

С. Ю. Жачкин
ТЕПЛОФИЗИКА ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ
Учебное пособие
Воронеж 2010
ГОУ ВПО «Воронежский государственный
технический университет»
С. Ю. Жачкин
ТЕПЛОФИЗИКА ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ
Утверждено Редакционно-издательским советом
университета в качестве учебного пособия
Воронеж 2010
УДК 621.9.02.001
Жачкин С.Ю. Теплофизика обработки материалов резанием: учеб. пособие / С.Ю. Жачкин. Воронеж: ГОУ ВПО «Воронежский государственный технический университет», 2010. 393 с.
В учебном пособии рассматриваются вопросы влияния различных параметров обработки на температуру в зоне резания. Приводятся различные методики количественной и качественной оценки температуры на лезвиях инструмента.
Учебное пособие соответствует требованиям Государственного общеобразовательного стандарта высшего профессионального образования по направлению 151000 «Конструкторско-технологическое обеспечение автоматизированных машиностроительных производств», специальности 151002 «Металлообрабатывающие станки и комплексы», дисциплине «Резание материалов». Пособие предназначено для студентов 3 и 4 курсов очной формы обучения.
Учебное пособие подготовлено в электронном виде в текстовом редакторе MS Word XP и содержится в файле 01.doc.
Табл. 12. Ил. 130. Библиогр.: 95 назв.
Рецензенты: кафедра ИПА ВАИУ (г. Воронеж) (Зав. кафедрой д-р техн. наук Д.Е. Барабаш)
д-р техн. наук. А.В. Кузовкин
Жачкин С.Ю., 2010
Оформление. ГОУВПО Воронежский
государственный технический университет, 2010
Введение
Совершенствование технологических процессов в машиностроении вызывает необходимость изучения тепловых явлений, возникающих при механической обработке деталей. Повышение прочности, вязкости и некоторых других свойств конструкционных материалов, характерное для элементов современных машин, интенсификация режимов обработки приводят к тому, что температура процесса становится одним из факторов, ограничивающих производительность операций и оказывающих существенное влияние на качество и точность изделий. В связи с этим возникает необходимость управления тепловыми явлениями при механической обработке материалов. Такое управление особенно необходимо в массовом автоматизированном производстве с целью поддержания стабильности технологического процесса и обеспечения заданной точности размеров и формы изделий во времени. Температура инструмента или детали, измеренная с помощью специальных датчиков, используется в качестве аргумента обратной связи в устройствах, автоматически регулирующих режим работы при изменении технологических условий.
Описание основных закономерностей теплообмена и разработка на их основе рекомендаций по управлению тепловыми явлениями составляют предмет теплофизики механической обработки материалов. Эта отрасль технологической науки особенно успешно развивается в нашей стране применительно к процессам сварки [64], обработки лезвийными и шлифовальными инструментами [3, 13, 27, 54, 84], формоизменения без снятия стружки [40]. Однако темпы внедрения методов и рекомендаций теплофизики процессов механической обработки в инженерную практику еще не удовлетворяют задачам повышения эффективности технологических процессов. Одной из причин этого является недостаточное знакомство с теоретическими основами технологической теплофизики и практическими результатами анализа тепловых явлений при механической обработке материалов.
Содержание глав книги удовлетворяет интересам различных групп читателей. Основы метода источников, его математический аппарат и моделирование тепловых явлений изложены в главе 1. Главы 2, 3 и 4 освещают методы теплофизического анализа и способы расчета температур при резании лезвийными инструментами, шлифовании и финишной обработке поверхностей без снятия стружки. В главе 5 описаны методы измерения температур. Практические рекомендации по повышению эффективности технологических операций и качества изделий, основанные на анализе тепловых явлений, приведены в главе 6.
1. ОБЩАЯ ХАРАКТЕРИСТИКА ТЕПЛОФИЗИЧЕСКОЙ ОБСТАНОВКИ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ МАТЕРИАЛОВ И МЕТОДЫ ЕЕ МАТЕМАТИЧЕСКОГО ОПИСАНИЯ
1.1 Классификация источников теплоты
В процессе механической обработки возникают тепловые источники как результат перехода в теплоту энергии деформации обрабатываемого материала и работы трения на контактных поверхностях инструмента. Источники теплоты могут образоваться также вследствие дополнительного подогрева обрабатываемого предмета (будем в дальнейшем называть его деталью) струей плазмы, вводом в зону обработки электрического тока или другим способом.
Стоками обычно называют источники отрицательной интенсивности, при воздействии которых теплота отводится от твердого тела. Стоки теплоты могут образоваться, например, на участках соприкосновения детали или инструмента с охлаждающей жидкостью или газом.
Широкая номенклатура технологических операций и разнообразие условий механической обработки приводят к многообразию форм и других характеристик источников и стоков теплоты, возникающих в реальных процессах. Однако все источники и стоки могут быть расклассифицированы по некоторым основным признакам, что позволяет систематизировать и в некоторой мере унифицировать решение задач технологической теплофизики.
К основным признакам, по которым будем классифицировать источники (стоки) теплоты, относятся: 1) расположение по отношению к телам, участвующим в процессе обработки; 2) форма; .4) закон распределения интенсивности; 4) скорость перемещения; 5) время функционирования; 6) стабильность основных характеристик источника во времени.
Расположение и форма источников. По расположению источники теплоты можно разделить на внешние, действующие на поверхностях тел, и внутренние, функционирующие в их массе. Источники, возникающие в зоне обработки, и принципе являются внутренними, так как и энергия деформации, и энергия трения выделяются в некоторых объемах. Однако и споем большинстве толщина слоев, в которых выделяется теплота, настолько мала, что такие источники можно полагать внешними, действующими на поверхностях тел, участвующих в процессе обработки.
В реальных технологических условиях источники и стоки теплоты возникают в объемах и областях, форму и размеры которых не всегда можно точно обрисовать. При теплофизическом анализе реальные источники заменяют идеализированными, форма которых в той или иной степени приближена к фактической. Такие идеализированные источники могут быть трехмерными, двухмерными, одномерными и точечными. В трехмерных (объемных) источниках теплота распределена по некоторому объему. Они могут иметь форму параллелепипеда, цилиндра, сферы и других пространственных тел с разными законами распределения теплоты.
Если размер объемного источника в направлении одной из осей координат настолько меньше размеров в других направлениях, что им можно пренебречь, то источник полагают двухмерным. В зависимости от вида поверхности, на которой расположен источник, последний может быть плоским, цилиндрическим, сферическим, коническим и т. д. В каждом из них теплота распределена по занимаемому им участку поверхности по тому или иному закону.
Одномерными (линейными) называют источники, один из размером которых настолько пропитает другие, что величиной последних можно пренебречь, полагая их равными нулю. Так образуются источники в виде участка прямой линии, дуги окружности и т. д.
Наконец, если все размеры источника по отношению к размерам интересующей нас области твердого тела весьма малы, источник можно полагать точечным. Такой источник используется в качестве некоторой математической абстракции, с помощью которой часто конструируют методику описания процесса распространения теплоты источников более сложных форм.
Любой из упомянутых источников, за исключением точечного, может быть неограниченным или ограниченным. Ограничение в зависимости от вида и особенностей источника может быть по одной, двум или трем координатным осям, причем, естественно, ограничений не может быть больше одного для одномерного, двух для двухмерного и трех для трехмерного источников. Так, одномерный источник может быть ограниченным, если он занимает отрезок или часть окружности (рис. 1). Ограниченным в одном направлении является двухмерный источник, имеющий вид плоской бесконечной полосы (полосовой источник), или источник, расположенный на боковой поверхности цилиндра, но ограниченный вдоль оси последнего.
Закон распределения интенсивности является одной из важнейших характеристик источника. Интенсивностью называется тепловая мощность (количество теплоты, образующейся в единицу времени), приходящаяся на единицу объема W, площади F или длины L соответственно для трех-, двух- и одномерного источников. В процессах механической обработки возникает несколько источников теплоты. Чтобы для каждого из них установить тепловую мощность Q [кал/с] необходимо: 1) определить общую тепловую мощность процесса и 2) распределить последнюю между конкретными источниками, возникающими в данной технологической операции, т. е. составить приходную часть теплового баланса.
Общая тепловая мощность процесса Qобщ = Q + Qдоп, где мощность Q возникает вследствие преобразования в теплоту механической работы, а мощность Qдоп (дополнительная) — вследствие подогрева зоны обработки (электрическим током, плазмой или другим способом). Если дополнительный нагрев не применяется, то Qобщ = Q.
