

книги / Организация и планирование заводского производства. Управление предприятием
.pdfТакая форма, как правило, состоит из поддона, продольных и поперечных бортов, соединяемых с поддоном при помощи шарниров, а между собой замками. Кроме того, на поддоне имеются упоры для укладки напрягаемой арматуры. Конструктивный показатель такой формы очень низок – все-
го 0,39.
Известно, что железобетон построен на принципе идентичности температурных деформаций бетона и стали, равной 12·10–6 мм/ºС. Но малоизвестно, что скорость протекания деформации существенно различается вследствие разной теплоемкости бетона и стали. Возникающая при этом разность температурной деформации стальной формы и бетонного изделия является причиной появления в изделиях растягивающих напряжений и трещин, влияющих на долговечность и несущую способность железобетонных конструкций.
Анализ показывает, что форма представляет собой стержень с внецентренно приложенной силой и поэтому подвержена значительному изгибу (рис. 2.4). Избавиться от такого изгиба можно, если совместить ось приложения силы натяжения арматуры с осью тяжести конструкции формы, т.е. сделать стержень центрально сжатым. Но если нельзя перенести центр приложения силы, то надо перенести центр тяжести сечения формы. За такими формами закрепился термин «силовые формы», общепризнанный теперь в технической литературе (авторами идеи таких форм были инженеры И.Е. Блехман и Т.В. Юрина. В итоге получилась форма корытного типа (рис. 2.3, б), у которой совмещены центр тяжести формы с равнодействующей осью напрягаемой арматуры.
Решены, таким образом, сразу три задачи:
а) повышена жесткость формы, что достигнуто за счет увеличения высоты формы в пределах толщины панели;
б) снижена высота формы с 450 до 320 мм, или на 27 %, что позволяет более эффективно использовать объем камеры пропаривания;
51
Стр. 51 |
ЭБ ПНИПУ (elib.pstu.ru) |
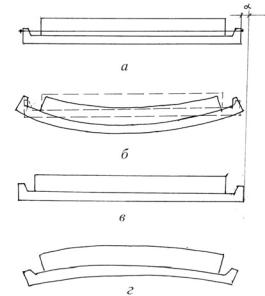
Рис. 2.4. Изгиб формы при предварительном напряжении: а – положение формы и изделия до нагрева; б – то же,
при подъеме температуры; в – то же, в период изотермического нагрева; г – то же, в период остывания
в) на 20 % снижен вес формы.
г) конструктивный показатель ω этой формы составил 0,67, что в 1,7 раза выше прежнего показателя.
В качестве второго продольного борта применен съемный вкладыш, выполненный с так называемой ножевой стенкой. Обычный борт, выполненный с плоским днищем, подвержен гидростатической силе, которая во время подтекания бетонной смеси поднимает борт. Ножевая стенка исключает это явление.
Вывод о том, что для преднапряженных конструкций, изготовляемых по агрегатно-поточной технологии, необходимо проектировать силовые формы, подтвержден в последующем проектированием и эксплуатацией подобных форм для свай, балок, стропильных ферм и т.д.
52
Стр. 52 |
ЭБ ПНИПУ (elib.pstu.ru) |
2.4. Внутризаводская подготовка производства
Кроме внезаводской существует и внутризаводская подготовка производства, которую осуществляют производст- венно-технический отдел (ПТО), отделы технологический и конструкторский (если они есть на предприятии), отделы труда и зарплаты, отделы главного механика и энергетика, отдел материально-технического снабжения. В ПТО разрабатывают нормы расхода материалов, в технологическом отделе разрабатывают оснастку и инструмент и готовят технологическую карту. Отдел труда готовит нормы и расценки, отдел главного механика изготавливает оснастку и инструмент, а отдел материально-технического снабжения подбирает необходимые материалы.
При проектировании форм часто встает принципиальный вопрос выбора так называемой технологической базы изделия, т.е. той плоскости, на которой будет формоваться изделие и относительно которой будут ориентироваться все остальные его стороны. Технолог при разработке процесса обязан обеспечить требуемую конфигурацию, достаточную чистоту поверхностей и точность геометрических размеров изделия. Следовательно, надо выбирать такую технологическую базу, при которой можно получить максимальную готовность изделия с минимальными затратами. Так, например, для бордюрного камня базовой поверхностью следует выбрать его верхнюю грань, тогда основные грани (лицевая, верхняя и задняя) окажутся гладкими, не требующими доработки, а нижняя грань, через которую ведут укладку бетонной смеси, шероховатой, что повысит сцепление камня с бетонной подготовкой.
