

книги / Организация и планирование заводского производства. Управление предприятием
.pdf2.ОРГАНИЗАЦИЯ ПОДГОТОВКИ ПРОИЗВОДСТВА
2.1.Общие положения подготовки производства
Задача подготовки производства состоит в том, чтобы обеспечить ритмичную эффективную деятельность предприятия. Необходимо так организовать производственный процесс, чтобы слаженная работа коллектива бригады, участка, цеха обеспечивала максимальный выпуск продукции нужного качества при наименьших затратах. В соответствии с содержанием и направленностью задач различают три вида подготовки: техническую, планово-экономическую и матери- ально-техническую подготовку производства.
Техническая подготовка, в свою очередь, включает в себя научно-исследовательские работы, конструкторскую и технологическую подготовку. Она подразумевает:
а) проектирование новых или улучшение освоенных заводом изделий и обеспечение производства требуемой технической документацией;
б) разработку новых или рационализацию принятых на заводе технологических и производственных процессов;
в) определение потребности в оборудовании, инструменте и оснастке;
г) разработку и осуществление мер по комплексной механизации и автоматизации производства.
Особенностью технической подготовки является то, что она осуществляется как на заводе, так и за его пределами. Внезаводская подготовка подразумевает исследовательские и конструкторские работы, разработку унифицированных изделий, типовых технологических процессов, линий, комплексов оборудования. Конструкторские работы, связанные с созданием нового изделия, должны быть направлены на то, чтобы данное изделие было унифицированным, могло быть использовано как можно чаще.
41
Стр. 41 |
ЭБ ПНИПУ (elib.pstu.ru) |
Всю номенклатуру железобетонных изделий классифицируют по типоразмерам и маркам. Типоразмер – это принадлежность конструкции к определенному классу изделий, имеющему одну конфигурацию. Марка конкретизирует типоразмер по марке бетона, по виду арматуры или по наличию тех или иных закладных деталей. Пример: плиты многопустотные ПК-8-59-8 и ПК-8-59-12 отличаются друг от друга шириной. У первой ширина составляет 800 мм, а у второй –
1200 мм.
2.2.Конструкторская подготовка производства
В60–70 годы были широко распространены типовые проекты с набором унифицированных изделий. Так, в панельном домостроении процент типизации достигал 98 %,
встроительстве общественных зданий – 85 %, в сельскохо-
зяйственном строительстве – 95 %. Такая стандартизация
итипизация сыграли громадную роль в ускоренном строительстве жилья и других зданий и сооружений. Миллионы людей смогли улучшить свои жилищные условия.
Внастоящее время уровень типизации значительно упал
всвязи с многочисленным индивидуальным строительством. Однако при проектировании нетиповых элементов конструкций все же следует проводить соответствующие разработки
ирасчеты, подтверждающие возможность принятия размеров сечения элементов по типовым конструкциям с использованием опалубочных форм целиком либо в какой-то части. При большом количестве элементов с закладными деталями целесообразно проектировать их такими, чтобы сократить число марок элементов.
Примером типизации проектных решений может служить разработка одного из научно-проектных институтов, которым были созданы Указания по унификации элементов железобетонных конструкций (серия 1–288). Так, для колонн промышленных и гражданских зданий, постоянных по своей
42
Стр. 42 |
ЭБ ПНИПУ (elib.pstu.ru) |
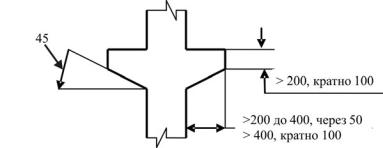
высоте, было рекомендовано всего четыре сечения: 400×400, 500×500, 600×400 и 600×500 мм. Если раньше к размерам консолей колонн никаких ограничений к ним не предъявлялось (они могли иметь различные размеры по высоте, по выносу от грани колонны, по углу наклона, что вело к неограниченному числу их вариантов), то согласно новым указаниям были введены следующие нормативы (рис. 2.1).
Рис. 2.1. Унифицированные размеры консолей колонн
В свое время эта разработка положила началу создания типовых конструкций, которые могли применяться на всей территории страны. В каждом регионе, в свою очередь, на основе типовых конструкций союзного значения разрабатывали территориальные каталоги конструкций, обязательные для проектных организаций данного региона. Существовали и заводские каталоги типовых решений отдельных элементов конструкций. Эту работу следует проводить и сейчас, с тем чтобы предприятия были ограничены в многообразии изделий.
Важным элементом проектирования является учет всех деталей производственно-технологического процесса. Незнание конструкторами технологических особенностей производства часто приводит к неудачным решениям. Например, в 1958 году была выпущена серия колонн КЭ-01-09, которая предназначалась для строительства одноэтажных промышленных зданий с крановой нагрузкой. По идее конструкторов двутавровое сечение основного ствола колонны позволяло
43
Стр. 43 |
ЭБ ПНИПУ (elib.pstu.ru) |
экономить 25–30 % бетона и 5–10 % металла. Но расчет на экономию не оправдался. Конструкторы не учли в расчетах транспортные нагрузки для изделий, которые формовались в положении «лежащего двутавра», что привело к массовому излому их во время распалубки и транспортирования. В результате уже в 1962 году эта серия была заменена серией КЭ-01-49 с колоннами прямоугольного сечения.