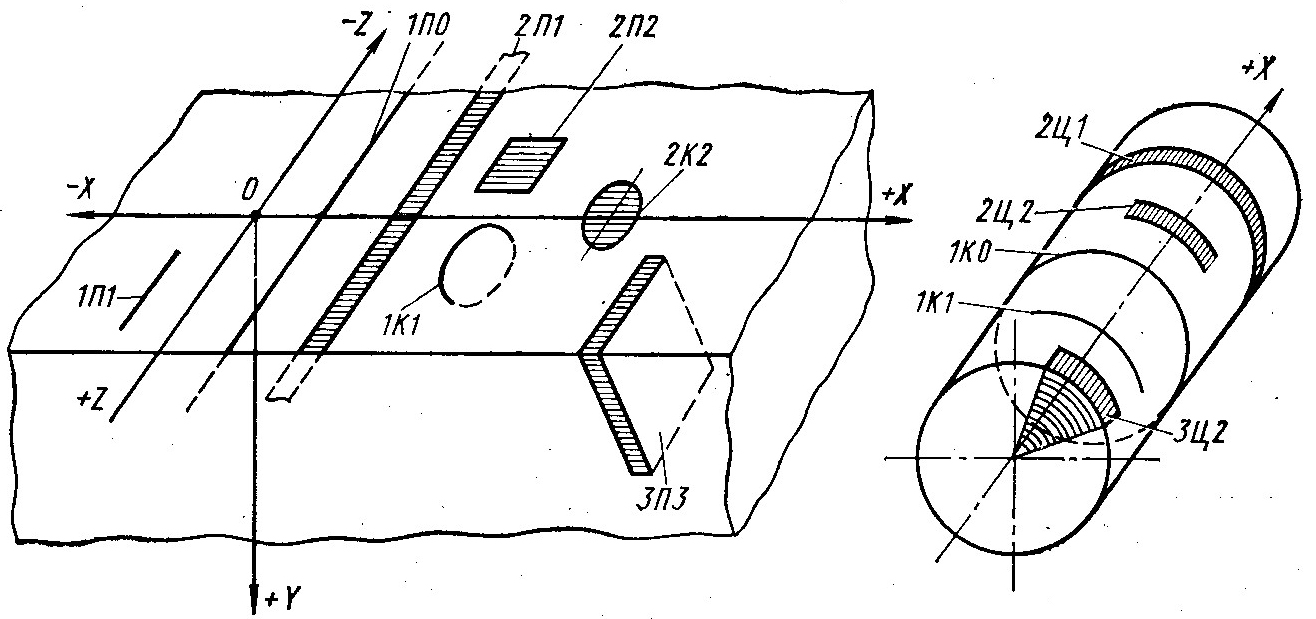
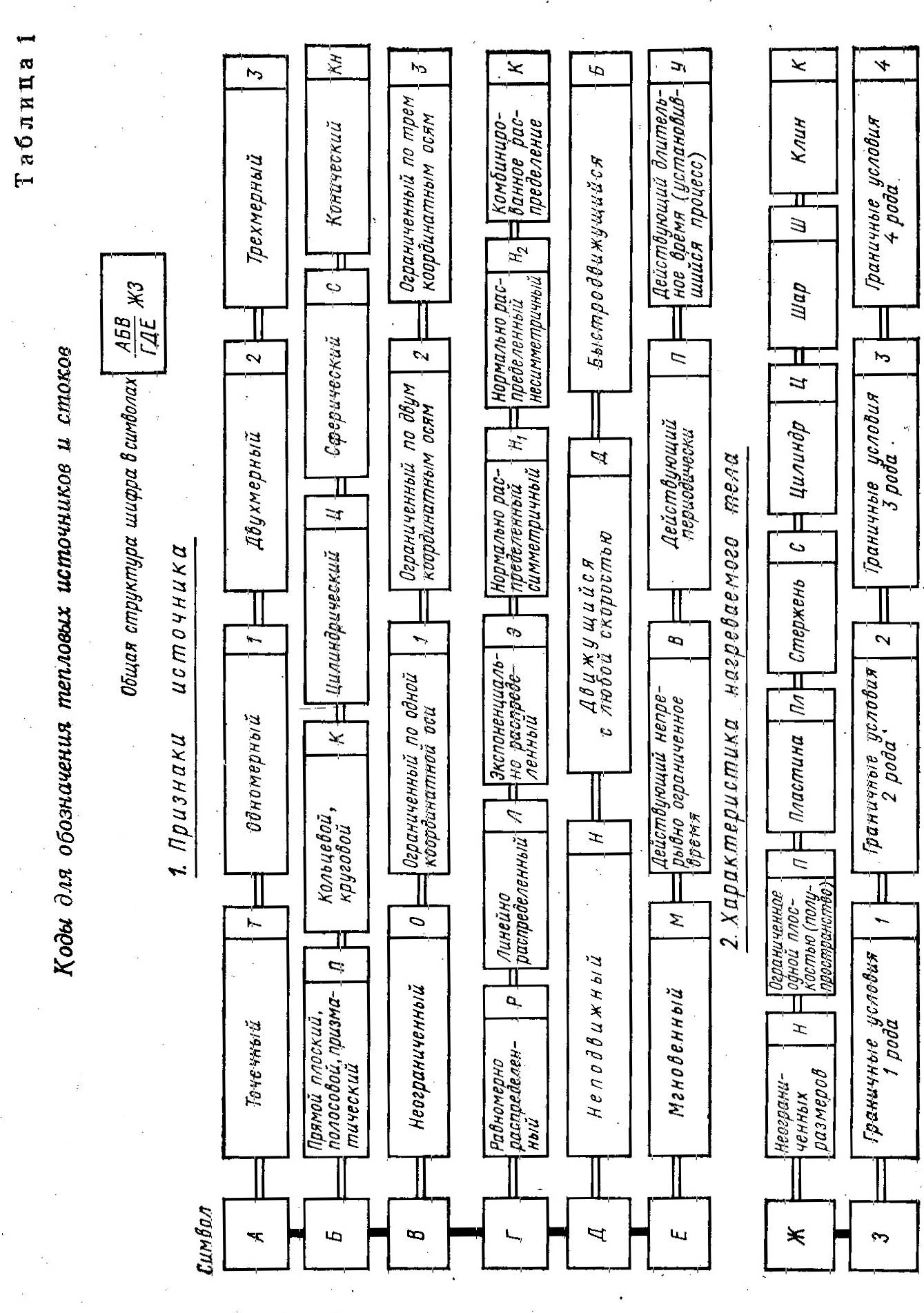
Рис. 1. Идеализированные источники теплоты (кодовые обозначения — по табл. 1): 1П0 1П1 1К1, 1 КО — одномерные: прямой (линейный) неограниченный, прямой ограничённый, кольцевой ограниченный, кольцевой; 2П1, 2Ц1 — двухмерные: плоский (полосовой) и цилиндрический, ограниченные в одном направлении; 2П2, 2Ц2 — двухмерные: прямоугольный и цилиндрический, ограниченные в двух направлениях; 2К2 — двухмерный круговой; ЗПЗ, ЗЦ2 — трехмерные (объемные): призматический, ограниченный в трех направлениях и цилиндрический, ограниченный в двух направлениях
Между механической мощностью
процесса N [кгс
м/с] и ее тепловым эквивалентом Q
[кал/с] теоретически нет полной
количественной идентичности, так как
часть механической энергии переходит
в поглощенную энергию деформации
кристаллической решетки обрабатываемого
материала. Однако ряд исследований
показал, что при больших степенях
деформации, характерных для процессов
механической обработки, поглощенная
энергия незначительна, и с достаточной
для практики точностью можно полагать,
что вся работа переходит в теплоту, т.е.
![]() кал/с, где M=427
кгс м/ккал – механический эквивалент
тепловой энергии.
кал/с, где M=427
кгс м/ккал – механический эквивалент
тепловой энергии.
Приходная часть теплового баланса при механической обработке может быть представлена как
![]() (1)
(1)
где Qд
— теплота, эквивалентная работе
деформации;
![]() — теплота, эквивалентная работе трения
на каждом из т участков,
где оно возникает. Конкретные значения
слагаемых в формуле (1) рассмотрены ниже
в соответствующих главах применительно
к тому или иному виду обработки.
— теплота, эквивалентная работе трения
на каждом из т участков,
где оно возникает. Конкретные значения
слагаемых в формуле (1) рассмотрены ниже
в соответствующих главах применительно
к тому или иному виду обработки.
