винтового зажима?
5.В чем достоинства винтовых зажимов?
6.Какие виды эксцентриков применяются в зажимных устройствах?
7.Приведите формулу расчета силы зажима рычажным устройством.
8.Какие устройства относятся к центрирующим зажимным устройствам?
9.Какие зажимные устройства являются механизирован-
ными?
10.Назовите основные виды зажимных устройств.
11.Какое условие определяет устойчивую работу зажимных устройств с эксцентриками?
12.Чем определяется величина силы, с которой зажимают заготовку винтовым зажимом?
104
ГЛАВА 8. СИЛОВЫЕ ПРИВОДЫ ЗАЖИМНЫХ УСТРОЙСТВ
Основным назначением силового привода в приспособлении является создание исходной силы тяги Q, необходимой для зажима заготовки силой W. В приспособлениях наибольшее широко используют следующие приводы: пневматические, гидравлические, пневмогидравлические, электрические, электромагнитные, магнитные, вакуумные.
8.1. Пневматические приводы
Пневматические приводы состоят из пневмодвигателя, воздухопроводов и пневматической аппаратуры. Рабочим телом в пневмоприводе является сжатый воздух с давлением р = 4...6 кгс/см2 (0,4…0,6 МПа). В пневматических приводах используют различные пневмодвигатели: 1) поршневые; 2) диафрагменные; 3) пневмошланговые.
Поршневые и диафрагменные пневмодвигатели бывают одно- и двустороннего действия. В пневмодвигателях одностороннего действия рабочий ход поршня со штоком производится сжатым воздухом, а обратный ход – под действием пружины, установленной на штоке. Такие пневмодвигатели применяют в случаях, когда при зажиме заготовки требуется большая сила, чем при разжиме.
В пневмодвигателях двустороннего действия рабочий и обратный ход поршня со штоком производится сжатым воздухом. Их применяют, когда при зажиме и разжиме требуется большая сила, например в приспособлениях с самотормозящимися зажимными устройствами. Выбор типа пневмодвигателя следует осуществлять исходя из конкретных условий производства.
Преимущества пневматического привода: быстрота действия – 0,5…1,2 с; постоянство силы зажима (при наличии самотормозящего звена); возможность регулирования силы зажима; простота конструкции и эксплуатации; надежность работы независимо от колебаний температуры окружающей среды.
105

Недостатки пневматического привода: недостаточная плавность перемещения и непостоянство срабатывания рабочих органов, особенно при переменной нагрузке; низкое давление воздуха в магистрали (3–6 атм), что влечет за собой увеличение размеров пневмопривода для создания больших усилий.
Пневматические поршневые двигатели двустороннего действия, предназначенные для пневмосистем различного оборудования и технологической оснастки, выпускаются по ГОСТ 15608-81 в следующих исполнениях:
по способу торможения: 1 – без торможения; 2 – с регулируемым торможением в конце хода;
по виду крепления: 0 – на удлиненных стяжках; 1 – на лапах; 2 – на переднем фланце, 3 – на заднем фланце; 4 – на проушине; 5 – на цапфах;
по выполнению конца штока: 1 – с наружной резьбой; 2 – с внутренней резьбой;
по присоединительной резьбе для подвода воздуха: 1 – с метрической резьбой; 2 – с конической резьбой.
Согласно ГОСТ 15608–81 цилиндры имеют условные графические обозначения (рис. 8.1).
аб
Рис. 8.1. Условное обозначение цилиндров: а – без торможения; б – с торможением
Пример обозначения цилиндра без торможения с креплением на удлиненных стяжках, с наружной резьбой на конце штока, с метрической присоединительной резьбой для подвода воздуха, диаметром D = 100 мм и ходом поршня S = 1000 мм, в климатическом исполнении УХЛ4: пневмоцилиндр 1011–100×1000 – УХЛ4 ГОСТ 15608–8; или с торможением: пневмоцилиндр
2422–050×0320 – О4 ГОСТ 15608–81 (табл. 8.1).