2.3. Технологическая подготовка производства
При конструкторской подготовке необходимо в первую очередь учитывать технологичность изделия. Технологичность – это совокупность технологических свойств (простота геометрических форм и переходов из одной плоскости в другую, обрабатываемость, формуемость и т.п.), позволяющих применять рациональные методы и режимы изготовления продукции с минимальными затратами труда при оптимальных параметрах качества и технико-экономических показателях. Методики определения и показателей технологичности не существует, поэтому технологическая подготовка производства основывается на опыте работников заводских служб.
2.3.1.Проектирование и применение форм
Ктехнологической подготовке относится и проектирование форм. Для производства железобетонных конструкций применяют деревянные, пластмассовые и металлические формы. Деревянные формы применяют в случаях очень малой серийности производства (S < 10). Пластмассовые формы применимы в основном для мелких изделий, требующих хорошей глянцевой поверхности. Мы будем рассматривать только металлические формы. Рассмотрим классификацию металлических форм по признакам, влияющим на производство железобетонных изделий с точки зрения организации производства.
44
Стр. 44 |
ЭБ ПНИПУ (elib.pstu.ru) |
Металлические формы классифицируют:
1)по способу использования – на стендовые (неподвижные) и перемещаемые;
2)по количеству одновременно изготовляемых в них изделий – на одноместные, т.е. на одно изделие, и на групповые, т.е. для изготовления нескольких изделий одновременно;
3)по способу передачи силы натяжения арматуры – на несиловые (обычные), предназначенные для изготовления ненапряженных изделий, и на силовые, воспринимающие силу натяжения арматуры до достижения бетоном изделия необходимой прочности;
4)по геометрическим признакам формуемых изделий:
−на линейные, у которых B < 2 H, L > 15 H,
−на плоскостные, у которых B > 2 H,
−на стеночные, у которых B < 2 H, L < 15 H, где L, В, Н – длина, ширина и высота формы.
2.3.2. Оценка рациональности конструкции формы
Основными функциями форм являются:
−придание бетонной смеси заданной формы;
−равномерная передача на нее внешних вибрационных воздействий;
−сохранение формы и размеров изделий до набора бетонной смесью заданной прочности;
−сохранение в натянутой на форму арматуре заданного усилия;
−создание требуемой фактуры поверхности. Выполнение этих функций необходимо обеспечить при
наименьших затратах труда при изготовлении и эксплуатации форм, а также при оптимальном весе самой формы. Для этого должны быть соблюдены следующие требования.
1. По качеству форм:
а) точность размеров изделий; б) необходимая жесткость на всех этапах производст-
венного процесса.
45
Стр. 45 |
ЭБ ПНИПУ (elib.pstu.ru) |
2. По технологичности в эксплуатации:
а) наименьшие габариты с целью рационального использования производственных площадей, пропарочных камер и технологического оборудования;
б) удобство армирования и укладки бетонной смеси; в) свободные деформации изделий относительно форм
при термообработке и при снятии натяжения арматуры. 3. Экономические:
а) наименьшие трудовые затраты при изготовлении и эксплуатации форм;
б) оптимальный расход стали на изготовление форм; в) минимальная стоимость.
Рациональность конструкции формы в значительной мере влияет не только на удобство работы с формами, но и на экономические показатели производства. Проектированием форм занимаются многие организации и предприятия: от на- учно-исследовательских институтов до конструкторских отделов заводов железобетонных конструкций. В силу своего опыта, информированности, поставленных целей каждая организация проектирует формы по-своему. В результате конструкции форм в своем большинстве далеки от идеала, сравнить одну форму с другой по их эффективности достаточно сложно.
Кандидат технических наук И.Е. Блехман исследовал фактическую металлоемкость и степень использования более 300 форм, используемых на заводах железобетонных изделий, и предложил методику определения оптимального веса форм на стадии проработки вариантов проектирования. Им предложены следующие показатели, по которым могут быть охарактеризованы формы:
−абсолютные – вес, габариты, стоимость;
−относительные – удельная металлоемкость µ, т.е. вес формы, приходящийся на 1 м3 объема формуемого в нем изделия; общая металлоемкость парка форм М, представляющего массу форм, приходящуюся на весь объем отформован-
46
Стр. 46 |
ЭБ ПНИПУ (elib.pstu.ru) |
ных за год изделий. Для оценки и сопоставления форм пред-
ложен так называемый конструктивный показатель ω, кото-
рый представляет собой отношение теоретической (эталонной) массы формы Gэ к ее фактической массе Gф:
ω = Gэ / Gф. |
(2.1) |
Эталонная масса формы Gэ рассчитывается по параметрам изделия, с учетом технологии, как сумма эталонных масс элементов:
Gэ = Q1 + Q2 + Q3 + Q4 + Q5,
где эталонная масса элементов рассчитывается по формулам табл. 2.1.