Если тепловая мощность данного источника Q кал/с распределена по некоторому объему, расположенному в системе координат X, Y, Z, то между элементом тепловой мощности и интенсивностью источника q (х, у, z) существует очевидное соотношение
dQ (x, y z) = q (x, y, z) dx dy dz (2)
В реальных технологических процессах распределение интенсивности источников описывается сложными закономерностями. При теплофизическом анализе прибегают к некоторым идеализированным законам распределения интенсивности источников и стоков и пространстве и времени.
Рассмотрим некоторые идеализированные законы, часто встречающиеся при теплофизическом анализе процессов механической обработки материалов.
Самым простым является равномерное распределение, когда q0 не зависит от координат и времени. С помощь формулы (1) получаем
 кал/(см3 · с);
кал/(см3 · с);
 кал/(см2 · с);
кал/(см2 · с);
 кал/(см · с);
кал/(см · с);
соответственно для трех-, двух- и одномерного источников, что отмечено индексами при q.
Следующую группу представляют
источники с линейно распределенной
интенсивностью. В качестве примера
рассмотрим объемный призматический
источник, ограниченный в трех направлениях,
интенсивность которого в двух направлениях
распределена по линейным закона, а в
третьем – равномерно (рис.2 слева). Для
этого источника q
(x,
y,
z)=q0-k1x-k2y.
Из условий q
(l,
0, z)=
0 и q(x,
Δ,
z)=0
получаем k1=q0/l
и
![]()
Тогда ![]()
и ![]()
откуда ![]() кал/(см3 · с).
кал/(см3 · с).
Закон распределения интенсивности источника имеет вид Следовательно,
![]() (3)
(3)
где
![]() -
безразмерные абсцисса и
ордината любой точки внутри источника.
-
безразмерные абсцисса и
ордината любой точки внутри источника.
На рис. 2 справа приведен двухмерный источник с распределением интенсивности по экспоненциальному закону q (х) = q0ехp [-kx] по оси ОХ и равномерно — по оси OY. Через ехр [-kx] обозначена экспоненциальная функция e-kx, что делают обычно при записи сложных показателей. Используя формулу (2), получаем
![]()
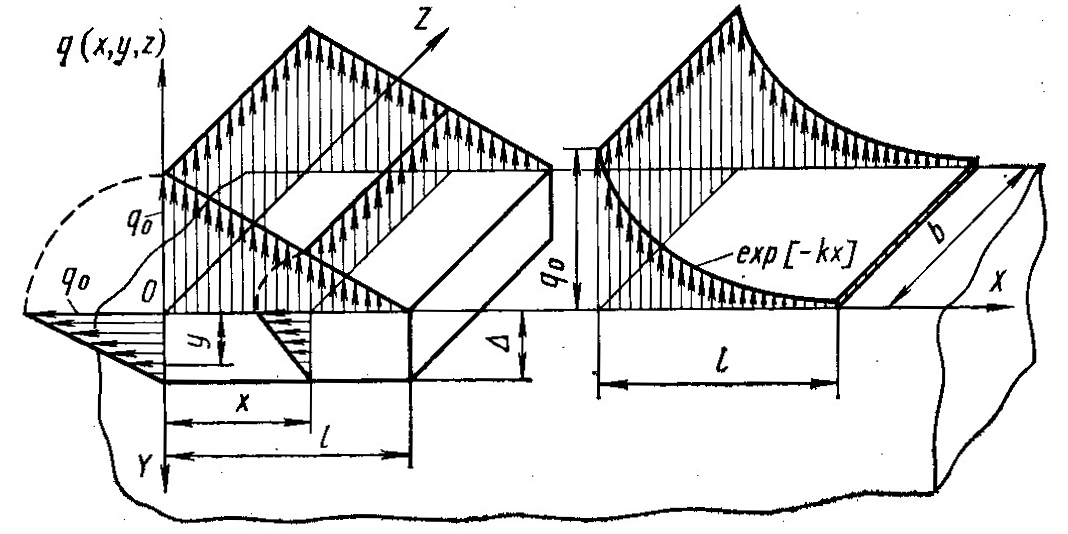 Рис.
2. Источники с распределением интенсивности
по линейному и экспоненциальному законам
Рис.
2. Источники с распределением интенсивности
по линейному и экспоненциальному законам
Экспоненциальная функция exp
[-u] быстро убывает с
увеличением u, так что при
u=3 ее значение составляет
около 5% от exp[0]=1. Поэтому
в случае, когда источник в точке x=l
имеет интенсивность, близкую к нулю,
можно положить
![]() и
получить
и
получить
![]() (4)
(4)
где по-прежнему![]()
Большую группу идеализированных источников, применяемых в технологической теплофизике, составляют источники с распределением интенсивности но нормальному закону. К этой группе относятся нормальные - линейные, нормально-плоские (полосовые), нормально-круговые и нормальные - объемные источники теплоты.
Общим для всех их является то, что распределение интенсивности вдоль одной, двух или трех осей координат подчиняется закону нормального распределения. Рассмотрим, например, двухмерный ограниченный источник длиною 21 (рис. 3, слева). Вдоль оси ОХ он имеет закон распределения
q (х) = q0exp [—kx2], а вдоль оси OZ распределен равномерно. Коэффициент k, характеризующий «остроту» кривой нормального распределения, называют коэффициентом сосредоточенности теплового потока. Для нормально-плоского источника имеем
![]()

Рис.3. Нормально распределенные источники – плоский и груговой
Известно что
 (5)
(5)
где Ф (ри)
— функция интеграла
вероятности Гаусса, иногда обозначаемая
erf
[ри].
Для этой функции,
значения которой табулированы [36, 64,
86], Ф(0)=0; Ф(![]() )=1;
Ф(-pu)=-Ф(pu).
)=1;
Ф(-pu)=-Ф(pu).
Используя формулу (5), получаем для нашего случая
![]() (6)
(6)
В правой части выражения
учтено, что при![]() ,
и обозначено
,
и обозначено
![]()
Частным случаем рассмотренного симметричного плоского источника с нормальным распределением является несимметричный источник, у которого закон распределения интенсивности описывается только одной половиной кривой нормального распределения. Для последнего выражение (6) справедливо при условии, что длина источника равна l, а в числителе формулы появится коэффициент 2.
Нормально-круговой двухмерный источник, показанный на рис. 3 справа, описывается формулой
![]() (7)
(7)
где p=r/R – безразмерный текущий радиус.
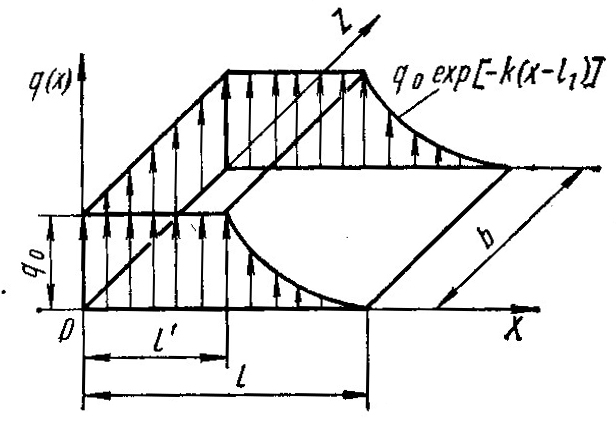
Рис.4. Источник с комбинированным законом распределения
Этот источник является частным случаем нормально-эллипсоидного трехмерного источника, имеющего вид половины эллипсоида вращения, по каждой из осей координат которого распределение подчиняется нормальному закону с коэффициентами сосредоточенности kx, ky и kz. Для нормально-эллипсоидного источника
![]() (8)
(8)
Наконец, остановимся на
комбинированном законе распределения,
описываемом на различных участках
разными закономерностями. Примером
здесь может служить источник, представляющий
собой теплоту трения на площадке контакта
между стружкой и резцом (рис. 4). Можно
полагать, что на первой части контактной
площадки теплота распределена равномерно,
а на второй — по некоторой убывающей
кривой, которая хорошо аппроксимируется
экспонентой. Для такого комбинированного
источника
![]() ,
так как общая тепловая мощность
складывается из мощностей на каждом
участке. Определив
из последнего
выражения q0,
получаем формулы для
описания закона распределения
интенсивностей:
,
так как общая тепловая мощность
складывается из мощностей на каждом
участке. Определив
из последнего
выражения q0,
получаем формулы для
описания закона распределения
интенсивностей:
![]()
 кал/(см2 · с); (9)
кал/(см2 · с); (9)
![]() кал/(см2 · с),
кал/(см2 · с),
где ψ=x/l и
![]()
Скорость перемещения источников в теплофизических расчетах характеризуют обычно безразмерным критерием Пекле
![]() (10)
(10)
где
![]() — скорость движения источника, l
— его характерный
размер, а
— скорость движения источника, l
— его характерный
размер, а
![]() — коэффициент температуропроводности
тела, в котором движется источник.