106
Таблица 8.1
Основные параметры пневмоцилиндров по ГОСТ 15608–81
Диаметр, мм |
Статическое усилие на штоке, Н, не менее |
|||||||||
|
|
толкаю- |
тяну- |
|
толкаю- |
|
тяну- |
толкаю- |
тяну- |
|
цилиндра |
што- |
щее |
щее |
|
щее |
|
щее |
|
щее |
щее |
D |
ка d |
|
|
|
при давлении, МПа |
|
|
|||
|
|
0,4 |
|
|
0,63 |
|
|
1,00 |
||
25 |
12 |
160 |
130 |
|
2 40 |
|
200 |
|
380 |
300 |
32 |
250 |
220 |
|
390 |
|
330 |
|
620 |
520 |
|
|
|
|
|
|||||||
40 |
14 |
400 |
350 |
|
6 20 |
|
560 |
|
1020 |
900 |
50 |
15 |
640 |
550 |
|
1000 |
|
870 |
|
1510 |
1390 |
63 |
1000 |
900 |
|
1550 |
|
1450 |
|
2600 |
2350 |
|
|
|
|
|
|||||||
80 |
25 |
1750 |
1560 |
|
2750 |
|
2460 |
|
4300 |
3900 |
100 |
2700 |
2550 |
|
4300 |
|
4000 |
|
6750 |
6350 |
|
|
|
|
|
|||||||
125 |
12 |
4200 |
4000 |
|
6700 |
|
6200 |
|
10500 |
9900 |
160 |
40 |
7200 |
6800 |
|
11400 |
|
10700 |
|
18100 |
17000 |
200 |
11400 |
10800 |
|
17800 |
|
17100 |
|
28400 |
27200 |
|
|
|
|
|
|||||||
250 |
63 |
17700 |
16500 |
|
27800 |
|
26100 |
|
44200 |
41400 |
320 |
80 |
30000 |
28000 |
|
47000 |
|
44100 |
|
74800 |
70100 |
360 |
37600 |
36000 |
|
59700 |
|
56700 |
|
94500 |
90100 |
|
|
|
|
|
|||||||
400 |
90 |
46 800 |
44500 |
|
73700 |
|
70000 |
|
117000 |
111000 |
Основные размеры цилиндров без торможения на удлиненных стяжках приведены в табл. 8.2 и на рис. 8.2.
Таблица 8.2
Основные размеры цилиндров без торможения
D1 |
d |
|
Резьба |
|
B |
l, не |
К |
К1 |
Ход |
|
|
|
|
|
поршня, |
||||||
d2 |
l |
d2 |
l |
более |
||||||
|
|
|
|
|
|
|
|
|
|
S |
25 |
12 |
M10x1,25 |
22 |
- |
- |
38 |
10 |
92 |
115 |
10-250 |
32 |
|
|
|
|
|
45 |
|
|
|
10-320 |
40 |
14 |
M12x1,25 |
24 |
- |
- |
5u |
20 |
98 |
127 |
10-400 |
50 |
18 |
M16x1,5 |
32 |
MI2xI,25 |
24 |
70 |
24 |
106 |
143 |
I0-500 |
63 |
78 |
10-630 |
||||||||
|
|
|
|
|
|
|
|
|
|
107 |

Окончание табл. 8.2
D1 |
d |
|
Резьба |
|
B |
l, не |
К |
К1 |
Ход |
|
|
|
|
|
поршня |
||||||
d2 |
l |
d2 |
l |
более |
||||||
|
|
|
|
|
|
|
|
|
|
S |
80 |
25 |
M20х1,5 |
40 |
MI6xI,5 |
32 |
92 |
28 |
120 |
160 |
I0-800 |
100 |
115 |
170 |
10-1000 |
|||||||
125 |
32 |
M27x2 |
54 |
М24x2 |
48 |
140 |
30 |
130 |
190 |
10-1250 |
160 |
180 |
33 |
203 |
I0-I600 |
||||||
200 |
40 |
М36х2 |
72 |
М30x2 |
60 |
220 |
40 |
142 |
230 |
10-2000 |
250 |
63 |
M42x2 |
84 |
M42x2 |
84 |
275 |
50 |
160 |
255 |
10-2300 |
320 |
80 |
M48x2 |
96 |
M48х2 |
96 |
345 |
67 |
180 |
290 |
10-2500 |
Примечание. Цилиндры D от 25 до 40 мм с внутренней резьбой штока не изготавливают.
