

Выбор абразивных инструментов и режимов резания для высокоэффективно
..pdf5.Назовите условия выбора абразивных инструментов из СТМ.
6.Что определяет выбор абразивных материалов для притирки
идоводки, для хонингования, для отрезных кругов?
7.Перечислите основные критерии выбора зернистости абразивного инструмента.
8.От чего зависит выбор формы и размеров абразивных инструментов?
9.Назовитеособенности выборасвязкиабразивных инструментов.
10.Перечислите основные критерии выбора твердости абразивных инструментов.
11.Назовите условия выбора структуры абразивных кругов.
12.Каковы особенности выбора оптимальных характеристик гибкого абразивного инструмента?
13.Назовите критерии выбора оптимальных характеристик отрезных кругов.
14.Чем обусловлен выбор оптимальных характеристик высокопористых кругов?
15.Чем обусловлен выбор оптимальных характеристик абразивов для виброабразивной обработки?
201
ГЛАВА 6. ОСНОВНЫЕ ТРЕБОВАНИЯ ПО ХРАНЕНИЮ, ТРАНСПОРТИРОВКЕ И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ АБРАЗИВНОГО ИНСТРУМЕНТА
6.1. Принципы хранения и транспортировки абразивного инструмента
Процессы шлифования и отрезки с применением абразивного инструмента характеризуются высокими динамическими показателями. Применяемые в этих процессах скорости резания 50 м/с в пересчете на линейную скорость составляют 126 км/ч, а при 80 м/с эта скорость достигает 290 км/ч. Поэтому способы хранения, транспортировки и эксплуатации требуют соблюдения соответствующих правил, а также осознания возможных последствий приих несоблюдении.
Абразивный инструмент, а в особенности шлифовальные круги, отличаются большей динамической прочностью на разрыв, однако чувствительны к удару, падениям, изгибающим напряжениям и требует осторожного обращения. В случае ударов или падения на твердую поверхность в абразивном инструменте могут образоваться риски, сколы или невидимые трещины, которые в процессе эксплуатации могут стать причиной разрыва снепредсказуемымипоследствиями.
Не допускается попадание воды или других жидкостей на абразивный инструмент во время транспортировки и хранения. Это может стать причиной трещин и разрушений от замерзшей воды зимой и статической неуравновешенности в более благоприятных условиях.
После получения каждой партии абразивного инструмента необходимо проверить состояние упаковки. Если она повреждена, необходимо, совместно с перевозчиком, составить протокол с указанием идентификационных данных продукции, описанием повреждения
иего последствий, а также известить об этом поставщика.
Вдальнейшем следует провести тщательный контроль абразивного инструмента, с целью выявления возможных повреждений. Рекомендуется при проведении контроля использовать визуальный и зву-
202

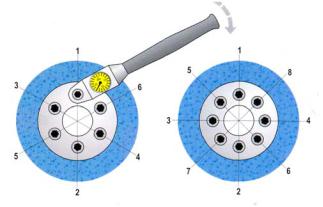
ковой методы. Для проведения пробы на звучание необходимо слегка постучать по кругу с правой и левой стороны от центра неметаллическим молотком (рис. 82). Легкие шлифовальные круги надеваются на штифт или стержень, тяжелые шлифовальные круги ставятся на ребро на пол. Если пол твердый, следует подложить деревянный брус. При проведении испытания на звучание шлифовальные круги должны быть абсолютно сухие. Шлифовальный круг без трещин издает чистый звук; шлифовальные круги, на которых есть трещины, имеют глухое звучание. Шлифовальные круги с бакелитовой связкой издают не такой чистый звук, как керамические круги. Трещины часто не видны, их нельзя определить путем визуального контроля!
Рис. 82. Проверка кругов на звучание
Звуковой метод применяется для первичной оценки целостности кругов и состоит в том, что круги простукиваются неметаллическим предметом, например при проверке небольших кругов рукояткой отвертки. Для крупногабаритных кругов необходимо применить деревянный молоток, предварительно установив круг на твердой и ровной поверхности пола.
Поврежденные круги категорически нельзя брать в эксплуатацию. Допускается их повторная проверка на механическую прочность согласно действующим стандартам. Шлифовальные круги на
203
бакелитовой связке проверяются таким же образом. В данном случае получаемый тон менее звучный (приглушенный). Наличие трещин проявляется тоже в форме изменения тона.