Критерии подобия, представляющие собою
безразмерные комплексы, позволяют
сокращать число переменных при
теплофизическом анализе и обобщать
результаты последнего на целый класс
подобных явлений.
— коэффициент температуропроводности
тела, в котором движется источник.
Критерии подобия, представляющие собою
безразмерные комплексы, позволяют
сокращать число переменных при
теплофизическом анализе и обобщать
результаты последнего на целый класс
подобных явлений.
По скорости перемещения источники разделяют на неподвижные (Ре = 0), движущиеся с любой скоростью, и быстродвижущиеся (Ре≥10). Скорость перемещения быстродвижущегося источника превышает скорость распространения теплоты в данном теле; следовательно, теплота не распространяется впереди источника (по направлению движения), а только под ним и позади него. Расчеты показывают, что в подавляющем большинстве случаев при механической обработке материалов источники можно полагать быстродвижущимися [54].
Время функционирования. В теплофизических расчетах время описывают обычно безразмерным критерием Фурье
![]() , (11)
, (11)
где
![]() — время.
— время.
По времени функционирования источники можно разделить на 1) мгновенные (Fo→ 0), 2) действующие в течение конечного промежутка времени, 3) действующие периодически и 4) действующие столь длительное время, что процесс теплообмена под влиянием данного источника можно полагать установившимся. Предельные значения критерия Fo, соответствующие переходу от неустановившегося к установившемуся теплообмену, зависят от конкретной теплофизической обстановки в зоне обработки.
Мгновенных источников на практике не существует, но в некоторых технологических процессах тепловыделение происходит столь кратковременно, что длительностью этого импульса можно пренебречь. Мгновенный источник в теплофизике используется как некоторая абстракция, позволяющая конструировать математические выражения для описания процесса распространения теплоты в сложных случаях.
Стабильность основных характеристик источников во времени. В ряде случаев при механической обработке характерные признаки источников и стоков могут меняться во времени. Так, при точении ступенчатого валика на станках с программным управлением скорость перемещения источника по отношению к детали меняется во времени дискретно, а при точении торцевых поверхностей дисков — непрерывно. Ввиду большого разнообразия условий, вызывающего непостоянство основных характеристик источников во времени, будем разделять их в дальнейшем в самом общем виде на стабильные и нестабильные. Предполагается, что у последних происходит во времени существенное изменение формы, размеров, скорости движения, интенсивности одновременно или порознь.
Классификационный код и шифровка источников. Для краткой записи особенностей того или иного источника или стока введем шифровку его признаков. Это целесообразно как для удобства оперирования терминами, так и для подготовки алгоритмов и программ при машинном счете.
Кодированная запись источника состоит из трех групп обозначений, приведенных в табл. 1. Шифр первой группы содержит три цифры (символы АБВ), соответствующие особенностям формы источника. Вторую группу (символы ГДЕ) образуют цифры, условно характеризующие закон распределения интенсивности, вид движения и время функционирования источника. Третья группа обозначений (символы ЖЗ) характеризует в общем виде форму тела, в котором действует источник, и условия на границах этого тела (см. ниже).
Систему записи покажем на
примере. Пусть требуется обозначить
двухмерный плоский источник, ограниченный
в одном направлении (полосовой), с
экспоненциальным законом
распределения интенсивности, движущийся
с любой
скоростью длительное время по пластине
с граничными
условиями второго рода. Согласно таблице
кодов такой источник получает шифр
![]() Пл2. Сопоставление словесной формулировки
и шифра свидетельствует в пользу
последнего.
Пл2. Сопоставление словесной формулировки
и шифра свидетельствует в пользу
последнего.
При пользовании таблицей
кодов необходимо следить, чтобы
обозначение не противоречило фактическим
признакам источника. Так, например, все
источники, код которых начинается с
цифры 1 (одномерные), не могут быть
цилиндрическими, сферическими и т. д.,
не могут иметь ограничений по двум или
трем координатным осям. Если источник
или сток вообще не могут иметь какого-либо
признака, то в шифре на соответствующем
месте ставится цифра 0. В соответствии
с этим точечный источник, неподвижный,
функционирующий ограниченное время в
клине с граничными условиями
первого рода, должен получить шифр
![]() К1, так как он не может иметь формы,
ограничения по размерам и закона
распределения интенсивности.
К1, так как он не может иметь формы,
ограничения по размерам и закона
распределения интенсивности.
Табл. 1 предусматривает шифровку источников, стабильных во времени.
1.2 Общие принципы схематизации тел и источников,
участвующих в теплообмене при механической
обработке материалов
Схематизация свойств и теплофизических характеристик обрабатываемых и инструментальных материалов. Математическое описание не может полностью отобразить все стороны изучаемого явления. Однако для исследования основных закономерностей, и особенно в целях решения практических задач, не всегда необходимо учитывать все стороны и детали явления, тем более, что погрешности решения, вызванные усложнением математического аппарата, могут в отдельных случаях свести на нет уточнения, достигнутые детализацией процесса. Поэтому важнейшим этапом теплофизического анализа является разумная схематизация самого процесса, свойств и формы, участвующих в нем тел.
Рассмотрим общие принципы
схематизации компонентов процесса
теплообмена применительно к интересующим
нас задачам. В последующих главах эти
принципы будут приложены к условиям
того или иного вида механической
обработки и по мере необходимости
уточнены и конкретизированы. Прежде
всего, условимся, как правило, не учитывать
неоднородность обрабатываемых и
инструментальных материалов, поскольку
области, в которых изучаются температурные
поля, обычно во много раз превышают
объемы, где ощутимо различие компонентов
структуры материала. Исключение может
быть сделано для шлифовальных инструментов,
содержащих режущие зерна и связку,
поскольку здесь тепловые процессы
иногда описываются в областях, соизмеримых
с размерами зерен. Если же в такой
детализации нет необходимости, то
шлифовальный инструмент может полагаться
однородным, с тем, однако, что его
теплофизические характеристики должны
иметь некоторое приведенное значение.
Так, средний по объему коэффициент
теплопроводности шлифовальных
инструментов можно рассчитывать по
формуле ,
где
,
где
![]() коэффициенты теплопроводности отдельных
компонентов (зерна, связка, воздушные
поры), a
pi
- относительные
объемные концентрации каждого из них,
определяемые рецептурой инструмента
и его технологией.
коэффициенты теплопроводности отдельных
компонентов (зерна, связка, воздушные
поры), a
pi
- относительные
объемные концентрации каждого из них,
определяемые рецептурой инструмента
и его технологией.
Следующим важным вопросом, относящимся к схематизации свойств материалов, участвующих в процессе, является определение необходимости учитывать зависимость теплофизических характеристик — коэффициента теплопроводности λ и объемной теплоемкости ср (с — удельная массовая теплоемкость, р — плотность) от температуры. На рис. 5 приведены средние значения λ [кал/(см·с·°С)] и с [кал/(г·°С)] в зависимости от температуры для нескольких групп обрабатываемых материалов, построенные нами на основании литературных данных.

Рис. 5. Средние значения коэффициентов теплопроводности λ и массовой теплоемкости с в зависимости от температуры:
1-углеродистые стали; 2 – низко- и среднелегированные стали; 3 — сплавы на основе урана; 4 — хромистые нержавеющие стали; 5 - жаропрочные сплавы на основе кобальта; 6- аустенитные стали; 7 - жаропрочные сплавы на основе никеля; 8 - сплавы на основе циркония; 9 - жаропрочные сплавы на основе титана
В достаточно широком
диапазоне температур зависимости λ
(θ) и ср (θ) описываются
уравнениями
![]() и
и
![]() , причем значения коэффициентов а
и b
зависят от химического
состава и термообработки материалов.
В более узких диапазонах температур
зависимости λ
(θ) и ср (θ) можно в
первом приближении полагать линейными
по отношению к θ.
, причем значения коэффициентов а
и b
зависят от химического
состава и термообработки материалов.
В более узких диапазонах температур
зависимости λ
(θ) и ср (θ) можно в
первом приближении полагать линейными
по отношению к θ.