|
|
|
Таблица 2.1 |
|
|
Формулы для расчета эталонного веса форм |
|||
|
|
|
|
|
№ |
Наименование элемента |
|
Формула |
|
п/п |
|
|
||
|
|
|
|
|
1 |
Обрамляющая обшивка |
Q1 = 70 S1 |
|
|
2 |
Обшивка паровых рубашек |
Q2 |
= 24 S2 |
|
3 |
Балки жесткости вертикальных стенок |
Q3 |
= 16 H (L+ B) |
|
4 |
Балки жесткости поддона |
Q4 |
= 5G(L + 2B) |
|
5 |
Силовой элемент |
Q5 |
= NL |
|
В табл. 2.1 приняты следующие обозначения:
–Qj − эталонный вес рассматриваемого элемента фор-
мы, кг;
–S1 – площадь обрамляющей изделие поверхности формы, м²;
–S2 – площадь обшивки паровых рубашек, м²;
–G − вес изделия, т;
–L, B, H – длина, ширина и высота изделия в положении формования, м;
–N – усилие натяжения арматуры, передаваемое на фор-
му, т.
При расчете эталонной массы групповых форм размеры, масса и площадь обрамляемой поверхности размещаемых
47
Стр. 47 |
ЭБ ПНИПУ (elib.pstu.ru) |
в форме изделий определяются с учетом конструктивного решения формы. В частности, при определении эталонной массы формы, у которой изделия группируются по ширине, умножаются на число размещаемых в форме изделий следующие параметры: ширина, площадь обрамляемой поверхности, площадь обшивки паровой рубашки, масса и усилие натяжения арматуры одного изделия. У переналаживаемых форм конструктивный показатель определяется по отношению к изделию с наибольшими параметрами.
Результаты анализа форм по различным параметрам сведены в таблицу (рис. 2.2), в которой приведены 25 разновидностей форм в зависимости от их назначения и конструктивного решения. Для каждой группы форм в таблице даны средние конструктивные показатели ω, полученные анализом применяемых форм, качество и долговечность которых отвечает эксплуатационным требованиям.
Приведенные данные средних конструктивных показателей позволяют:
а) выбрать конструкцию формы для данной технологической схемы;
б) рассчитать ее вероятный вес до начала проектирования; в) оценить рациональность запроектированной конст-
рукции формы.
Для выбора конструктивной схемы формы (при известных параметрах изделия и заданных условиях производства) по этой таблице подбираются соответствующие разновидности форм с наибольшими конструктивными показателями ω. Рекомендуется принимать формы, у которых ω не менее 0,5. Вероятный вес форм до их проектирования требуется определять при выборе конструкций форм для сравнения вариантов, при выборе оптимальной технологии, при разработке и внедрении новых изделий, при расчете потребности в металле на изготовление запроектированных форм.
48
Стр. 48 |
ЭБ ПНИПУ (elib.pstu.ru) |
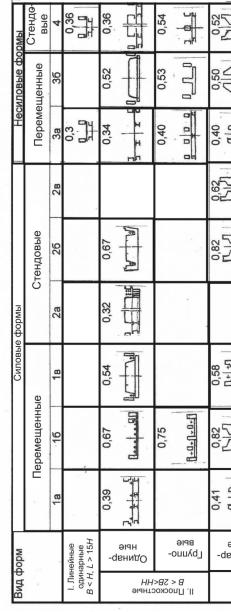
 Рис. 2.2. Классификация форм по конструктивному показателю ω
Рис. 2.2. Классификация форм по конструктивному показателю ω
49
Стр. 49 |
ЭБ ПНИПУ (elib.pstu.ru) |
Вероятный вес проектируемых стальных форм находится по формуле
Gф = Gэ / ωср,
где Gф и Gэ определены по вышеприведенным формулам, ωср − среднее значение конструктивного показателя для
каждого выбранного по таблице вида формы.
Оценка запроектированной конструкции форм производится в следующем порядке:
а) по параметрам изделия и принятой технологии находится эталонная масса форм;
б) определяется конструктивный показатель формы по ее фактическому весу по формуле (2.1);
в) сравниваются конструктивный показатель ω, приведенный в таблице рис. 2.2 для принятой разновидности форм и полученный в результате проектирования. Если полученный показатель значительно ниже приведенного в таблице, значит, проект нуждается в доработке.
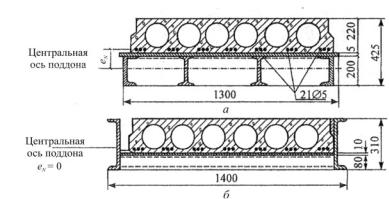
Рассмотрим обычную конструкцию формы на примере формы для многопустотных плит перекрытий (рис. 2.3, а).
Рис. 2.3. Формы для изготовления пустотного настила: а – обычная; б – силовая
50
Стр. 50 |
ЭБ ПНИПУ (elib.pstu.ru) |