Абразивный инструмент рекомендуется хранить в сухих, просторных, хорошо проветриваемых помещениях, по мере возможности, при постоянной температуре в пределах 10–30 С и влажности, не превышающей 70 %. Температура в помещении не должна быть ниже 4 С из-за возможности повреждения инструмента от замерзающей в порах воды. Последнее относится также к помещениям, в которых выполняются операции шлифования с использованием охлаждающих жидкостей и где существует возможность попадания влаги на круги. Особенно это касается абразивного инструмента на бакелитовой связке, который чувствителен к влаге, щелочной или кислой среде и перепадам температур. По этим причинам данный инструмент нельзя хранить на складах вместе с химическими веществами, а также допускать перегрева, в особенности одностороннего, например от радиаторов или нагревателей.
Абразивный инструмент на бакелитовой связке при длительном хранении утрачивает свои свойства, связка ослабляется, а неправильное хранение только ускоряет данный процесс. Гарантийный срок хранения установлен стандартами – 6 месяцев. Многолетний опыт работы предприятий и научные исследования свойств фенольных связующих позволяют установить срок возможного использования данного инструмента в течение двух лет с даты выпуска, при условии проведения испытаний на механическую прочность перед эксплуатацией, по истечении гарантийного срока хранения.
Любая транспортировка абразивного инструмента должна осуществляться в условиях, предотвращающих всякого рода повреждения, удары друг о друга или о твердые предметы. Рекомендуется перемещение или перевоз осуществлять с использованием специальных тележек с резиновым настилом. Перекатывание кругов по полу допускается только при условии применения резинового настила.
Для хранения кругов наиболее надежным и удобным решением являются стеллажи, изготовленные из деревянных или стальных конструкций с облицовкой мягким материалом, например резиной, полимерами и т.д. Круги желательно устанавливать вертикально на
204
приспособленных для этого полках. Крупногабаритные круги устанавливаются также вертикально на двух параллельных деревянных брусах, уложенных на ровном полу. Расстояние между брусами и их размеры рассчитываются так, чтобы исключить возможность удара круга (при установке) о поверхность пола.
Требования безопасности изложены в ГОСТ 12.3.028–82 и других нормативных документах. Выполнение их обязательно. Основные требования приведены в следующем разделе (формулировки, термины, обозначенияприведеныдословно из стандартов).
6.2. Требования к безопасной эксплуатации абразивного инструмента
Перед закреплением шлифовального круга необходимо произвести испытание на звучание. Между металлическими фланцами и кругом фланцами следует установить картонные или синтетические прокладки. Для работы при окружной скорости 50 м/с компания «Винтертур» рекомендует использовать синтетические прокладки (полипропилен толщиной 0,5 мм). Картонные прокладки необходимо смочить смазочноохлаждающей жидкостью. При применении картонных прокладок на следующий день следует подтянуть натяжные болты. Затяжка болтов производится только с помощью динамометрического ключа. Последовательность затяжки болтов показанацифраминарис. 83.
Рис. 83. Затяжка болтов с помощью динамометрического ключа
205

Требования безопасностиприработесабразивныминструментом:
1.Заточные, шлифовальные и отрезные станки, а также абразивный инструмент должны соответствовать общим требованиям ГОСТ 12.3.028.
2.К проведению испытаний абразивного инструмента должны допускаться работники не моложе 18 лет, которые прошли медицин-
ский осмотр, обучение, проверку знаний правил охраны труда и имеют соответствующую запись в квалификационном удостоверении на право выполнения специальных работ.
3.На каждом абразивном шлифовальном круге, который после получения его с завода-изготовителя прошел испытание, должна быть сделана отметка краской или на его нерабочей поверхности должен быть наклеен специальный ярлык с указанием порядкового номера круга, даты проведения испытания, условного знака или подписи работника, ответственного за проведение испытаний.
Запрещается эксплуатация кругов с трещинами на поверхности,
атакже кругов, не имеющих отметки о проведении испытаний на механическую прочность или с истекшим сроком хранения.