Однако даже столь сравнительно грубый способ схематизации, каким является линеаризация зависимостей λ (θ) и ср (θ), удается использовать для аналитического описания процесса распространения теплоты при механической обработке только в особых случаях. Дело в том, что для теплофизического анализа необходимо применительно к каждому из твердых тел, участвующих в процессе, с учетом его конкретной формы и условий на граничных поверхностях решать дифференциальное уравнение теплопроводности
 (12)
(12)
где θ = θ (х,
у, z,
)
— температура точки с координатами х,
у, z
в момент времени
;![]() —
проекции на координатные оси вектора
скорости перемещения внешнего источника
теплоты.
—
проекции на координатные оси вектора
скорости перемещения внешнего источника
теплоты.
Аналитическое решение нелинейного дифференциального уравнения (12) для более или менее сложных случаев представляет значительные трудности, а для многокомпонентных систем, какими являются технологические операции, пока практически неосуществимо. При необходимости могут быть использованы численные методы решения уравнений, как это показано в работе [23].
Не касаясь техники численного
метода анализа, изложенного ниже,
рассмотрим результаты одной из работ
[89], выполненных этим способом, чтобы
выяснить некоторые общие вопросы,
касающиеся схематизации закономерностей
λ (θ)
и с (θ) в интересующей нас области
технологической теплофизики. Изучалось
влияние переменности теплофизических
характеристик на температуры, возникающие
под действием движущегося равномерно
распределенного источника
![]() .
Этот тип источника широко используется
в схемах, представляющих собой те или
иные технологические операции механической
обработки.
.
Этот тип источника широко используется
в схемах, представляющих собой те или
иные технологические операции механической
обработки.
Производилось сравнение
трех вариантов: 1) теплофизические
характеристики материала не меняются,
2) вместе с температурой меняется только
коэффициент теплопроводности, а массовая
теплоемкость не меняется и 3) вместе с
температурой меняются теплопроводность
и теплоемкость, причем их соотношение
соответствует среднему значению для
группы углеродистых сталей. Зависимость
теплофизических характеристик от
температуры полагалась линейной.
Скорость источника описывалась значениями
20
![]() Ре
100,
т. е. в диапазоне величин, характерных
для процессов механической обработки.
Ре
100,
т. е. в диапазоне величин, характерных
для процессов механической обработки.
Результаты расчетов,
выполненных с помощью ЭВМ, приведены
на рис. 6 в безразмерной системе координат
![]() и
и
![]() .
На рисунке представлены
законы распределения безразмерных
температур
.
На рисунке представлены
законы распределения безразмерных
температур
![]() причем
причем
![]() — значение коэффициента
теплопроводности при температуре
окружающей среды, a
q
— интенсивность
источника. Кривые
— значение коэффициента
теплопроводности при температуре
окружающей среды, a
q
— интенсивность
источника. Кривые
![]() даны для распределения температур на
поверхности (v
= 0) и в сечении тела плоскостью, проходящей
через заднюю (считая по направлению
движения) границу источника (
даны для распределения температур на
поверхности (v
= 0) и в сечении тела плоскостью, проходящей
через заднюю (считая по направлению
движения) границу источника (![]() = 1).
= 1).
И з
рисунка 6 видно, что для углеродистой
стали при Ре = 20 различие законов
распределения температур в линейной
(
з
рисунка 6 видно, что для углеродистой
стали при Ре = 20 различие законов
распределения температур в линейной
(![]() ,
и с не зависят от температуры) и нелинейной
задачах практически отсутствует. Как
следует из данных, приведенных в
рассматриваемой работе, с увеличением
Ре различие результатов расчета по
вариантам 1 и 3 уменьшается. Авторы
объясняют это тем, что для углеродистой
стали повышение температуры в связи с
уменьшением теплопроводности при
возрастании 9 имеет тенденцию
нейтрализоваться одновременным
увеличением теплоемкости (см. рис. 5).
,
и с не зависят от температуры) и нелинейной
задачах практически отсутствует. Как
следует из данных, приведенных в
рассматриваемой работе, с увеличением
Ре различие результатов расчета по
вариантам 1 и 3 уменьшается. Авторы
объясняют это тем, что для углеродистой
стали повышение температуры в связи с
уменьшением теплопроводности при
возрастании 9 имеет тенденцию
нейтрализоваться одновременным
увеличением теплоемкости (см. рис. 5).
Рис. 6. Распределение температур, возникающих в полуограниченном теле под действием полосового движущегося источника теплоты (Ре = 20):
1 — без учета изменения теплофизических характеристик с температурой; 3 — с учетом изменения и ср для углеродистой стали; 2 — с учетом изменения от θ при с = const
В варианте 2 (рис. 6), когда теплоемкость не меняется, сильнее проявляется влияние зависимости (θ), в связи с чем кривые 1 и 2 отличаются друг от друга в точке максимума на 12—15% и меньше (с увеличением Ре расхождение уменьшается).
С изложенными
выше данными в принципе согласуются
результаты численного расчета,
выполненного в работе [83 ] для получения
законов распределения температур на
передней поверхности при резании
отожженной углеродистой стали
твердосплавным резцом. Режим был задан
скоростью резания
![]() = 100 м/мин, глубиной t
= 2
мм и подачей s
— 0,25 мм/об. Расчетные
значения наибольших температур при
переменных значениях
и ср составляют около
800° С, а при постоянных — 840° С, т. е.
имеется различие на 5%, правда со знаком,
обратным приведенному в работе [89].
Авторы работы [83] полагают, что главное
влияние на различие температур оказывает
изменение ср.
= 100 м/мин, глубиной t
= 2
мм и подачей s
— 0,25 мм/об. Расчетные
значения наибольших температур при
переменных значениях
и ср составляют около
800° С, а при постоянных — 840° С, т. е.
имеется различие на 5%, правда со знаком,
обратным приведенному в работе [89].
Авторы работы [83] полагают, что главное
влияние на различие температур оказывает
изменение ср.
Хотя приведенные результаты
расчетов и комментарии к ним не объясняют
полностью влияния зависимости
теплофизических характеристик от
температуры, они позволяют выбрать
некоторые ориентиры при схематизации
свойств обрабатываемых и инструментальных
материалов. По-видимому, для большой
группы углеродистых, низко- и
среднелегированных сталей в областях
режимов, характерных для механической
обработки, можно полагать теплофизические
характеристики не зависящими от
температуры. Такое же решение можно
принять и по отношению к инструментальным
быстрорежущим сталям, теплофизические
характеристики которых вообще сравнительно
мало зависят от температуры. В других
случаях принятие
![]() (θ) и ср
ср
(θ) может привести к
погрешностям, знак и величина которых
будут зависеть от соотношения между
градиентами изменения
и ср с изменением
температуры. При одинаковых и положительных
знаках градиентов замена нелинейной
задачи линейной приведет к завышению
расчетной температуры по сравнению с
фактической. Поэтому при решении задач,
где температура выступает как
ограничивающий фактор оптимизации, мы
будем иметь некоторый запас.
(θ) и ср
ср
(θ) может привести к
погрешностям, знак и величина которых
будут зависеть от соотношения между
градиентами изменения
и ср с изменением
температуры. При одинаковых и положительных
знаках градиентов замена нелинейной
задачи линейной приведет к завышению
расчетной температуры по сравнению с
фактической. Поэтому при решении задач,
где температура выступает как
ограничивающий фактор оптимизации, мы
будем иметь некоторый запас.
Погрешность от принятия и ср не зависящими от температуры может быть снижена, если в основу расчета положить значения этих величин соответствующими средним величинам температур в ожидаемом диапазоне их изменения (приложение V). Заметим, что последние могут быть оценены достаточно ориентировочно.
При необходимости более детально изучить какой-либо вопрос следует пользоваться численными методами решения или применять способы линеаризации уравнения (12) [23].
Схематизация геометрической формы тел. При математическом описании тепловых явлений реальную форму твердых тел, участвующих в процессе механической обработки, идеализируют и относят к одной из следующих разновидностей: а) неограниченное пространство; б) пространство, ограниченное одной плоскостью или поверхностью (полупространство); в) неограниченная пластина; г) клин, не ограниченный в двух направлениях; д) неограниченный вдоль оси цилиндр; е) стержень, не ограниченный в одном направлении; ж) тело, ограниченное поверхностями или плоскостями, образующими замкнутый объем (например, пространственный клин, параллелепипед, эллипсоид, шар, цилиндр конечных размеров и т. д.).
Чем сильнее ограничено тело, чем сложнее его конфигурация, тем при прочих равных условиях труднее математическое описание процесса распространения теплоты в нем. В меньшей мере это относится к теплофизическому' анализу методами электрического моделирования или численному решению дифференциальных уравнений теплопроводности, когда форму тел, в которых изучается процесс распространения теплоты, можно принять близкой к реальной. При использовании же аналитических методов усложнение формы тел ведет к усложнению математических выражений. Поэтому, схематизируя форму обрабатываемого предмета, инструмента или стружки, не следует без необходимости заменять их сильно ограниченными телами.