В сложном положении оказываются технологи небольших заводов с широкой номенклатурой продукции. Разнообразное решение форм, разные, сравнительно небольшие габариты изделий сдерживают применение механизированных способов их изготовления, создают затруднения при уста-
53
Стр. 53 |
ЭБ ПНИПУ (elib.pstu.ru) |
новке форм в камерах пропаривания. Несовпадение габаритов форм, их опорных и строповочных устройств приводит к перекосу и искривлению изделий. Часто в таких условиях нерационально используются объемы пропарочных камер
игрузоподъемность оборудования. При работе с такой номенклатурой должны быть разработаны технические решения форм практически для всей номенклатуры продукции, воснову которых могут быть положены следующие принципы:
1.Единые габариты по ширине для всех форм, исходя из габаритов пропарочных камер и виброплощадок.
2.Единое для всех форм расположение строповочных устройств с целью применения одной полуавтоматической траверсы для захвата форм, и соответственно единое расположение опорных устройств на постах обработки форм и в пропарочных камерах, для установки форм друг на друга независимо от номенклатуры изделий.
3.При серийности изделий более 1000 шт./год формы могут быть запроектированы специализированными, а при серийности менее 1000 шт./год – переналаживаемыми.
4.Конструкции форм необходимо проектировать с минимальным количеством шарнирных бортов, но с использованием съемных разделителей и вкладышей. Во всех формах должны быть предусмотрены унифицированные отдельные элементы форм: шарниры, замки, фиксаторы.
Большое значение при конструировании бортов и вкладышей различного типа является время распалубки, назначенное технологией изготовления данных изделий. Известно, что усилие отрыва металлической поверхности по нормали от затвердевшего бетона составляет 500 г/см², от свежеотформованной смеси (тоже по нормали) – 200–250 г/см², а сдвиг металла по свежеотформованной смеси – всего 100–150 г/см². Поэтому желательно проектировать формы с извлечением вкладышей и бортов сразу же после формования (возможно
сдисконтом 15–20 мин). Возможно также применение форм
иоснастки с распалубочными (технологическими) уклонами
54
Стр. 54 |
ЭБ ПНИПУ (elib.pstu.ru) |
граней съемной бортовой оснастки и извлекаемых вкладышей. При решении этих вопросов должен учитываться контур рабочей поверхности, условия и время распалубки (до или после твердения). На основании отечественной и зарубежной практики рекомендуются следующие уклоны (табл. 2.2).
|
|
|
Таблица 2.2 |
|
Распалубочные уклоны граней элементов форм |
||||
|
|
|
|
|
|
Уклоны граней при высоте |
|||
Тип распалубки |
железобетонного изделия |
|
||
|
|
|
|
|
менее |
от 200 до |
более |
|
|
|
|
|||
|
200 мм |
400 мм |
400 мм |
|
|
|
|
|
|
Немедленная |
1 / 40 |
1 / 30 |
1 / 20 |
|
|
|
|
|
|
То же для пустотных изделий |
1 / 30 |
1 / 25 |
1 / 15 |
|
|
|
|
|
|
После 2 ч выдержки |
1 / 40 |
1 / 40 |
1 / 25 |
|
|
|
|
|
|
После твердения бетона |
1 / 20 |
1 / 15 |
1 / 10 |
|
|
|
|
|
|
Нужно стремиться к применению безопалубочных методов изготовления изделий или к созданию форм со съемной оснасткой. К оснастке можно отнести вкладыши для создания проемов в панелях, фермах и т.п. Сюда же относятся так называемые «пробки» для создания мелких отверстий (под кабели, строповочные устройства и т.п.).
Еще один вопрос, связанный с технологичностью системы «изделие – форма», – это взаимодействие их в процессе термообработки. При нагреве силовой формы с натянутой арматурой происходит опережающее удлинение формы, соответственно удлиняется и арматура, увеличивая тем самым напряжение в металле. При этом увеличиваются и потери от релаксации и вероятность обрыва арматурных стержней у анкерных устройств. Возможно также нарушение анкеровки арматуры из-за сдвига ее внутри свежеотформованного бетона.