4.На шлифовальных и от-
резных кругах, работающих со |
|
|
скоростью более 35 м/с диамет- |
|
|
ром 250 мм и более, а также на |
|
|
шлифовальных кругах, предна- |
|
|
значенных для работы на ручных |
|
|
шлифовальных машинах, должны |
|
|
быть нанесены цветные полосы, |
|
|
характеризующие рабочую ско- |
|
|
рость вращения кругов: голубая – |
Рис. 84. Общий вид нанесения |
|
50 м/с; желтая – 60 м/с; красная – |
||
цветных полос, характеризующих |
||
80 м/с; зеленая – 100 м/с; зеленая |
допускаемую максимальную рабо- |
|
и голубая– 120 м/с (рис. 84). |
чую скорость вращения кругов |
Допускается нанесение цветных полос на этикетку – при условии ее прочного скрепления с кругом.
5. Остальные требования к маркировке абразивного инструмента должны соответствовать стандартам и техническим условиям на конкретный вид инструмента.
206
6. Заточные и шлифовальные станки должны быть оборудованы:
блокирующими устройствами, для остановки стола и шлифовального круга при прекращении подачи электроэнергии на плиту, станки с электромагнитными плитами;
люнетами – круглошлифовальные станки. Люнеты позволяют шлифовать длинные детали, у которых отношение длины к диаметру больше или равно 8;
отсасывающими устройствами – станки, при работе на которых
ввоздухе рабочей зоны образуется пыль, концентрация которой превышает предельно допустимую;
групповыми или индивидуальными установками для отсасывания вредных аэрозолей из зоны обработки – шлифовальные станки, работающие с использованием охлаждающей жидкости.
7. Приспособления, применяемые для установки инструмента на станках, должны обеспечивать соосность инструмента со шпинделем станка, зажатие сегментов по длине не менее его высоты и надежность закрепления инструмента. Зазор между отверстием круга и посадочным местом должен быть в пределах допусков на диаметр посадочного отверстия согласно требованиям ГОСТ 2424 и ГОСТ 21963, а допуск для посадок– требованиямГОСТ2270.
8. Подручники, применяемые при обработке шлифовальными кругами деталей, которые жестко не закреплены на станке, должны удовлетворять следующим требованиям:
подручники должны иметь передвижную конструкцию – для обеспечения установки и закрепления подлежащих шлифовке и полировке мелких изделий в требуемом положении. Станок с двумя подручниками должен иметь независимое перемещение их;
подручники должны иметь площадку достаточного размера – для обеспечения устойчивого положения обрабатываемого изделия;
подручники должны устанавливаться так, чтобы верхняя точка соприкосновения изделия со шлифовальным кругом находилась выше горизонтальной плоскости, проходящей через центр круга, но не более чем на 10 мм;
207
зазор между краем подручника и рабочей поверхностью шлифовального круга должен быть меньше половины толщины шлифуемого изделия, но не более 3 мм;
на краях подручников со стороны шлифовального круга не должно быть выбоин, сколов и других дефектов.
Во времяработыстанкане разрешается переставлятьподручники. 9. Абразивный инструмент и элементы его крепления (болты, гайки, фланцы и т.п.) необходимо ограждать прочно закрепленными
на станке защитными кожухами.
10. Защитные кожухи для шлифовальных кругов, имеющих рабочую скорость до 100 м/с, должны удовлетворять следующим требованиям:
кожухи должны изготавливаться в виде сварных конструкций из листовой углеродистой конструкционной стали марок ВСтЗ, ВСт2
всоответствии с ГОСТ 380, стали марок 20, 15 – с ГОСТ 1050 или в виде отливок из стали 25 Л-П и 35 Л-П – в соответствии с ГОСТ 977;
форма и толщина стенок защитных кожухов должны соответствовать требованиям ГОСТ 12.3.028, а кожухов для ограждения шлифовальных кругов при работе на ручных пневматических и электрических шлифовальных машинах – требованиям ГОСТ 12634;
обод и боковые стенки защитного кожуха, изготавливаемого из листовой стали, должны быть сварены сплошным, без наплывов и прожогов, усиленным швом, высота которого не должна быть меньше толщины боковой стенки. В местах вырезов в кожухе под устройства для правки инструмента или для других целей стенки кожуха должны быть усилены не менее чем на толщину стенки, и при этом ширина усиления стенки кожуха должна быть не меньше удвоенной толщины стенки. Не допускается применять кожухи с наружными трещинами сварного шва и околошовной зоны, с несварными кратерами, подрезами и непроварами корня шва и т.п.;
угол раскрытия над горизонтальной плоскостью, проходящей через ось шпинделя станка, не должен превышать 30° – для кожухов, не имеющих предохранительных козырьков. Если угол раскрытия превышает 30°, должны устанавливаться передвижные металлические предохранительные козырьки.