Допустимость той или иной идеализации формы реальных тел определяется в основном: 1) соотношением между размерами источника или стока тепла и размерами тела, на поверхностях или в объеме которого они действуют, и 2) степенью влияния условий теплообмена на граничных поверхностях на температуру интересующей нас области. Чем меньше размеры источника относительно размеров нагреваемого тела, тем меньше влияние конкретной формы последнего на температурное поле в области, прилежащей к источнику (имеющей, как правили, наибольшее значение), При угом влияние формы тела на температуру близких к источнику объемов тем меньше, чем короче период выделения тепла.
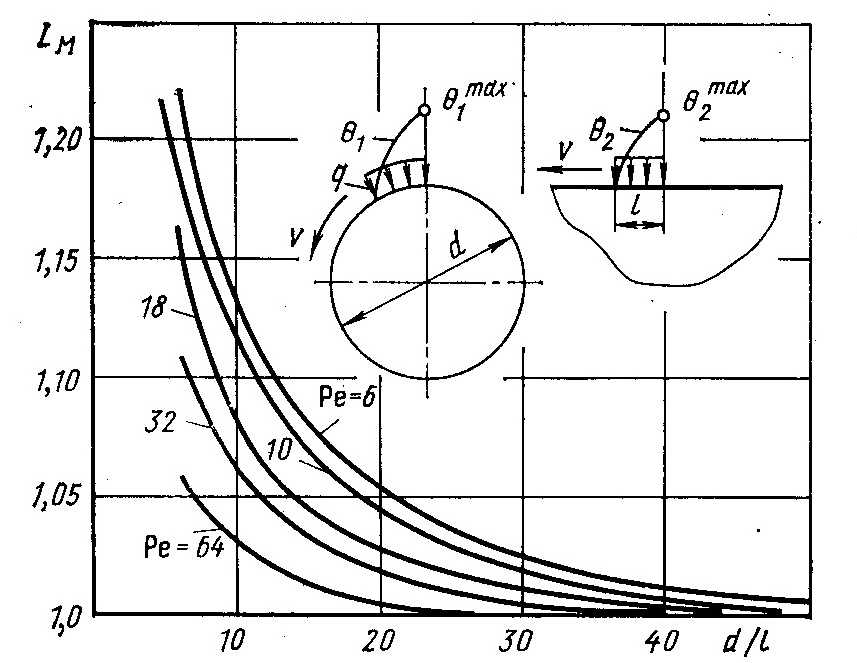
Рис. 7. Коэффициенты формы LM при замене цилиндра полупространством, по которому движется источник теплоты
Опыт показывает, например,
что при практически применяемых размерах
деталей, режимах и длительности процесса
механической обработки реальную форму
обрабатываемого предмета можно, как
правило, заменять полупространством,
реже — неограниченной пластиной и
совсем редко — телами с большей степенью
ограничения. В качестве примера,
подтверждающего правомерность такой
схематизации, на рис. 7
приведены кривые
для расчета погрешностей определения
наибольших температур при замене
полосового источника
![]() движущегося по цилиндру,
источником
движущегося по цилиндру,
источником
![]() ,
движущимся по полупространству. Принято,
что за пределами контакта цилиндр
охлаждается так, что через каждый оборот
материал его встречается с источником,
имея одну и ту же начальную температуру.
На рисунке по оси ординат отложены
отношения
,
движущимся по полупространству. Принято,
что за пределами контакта цилиндр
охлаждается так, что через каждый оборот
материал его встречается с источником,
имея одну и ту же начальную температуру.
На рисунке по оси ординат отложены
отношения
![]() которые в дальнейшем будем называть
коэффициентами формы одного тела по
отношению к другому. Как видно, при Ре
> 10 и d
которые в дальнейшем будем называть
коэффициентами формы одного тела по
отношению к другому. Как видно, при Ре
> 10 и d
![]() 20l
коэффициенты формы по максимальной
температуре не выходят за пределы 1,05,
т. е. с точностью до 5% можно заменять
цилиндр полупространством.
20l
коэффициенты формы по максимальной
температуре не выходят за пределы 1,05,
т. е. с точностью до 5% можно заменять
цилиндр полупространством.
В некоторых случаях, схематизируя процесс, целесообразно форму тела мысленно деформировать для упрощения расчета. Так, стружку, сходящую с передней поверхности инструмента в виде спирали, при расчете часто заменяют прямым стержнем того или иного сечения.
Преобразуя сложную форму
тела в простую, необходимо следить за
тем, чтобы деформация была минимально
необходимой, а объем тела и количество
поступающего и отводимого тепла
сохранялись неизменными. Положим,
например, что исследуя температурное
поле в процессе шлифования кулачка
эллипсовидной формы, мы трансформируем
последний в цилиндр (рис. 8). Для сохранения
объема тела мы должны радиус цилиндра
положить равным
![]() .
Если в процессе
шлифования кулачок омывается охлаждающей
средой, причем на его фасонной поверхности
коэффициент теплоотдачи равен
.
Если в процессе
шлифования кулачок омывается охлаждающей
средой, причем на его фасонной поверхности
коэффициент теплоотдачи равен
![]() [кал/(см2 ·
с · °С) ], то в расчетной схеме должно
фигурировать скорректированное значение
[кал/(см2 ·
с · °С) ], то в расчетной схеме должно
фигурировать скорректированное значение
![]()
где L
— полный периметр
эллипса. В процессе шлифования
эллипсовидного кулачка его окружная
скорость при равномерной угловой
скорости меняется. Заменяя кулачок
цилиндром, следует скорость перемещения
источника по периферии цилиндра положить
переменной, сохранив прежнюю зависимость
«е от положения шлифовального круга.
Это значит, что угловая скорость цилиндра
![]() должна быть принята
переменной во времени.
Граничные и начальные условия, При
математической формулировке теплофизических
задач и соответствующей схематизации
процесса условия теплообмена на
поверхностях тел принято задавать в
виде так называемых граничных условий.
должна быть принята
переменной во времени.
Граничные и начальные условия, При
математической формулировке теплофизических
задач и соответствующей схематизации
процесса условия теплообмена на
поверхностях тел принято задавать в
виде так называемых граничных условий.
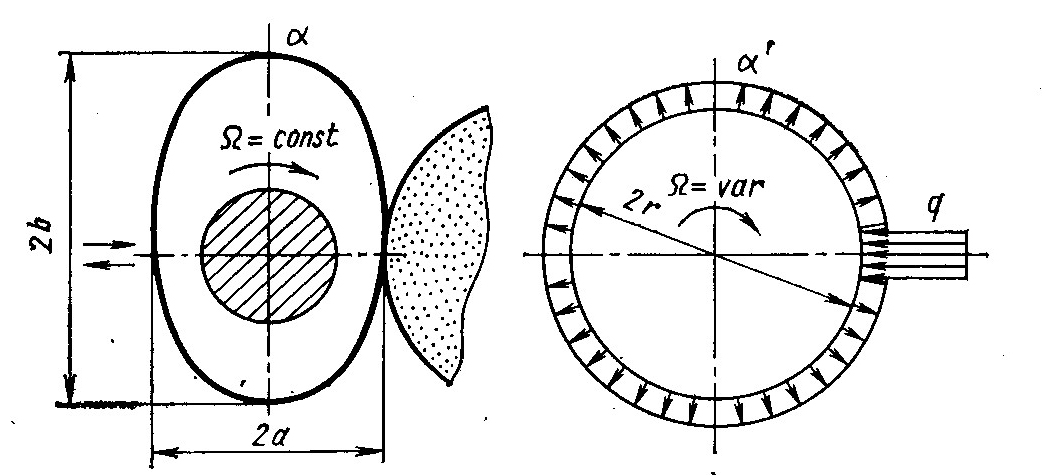
Рис. 8. Пример преобразования сложной формы тела в более простую при схематизации процесса врезного шлифования кулачка
Граничные условия первого рода предусматривают, что на поверхности задан закон распределения температур θS (х; у; z; ) в зависимости от координат и времени. В технологической теплофизике такие граничные условия используются тогда, когда по известной (например, найденной экспериментально) температуре поверхности детали или инструмента требуется определить температуру какой-либо области внутри этих тел. Частным случаем условий первого рода является изотермическая граница, когда температура θS поверхности во всех точках последней одинакова.