55
Стр. 55 |
ЭБ ПНИПУ (elib.pstu.ru) |
Сложность конфигурации изделия при нагреве или охлаждении формы может привести к возникновению трещин в местах резкого перехода от одного сечения к другому.
Быстрое остывание формы сближает упоры формы, и значительная часть силы натяжения арматуры передается на горячий бетон. А поскольку такой бетон имеет более низкие показатели по прочности, следствием ранней передачи силы натяжения на него может стать ухудшение анкеровки арматуры. Выход из этой ситуации – удлинение сроков остывания формы с напряженной арматурой (температура вынимаемого изделия не должна превышать 40–50 ºС). При проектировании форм для преднапряженных изделий нужно учитывать возможность смещения изделия относительно формы при снятии напряжения. Для плоских граней изделий, соприкасающихся с формой, это позволяет изготавливать форму без откидных бортов и дополнительных вкладышей. Так могут быть решены формы для свай, плоских плит и балок.
Чтобы форма в процессе транспортных операций и при установке в камере пропаривания и на постах выдержки минимально изгибалась и не передавала свои изгибы конструкции, строповочные устройства нужно располагать на 1/5 длины формы от торца.
Как видим, конструкторская подготовка практически неотделима от технологической, любой вопрос решается сразу с обеих точек зрения, поэтому лучше называть такую подготовку просто технической.
При освоении новых изделий техническая подготовка начинается с изучения рабочей документации. Эту работу организовывает главный инженер предприятия или, по его поручению, главный технолог. Документацию должны изучить начальники и мастера арматурного и формовочного цехов, работники ОТК и лаборатории. В сфере внимания должны быть следующие вопросы:
56
Стр. 56 |
ЭБ ПНИПУ (elib.pstu.ru) |
1.Освоен ли проектный класс бетона? Если нет, то лаборатории поручают сделать соответствующий подбор состава бетона.
2.Применяет ли предприятие указанные в проекте марки сталей?
3.Имеется ли на вооружении предприятия оборудование для обработки таких сталей?
4.Имеются ли специалисты по работе на таком оборудовании? Если есть затруднения, главный технолог должен принять меры к замене сталей.
5.Отдел главного технолога должен разработать техно-
логическую карту на изготовление данного вида изделия, в которой должны быть отражены все детали производственного процесса. Совместно с отделом труда определяет состав и квалификацию звена (бригады). Определяет состав инвентаря и оснастки, порядок контроля за изготовлением, основные требования к готовому изделию.
6. Определяют парк форм, в которых будут формовать данные конструкции. Если таковых нет, то перед предприятием возникают несколько путей выхода из ситуации:
а) если изделие обещает быть серийным, т.е. S более 1000 шт./год, то целесообразно изготовить специализированную металлическую форму. Технологам поручают готовить задание на проектирование форм, предварительно определяя технологическую нитку, на которой будут изготавливать данное изделие;
б) если S < 300 шт./год, то, вероятно, изделия придется изготавливать в деревянных формах;
в) если S = 300–1000 шт./год, то задача усложняется. Если сделать металлическую форму, то эксплуатация такой формы вызовет организационные трудности и будет крайне неэкономичной. Изготовление одной такой формы вряд ли обеспечит необходимый темп производства, а делать их несколько штук – тем более неэкономично, да и в производстве
57
Стр. 57 |
ЭБ ПНИПУ (elib.pstu.ru) |
они будут часто не нужны, их нужно будет время от времени выводить из оборота и консервировать.
Следовательно, технологическая подготовка должна стремиться к более эффективному использованию оборудования, в том числе форм. Самый разумный выход – наличие парка переналаживаемых форм.
2.5.Гибкие методы производства
Внастоящее время определились два противоречивых требования к современному промышленному производству.
Содной стороны, необходимо сокращать сроки подготовки производства и выпуска, увеличивать серийность промышленной продукции с целью уменьшения трудоемкости изготовления и снижения стоимости при высоком качестве продукции. С другой стороны, необходимо добиваться разнообразия конструкций с целью соответствия требованиям архитекторов.