208
11. Передвижные металлические предохранительные козырьки, позволяющие уменьшить зазор между козырьком и кругом при его износе, должны удовлетворять следующим требованиям:
конструкция козырьков должна обеспечивать перемещение
изакрепление их в разных положениях;
ширина передвижного предохранительного козырька должна превышатьрасстояниемеждудвумяторцевымистенкамизащитногокожуха;
толщина козырька должна быть не меньше толщины цилиндрической части защитного кожуха.
Перемещатькозырькиразрешаетсятолько послеостановкикруга. 12. Круги типов 1,2,6,7,11 36 (ПР, ПН, К, ЧЦ, ЧК) в соответствии с ГОСТ 2424 и сегментные круги для шлифования торцом должны
быть ограждены защитными кожухами. Выступающая часть инструмента должна быть менее 50 % его высоты, но не более 25 мм – для кругов типов 1, 2, 6, 7, 11, 36 и 40 мм – для сегментных кругов.
На зубошлифовальных и других станках, где по характеру выполняемой работы шлифовальный круг должен выступать более чем на 25 мм, должно предусматриваться дополнительное ограждение рабочей зоны.
13. Зазор между кругом и верхней кромкой раскрытия подвижного кожуха, а также между кругом и предохранительным козырьком должен быть не более 6 мм. Зазор между боковой стенкой защитного кожуха и фланцами для крепления круга наибольшей высоты, применяемого на данном станке, должен быть от 5 до 10 мм. При выполнении работ съемная крышка защитного кожуха должна быть надежно закреплена.
14. Шлифовальные и заточные станки с горизонтальной осью вращения круга, предназначенные для обработки вручную и без подвода смазочно-охлаждающей жидкости (СОЖ) (стационарного исполнения, на тумбе и настольные), должны быть оснащены стационарным защитным экраном для глаз. Защитный экран должен удовлетворять следующим требованиям:
экран должен изготавливаться из безосколочного материала толщиной не менее 3 мм;
209
конструкция экрана должна предусматривать возможность переустановки его в соответствии с размером обрабатываемой детали и степенью износа шлифовального круга;
экран должен располагаться симметрично по отношению
кшлифовальному кругу;
ширина экрана должна превышать высоту круга не менее чем на 150 мм.
При невозможности использования стационарного защитного экрана должны применяться защитные очки с упрочненными стеклами.
15. На станках и устройствах, предназначенных для обтачивания шлифовальных кругов, необходимо устанавливать защитные приспособления – для предотвращения, в случае разрыва шлифовального круга, попадания на работников разлетающихся частиц этого круга и правильного инструмента.
16. Процесс установки и снятия шлифовальных кругов массой более 15 кг должен быть механизирован.
17. Шлифовальные станки с рабочей скоростью круга 60 м/с и более должны иметь:
дополнительные защитные устройства – в виде металлических экрановиограждений, закрывающих рабочую зону пришлифовании;
щитки, закрывающие открытую часть шлифовального круга при его отводе.
18. Предельно допустимые диаметры сработанных шлифовальных кругов исходным диаметром 6 мм и более должны соответствовать, в зависимости от вида закрепления круга согласно требованиям ГОСТ 2270, следующим значениям, мм:
на шпильке диаметром d......................................................... |
d + 2; |
на винте с головкой диаметром d2......................................... |
d2 + 2; |
нашпинделе(оправке) винтомсголовкойдиаметромd2........ |
d2 + 10; |
нашпинделе(оправке) фланцамидиаметромd1 = d2………...d1 + 10;
на переходных фланцах диаметромd1 = d2........................ |
d1(d2) + 20. |
210