При граничных условиях второго рода задан закон распределения интенсивности тепловых потоков q (х; у; z; ), следующих через данную поверхность. Как правило, здесь требуется отыскать температуру любой точки тела θ (х; у; z; ), в том числе и точек, расположенных на поверхности. В соответствии с основным законом теплопроводности Фурье
![]() (13)
(13)
Где
![]() -
градиент температур в данной точке
теплового поля.
-
градиент температур в данной точке
теплового поля.
Для любой точки поверхности
![]() (14)
(14)
Граничные условия второго
рода в задачах технологической теплофизики
часто используют применительно к
контактным поверхностям изделия и
инструмента, задавая те или иные законы
распределения и численные величины
интенсивности источников теплообразования.
Частным случаем условий второго рода
является ситуация, когда
![]() =
0, т. е. когда тепловой
поток через данную поверхность равен
нулю (адиабатическая граничная
поверхность). Условием
=
0, или что то же
=
0, т. е. когда тепловой
поток через данную поверхность равен
нулю (адиабатическая граничная
поверхность). Условием
=
0, или что то же
![]() = 0, в технологической теплофизике можно
пользоваться для описания теплообмена
на поверхностях детали или инструмента,
соприкасающихся с окружающим воздухом,
если, конечно, не принимаются меры к
искусственному обдуву зоны обработки
с целью охлаждения, или деталь, инструмент
(например, шлифовальный круг) не
перемещаются в воздушной среде с высокой
скоростью. Теплообмен с окружающей
воздушной средой при обычных условиях
столь незначителен, что им можно
пренебречь и этим существенно упростить
расчет.
= 0, в технологической теплофизике можно
пользоваться для описания теплообмена
на поверхностях детали или инструмента,
соприкасающихся с окружающим воздухом,
если, конечно, не принимаются меры к
искусственному обдуву зоны обработки
с целью охлаждения, или деталь, инструмент
(например, шлифовальный круг) не
перемещаются в воздушной среде с высокой
скоростью. Теплообмен с окружающей
воздушной средой при обычных условиях
столь незначителен, что им можно
пренебречь и этим существенно упростить
расчет.
Для проверки предположения об адиабатичности тех или иных участков детали, инструмента или стружки целесообразно оценивать погрешности, вызванные этим допущением, по формуле
![]()
где
![]() — относительное снижение температуры,
вызванное теплоотдачей в окружающий
воздух;
— коэффициент
теплоотдачи, кал/(см2·с·°С);
F
— площадь охлаждаемой
поверхности, см2;
W
— объем тела, см3;
т — время процесса, с.
— относительное снижение температуры,
вызванное теплоотдачей в окружающий
воздух;
— коэффициент
теплоотдачи, кал/(см2·с·°С);
F
— площадь охлаждаемой
поверхности, см2;
W
— объем тела, см3;
т — время процесса, с.
Если теплообменом граничной поверхности с окружающей средой пренебречь нельзя, используют граничные условия третьего рода. Здесь задают температуру θ0 среды, с которой соприкасается рассматриваемое тело, и коэффициент теплообмена (х, у, z, ). Математически граничные условия третьего рода записываются в виде
![]()
где
![]() — температура поверхности тела.
— температура поверхности тела.
В общем случае коэффициент теплоотдачи а зависит от температуры , однако при решении задач технологической теплофизики этой зависимостью в ряде случаев приходится пренебрегать, чтобы не усложнять расчет. Обычно принимают некоторое осредненное значение в диапазоне температур, характерных для того или иного процесса [54].
Граничные условия четвертого рода возникают, если рассматриваемое тело соприкасается с другим телом. Этот случай относится к большинству технологических операций механической обработки, в которых каждый компонент процесса (деталь, инструмент, стружка) имеет участки соприкосновения с другими телами, участвующими в процессе. Каждый раз при этом возникает задача распределения теплоты между контактирующими телами.
При идеальном контакте на
поверхности соприкосновения температура
![]() точки одного тела должна быть равна
температуре
точки одного тела должна быть равна
температуре
![]() сопряженной точки другого, т. е.
сопряженной точки другого, т. е.
= .
Несмотря на простоту последнего выражения, решение теплофизических задач при условии равенства температур во всех точках контакта соприкасающихся тел весьма затруднительны, особенно в случае, когда одно из тел перемещается относительно другого. Поэтому на практике взамен равенства температур в любой из точек контакта записывают условие четвертого рода для одной какой-либо характерной точки (например, точки, где имеет место наибольшая температура) или для средних по поверхности соприкосновения температур. В последнем случае
![]() =
=![]() .
.
Контакт между соприкасающимися телами в действительности не идеален, между ними имеется пограничный слой с термическим сопротивлением. Граничные условия в этом случае описываются выражением
=
+![]() ,
,
где - изменение температуры при переходе от одной поверхности к другой вследствие потерь в пограничном слое.
Рассматривая в инженерном плане вопрос о теплофизическом анализе процессов механической обработки, можно предположить, что схематизация, в которой учтены переходные сопротивления пограничных слоев, расположенных на контактных поверхностях инструмента и обрабатываемого материала, в большинстве случаев нецелесообразна. В пользу такого заключения свидетельствует, во-первых, то, что эти контактные поверхности при давлениях и скоростях, характерных для современных процессов механической обработки, как правило, ювенильны, окислы на них в ходе процесса не успевают образоваться. Во-вторых, давления в контактных зонах при механической обработке достаточно высоки — порядка десятков тысяч атмосфер. В связи с этим обрабатываемый материал плотно заполняет неровности контактных поверхностей инструмента. Известно, например, что давления на поверхности контакта между резцом и стружкой при резании ряда материалов столь велики, что надрезцовый слой стружки затормаживается и даже приваривается к передней поверхности инструмента. Теплофизические характеристики заторможенного слоя, по-видимому, мало отличаются от характеристик обрабатываемого материала, из которого он образовался.
Наконец, следует иметь в виду, что результаты тепловых расчетов, выполненных по схемам, в которых влияние пограничных слоев не учитывается, удовлетворительно согласуются с результатами экспериментов. Это вытекает не только из нашего опыта, но также из работы [39], в которой результаты расчета температур резания по нашей методике [54] сопоставлялись с результатами эксперимента для большой группы жаропрочных сплавов. Установлено, что различие между результатами расчета и эксперимента для широкой области изменения условий резания не превышает 6%. Это позволяет сделать заключение, что принятая при теплофизическом анализе схематизация, в том числе и предположение об отсутствии влияния пограничных слоев, удовлетворительно согласуется с практикой.
Следуя работе [42], будем различать активные и пассивные граничные поверхности. Условия теплообмена на активных граничных поверхностях оказывают существенное влияние на температуру интересующих нас областей детали или инструмента. К разряду пассивных могут быть отнесены поверхности, численные значения и градиент температур на которых в течение всего процесса теплообмена практически не оказывают влияния на температуру интересующей нас области твердого тела. Так, если струя плазмы, движущаяся относительно поверхности детали радиуса R, прогревает обрабатываемый материал за время операции на глубину Δ, то любая поверхность радиуса r < R — Δ в данном теле может рассматриваться как пассивная граница.
Пассивная граница при схематизации тела может быть: 1) отодвинута от области, температура которой рассматривается, перенесена на бесконечность и исключена из рассмотрения; 2) придвинута к расчетной области, причем объемы тела могут быть условно уменьшены, конечно, лишь настолько, чтобы граница не стала активной; 3) деформирована, ей может быть придана другая, более удобная для расчета форма.
Например, если при шлифовании верхней стороны плоской детали тепловые условия на противоположной ее стороне практически не меняются, то деталь можно представить в виде полупространства, нижняя граница которого отнесена на бесконечность. Другой пример. Резец, в который теплота при кратковременном резании поступает со стороны передней и задней граней, прогревается не целиком, а только в объеме, ограниченном изотермической поверхностью θ = θ0, где θ0 — температура окружающей среды. Это позволяет при электрическом моделировании процесса распространения теплоты в резце строить модель только для области, ограниченной изотермической поверхностью θ = θ0, пренебрегая конкретными размерами и формой инструмента за пределами этой поверхности.
При некотором опыте определение формы и положения пассивных границ перед проведением теплофизических расчетов не вызывает трудностей. В необходимых случаях выполняется пробное решение задачи и последующее уточнение положения пассивной границы.
Теперь обратимся к рассмотрению начальных условий. Они показывают, каково было температурное поле в рассматриваемом теле в момент времени =0, принятый за начало отсчета. Чаще всего полагают, что температура тел, участвующих в процессе, до начала последнего была равна температуре окружающей среды, которую условно полагают равной нулю. В дальнейшем действительную температуру окружающей среды прибавляют к температуре, получаемой расчетом.