Рис. 8.2. Характерные размеры пневмоцилиндратипа21012-DхS-УХЛ4
При расчете пневмоприводов определяют осевую силу Q на штоке поршня, зависящую от диаметра D цилиндра и давления p сжатого воздуха в его полостях.
Расчет осевой силы Q на штоке поршневого привода производится по следующим формулам:
для привода одностороннего действия с возвратной пружиной
Q =[(πD2 pη)/4] −q, |
(8.1) |
для привода двустороннего действия толкающая сила на штоке
Q =[(πD2 pη)] / 4, |
(8.2) |
108

тянущая сила на штоке
Q =[π(D2 −d2 )pη] 4, |
(8.3) |
где D – диаметр поршня пневмоцилиндра, см; р – давление сжатого воздуха, кгс/см2; η – к.п.д (η = 0,85); q – сопротивление пружины возврата при крайнем рабочем положении поршня, кгс; d – диаметр штока пневмоцилиндра, см.
Основные размеры пневмоцилиндров – внутренний диаметр D и ход поршня S. Диаметр D определяется необходимым усилием. Длину цилиндров следует выбирать такой, чтобы ход штока был на 10–20 мм больше расчетного перемещения зажимных элементов.
При решении обратной задачи – определение диаметра пневмоцилиндра – найденный размер диаметра пневмоцилиндра округляют по нормали и по принятому диаметру определяют действительную осевую силу Q на штоке.
В процессе сварки в свариваемом узле могут возникать значительные деформации, которые способны произвести самораскрепление пневматических механизмов зажима. Во избежание этого в приспособлениях для сварки рекомендуется применять пневматические зажимные устройства с самотормозящимся звеном. Для приспособлений применяют пневмоцилиндры
сD = 50…320 мм. Усилиена штоке составляет Q = 60...3000 кгс.
Вряде случаев, когда требуется при небольшом диаметре цилиндра получить большую силу на штоке или когда конструкция приспособления не позволяет применить пневмоцилиндр большого диаметра, применяют цилиндры с двумя или тремя поршнями на одном штоке (рис. 8.3, а). Для вращающихся приспособлений используются, аналогичные, только вращающиеся пневмоцилиндры (рис. 8.3, б).
Толкающая сила на штоке пневмоцилиндра с двумя поршнями определяется по формуле
Q =[π(2D2 −d2 )pη] 4. |
(8.4) |
|
109 |

Тянущая сила на штоке с одинаковым диаметром штока
Q =[π(D2 −d2 )pη] 4. |
(8.5) |
С разными диаметрами штока |
|
Q =[π(2D2 −d2 − d12 )pη] 4, |
(8.6) |
где D – диаметр поршня, см; d1 и d – диаметры штока в полостях цилиндра, см; р – давление сжатого воздуха, р = 4 кгс/см2; η = = 0,85…0,9 – к.п.д. пневмоцилиндра.
1
4
|
2 |
3 |
|
|
|
а |
|
б |
Рис. 8.3. Пневмоцилиндры: а – с двумя поршнями на одном штоке; б – вращающийся; 1 – цилиндр; 2 – поршень; 3 – шток; 4 – муфта воздухоподводящая
Мембранный пневмоцилиндр (диафрагменная камера)
представляет собой замкнутую полость, разделенную эластичной перегородкой – мембраной (диафрагмой) на две части. Эти камеры могут быть одностороннего и двустороннего действия (рис. 8.4) и состоят из: 1 – корпуса; 2 – крышки; 3 – диафрагмы; 4 – опорной шайбы; 5 – штока; 6 – возвратных пружин; 7 – штуцера для привода воздуха; 8 – крепежных болтов.
Мембранные пневмоцилиндры имеют ряд преимуществ перед поршневыми. Они проще в изготовлении, дешевле, долговечнее; отсутствуют утечки воздуха.
110