Удовлетворение первого требования предусматривает увеличение универсальности оборудования и систем управления, позволяющих отрабатывать любые заранее не планируемые ситуации, быстро переходить на изготовление новой продукции. Второе требование связано с необходимостью комплексной автоматизации производства, которая в настоящее время ассоциируется с применением технологического оборудования, оснащенного программным управлением и ЭВМ на различных уровнях управления – от непосредственного управления оборудованием до управления финансовой деятельностью предприятия.
Вотносительном противоречии этих требований в большой степени и заключаются трудности создания современного эффективно функционирующего производства. Чтобы удовлетворить этим требованиям, необходимо придать производству ряд определенных свойств:
58
Стр. 58 |
ЭБ ПНИПУ (elib.pstu.ru) |
1.Гибкость и маневренность, т.е. способность быстро перенастраиваться на выпуск новой продукции.
2.Высокий технический уровень и хорошую оснащен-
ность новыми технологиями и оборудованием, позволяющими выпускать изделия высокого качества.
3.Экономичность, обеспечивающую приемлемую для рынка продажную цену продукции, а следовательно, и минимальные затраты на ее производство.
Вусловиях многономенклатурного производства, а также выпуска часто изменяемой номенклатуры многое зависит от успешной организации производственного процесса. Такой организацией можно назвать гибкую технологию, предложенную в 60-х годах для заводов крупнопанельного домостроения доктором технических наук Р.В. Крюковым. Работая в этой отрасли, он, конечно, не первый обратил внимание на вечный спор архитекторов, которые требовали разнообразия зданий, что вело бы к неоправданному увеличению номенклатуры продукции КПД, и строителями, которые, наоборот, требовали минимального набора деталей. Ученый первым выявил три параметра, которые определяли разнообразие зданий:
1)геометрические размеры основных конструктивных элементов здания (внутренние стены, перекрытия, наружные стены), определяющие объемно-пространственное решение дома и пластику фасадов;
2)архитектурные детали (входы, балконы, декоративные вставки и т.д., обогащающие решения отдельных домов или групп зданий);
3)отделку (цвет, фактура) наружных стен и архитектурных деталей.
Классификация заводской продукции индустриального строительства производится именно по этим параметрам. Частота их изменения различна и связана с различными участками производства. Наиболее сложным вопросом является обеспечение разнообразия и возможного изменения размеров
59
Стр. 59 |
ЭБ ПНИПУ (elib.pstu.ru) |
основных конструктивных элементов зданий. Такие изменения, как правило, вызывают изменение или полную замену действующего основного технологического оборудования. Изменение же цвета или фактуры наружных стен требует лишь хорошо оборудованных и оснащенных постов отделки.
Из сказанного следует, что наиболее сложной проблемой в решении задач гибкой технологии заводского домостроения является заводское изготовление разнообразных по геометрическим размерам железобетонных конструкций зданий и их частичная или полная замена в производстве на одном технологическом оборудовании. Р.В. Крюков предлагает технологическую классификацию домостроительной продукции, которая, на его взгляд, поможет внедрению гибкой технологии (табл. 2.3). Далее он делает вывод, что «нельзя воспользоваться опытом других отраслей промышленности». Но это не совсем так.
В эти же годы многие фирмы, такие как «Камю» во Франции, «Терсон» и «Вейтс» в Англии и др., приспосабливаясь к запросам разных заказчиков, переходят к выпуску новых домов, как правило, через каждые полтора-два года. На предприятиях этих фирм при проектировании форм принимаются постоянными лишь те параметры, которые безразличны для архитектурного решения жилых домов (высота этажа, форма верхнего, нижнего и боковых торцов панелей и т.д.). Размеры же изделий в плоскости, расположение и величины проемов могут быть достаточно просто изменены перестановкой бортов и вкладышей с помощью быстросъемных соединений и фиксаторов. Форма для такой технологии представлена на рис. 2.5.
Анализ мирового опыта крупнопанельного жилищного строительства свидетельствует о том, что тенденция обеспечить гибкость технологии домостроительных заводов не случайна. Все сказанное достаточно ясно показывает, что пути достижения многообразия геометрических форм, элементов индустриальных зданий надо искать в создании домострои-
60
Стр. 60 |
ЭБ ПНИПУ (elib.pstu.ru) |