Начальную температуру можно полагать равной нулю не только для сравнительно длительных, но и для прерывистых периодических процессов, в том случае, когда время рабочего хода намного меньше времени холостого хода и инструмент (изделие) успевает до очередного хода охладиться и принять температуру окружающей среды. Если же в процессе обработки до начала очередного хода или реза инструмент или деталь не успевают, охладиться до температуры окружающей среды, то необходимо, теоретическим или экспериментальным путем установить начальное распределение температур и учесть его в расчете.
Завершая рассмотрение вопросов, относящихся к разработке расчетных схем для анализа теплофизических явлений, сделаем следующее замечание. Одним из способов схематизации, особенно широко применявшихся на первых этапах развития работ по математическому описанию тепловых явлений, являлось исключение из рассмотрения одного или двух твердых тел, участвующих в процессе механической обработки. Например, при схематизации процесса шлифования принималось, что вся теплота поглощается деталью, теплоотвод в шлифовальный круг и стружку не учитывался. При схематизации процесса обработки лезвийным инструментом последний исключался из рассмотрения на том основании, что в большинстве случаев в режущий клин отводится малая доля теплоты, образующейся при резании. Такие приемы встречаются в отдельных работах и до настоящего времени. Без достаточного анализа и учета погрешностей видоизменяют границы тел и их форму, произвольно изменяют форму и законы распределения источников теплоты.
Хотя упрощение расчетной схемы облегчает математический анализ, однако оно может привести к недопустимым погрешностям не только при количественном, но и при качественном описании интересующих нас явлений. Поэтому, схематизируя процессы механической обработки, следует весьма осмотрительно исключать какое-либо из тел или производить его деформацию. Предпочтительными являются схемы, в которых учтены все твердые тела, участвующие в теплообмене, а также все активные источники и стоки теплоты. Это не значит, что необходимо учитывать даже пассивные источники и стоки, влияние которых неощутимо или практически незначительно. Так, изучая температурное поле в детали при обточке, как правило, нет необходимости принимать во внимание источники теплообразования от трения центровых поверхностей или отвод теплоты в зажимные устройства. Однако и в этом случае, рассматривая вопрос о расчетной схеме, следует учитывать размеры детали, длительность процесса и цели исследования и только на основании такого анализа принимать окончательное решение.
Имеющийся опыт и рассмотрение ряда работ по описанию тепловых явлений при механической обработке позволяют утверждать, что подавляющее большинство случаев, когда результаты тепло-физического анализа резко расходятся с практикой и не подтверждаются экспериментами, является следствием грубых погрешностей, допущенных при схематизации формы тел, источников теплоты и процесса в целом. Вдумчивый подход при составлении тепловой схемы процесса — залог эффективности и практической ценности математических решений.
1.3 Аналитические методы решения теплофизических задач, используемые при описании тепловых явлений в процессах механической обработки материалов
Предположим, что надлежащая схематизация источников и тел, участвующих в теплообмене, сделана. Теперь для каждого из тел должно быть написано и для конкретных обстоятельств проинтегрировано дифференциальное уравнение теплопроводности. Если принято, что теплофизические характеристики материала не меняются с температурой, то вместо уравнения (12) получаем
![]() (16)
(16)
где
![]() -
коэффициент температуропроводности
среды.
-
коэффициент температуропроводности
среды.
В виде (16) дифференциальное уравнение теплопроводности имеет бесчисленное множество решений, т. е. может описывать процесс распространения теплоты в любом твердом теле. Для того чтобы конкретизировать задачу и выбрать решение, которое соответствует процессу распространения теплоты в интересующем нас случае, к уравнению (16) нужно присоединить краевые условия, описывающие геометрическую форму и свойства тела, граничные и начальные условия.
К числу аналитических методов решения дифференциального уравнения (16) с заданными краевыми условиями относятся классический метод, операционные методы и метод источников теплоты. Классический метод состоит в нахождении совокупности частных решений, удовлетворяющих уравнению (16) и краевым условиям, а затем их наложении (суперпозиции) для отыскания интересующей нас функции. При этом каждое из частных решений ищется, как правило, в виде произведения двух функций, одна из которых зависит только от времени, а другая — от координат. В технологической теплофизике классический метод нашел весьма ограниченное применение ввиду чисто математических трудностей, возникающих . при его использовании даже для сравнительно простых технологических схем.
Операционные методы, в частности метод интегрального преобразования Лапласа, используется для решения некоторых задач теплофизики процессов механической обработки [10, 58]. При этом изучается не сама функция (оригинал), а ее видоизменение (изображение), полученное путем умножения оригинала на экспоненциальную функцию, и интегрируется изображение в определенных пределах. После решения задачи в изображениях нахождение оригинала, т. е. функции, описывающей температурное поле, производится путем обратного преобразования.
Наиболее распространен в технологической теплофизике метод источников тепла. Он представляет собою гибкий, удобный в инженерных приложениях математический аппарат, позволяющий описывать тепловые явления в различных отраслях техники и технологии [54, 64 ]. С помощью метода источников сравнительно просто можно написать интеграл, удовлетворяющий дифференциальному уравнению теплопроводности и краевым условиям; дальнейшей задачей является вычисление его значения. В классическом же и операционных методах центр тяжести лежит в отыскании самого интеграла, что значительно труднее.
Метод источников, начиная с работ акад. Н. Н. Рыкалина [64], уже рассматривался в отечественной литературе [53, 54], поэтому здесь ограничимся лишь изложением основных принципов, на которых он построен, а также рассмотрением некоторых главных способов инженерного приложения его формул.
Метод источников. Главные положения метода источников состоят в следующем: 1) источник или сток любой формы, движущийся или неподвижный, действующий временно или непрерывно, может быть представлен как система точечных мгновенных источников (стоков) тепла; 2) процесс распространения теплоты в теле ограниченных размеров может быть представлен как часть процесса распространения теплоты в неограниченном теле путем дополнения к фактически действующим источникам некоторой системы фиктивных источников или стоков.
В основе математического
аппарата метода источников лежит
описание температурного поля, возникающего
в неограниченном теле под действием
теплоты, внесенной импульсом в виде
мгновенного точечного источника (шифр
![]() ).
Это температурное поле описывается
выражением
).
Это температурное поле описывается
выражением
![]() (17)
(17)
где
![]() -
температура точки тела с координатами
x,y,z,
возникающая через t с
после того, как в точке тепловой импульс;
-
температура точки тела с координатами
x,y,z,
возникающая через t с
после того, как в точке тепловой импульс;
![]() —
расстояние от точки до источника, см;
λ, ω
[соответственно кал/(см·с·°С) и см2/с
] — теплофизические характеристики
тела.
—
расстояние от точки до источника, см;
λ, ω
[соответственно кал/(см·с·°С) и см2/с
] — теплофизические характеристики
тела.
Выражение (17), впервые полученное Кельвином, является так называемым фундаментальным решением уравнения (16). Пользуясь этим решением, можно описывать температурные поля, возникающие под действием различных источников теплоты. Для этого в зависимости от поставленной задачи совершают один или два из следующих трех интегральных переходов: 1) от точечного источника к одно-, двух- или трехмерному; 2) от мгновенного источника к непрерывно или периодически действующему; 3) от мгновенного источника к движущемуся. Методику этих переходов покажем на конкретном примере.
Рис.9. Элемент процесса иглофрезерования и его схематизация (справа)
В современном машиностроительном производстве в качестве чистовой и упрочняющей операции находят применение иглофрезерование — обработка изделий металлическими щетками [48]. Исследования показывают, что под действием большого количества тепловых импульсов, возникающих в месте контакта каждой проволочки (иглы) с обрабатываемой поверхностью, последняя нагревается до высоких температур. Пусть упругая проволочка 1, одна из участвующих в контакте, прижимается к поверхности детали 2 (рис. 9) и перемещается по отношению к последней со скоростью . Как результат работы трения и деформации поверхностных слоев металла возникает теплота, одна часть которой поступает в проволочку, а другая — в деталь. Схематизируя процесс теплообмена, мысленно выпрямляем проволочку и представляем ее как стержень, на рабочем торце которого действует источник равномерной интенсивности q кал/(см2·с). Верхний конец проволочки полагаем пассивной границей, поскольку температура здесь сохраняется одной и той же, равной температуре корпуса щетки 3.
Чтобы не усложнять пример, положим, что за время краткосрочного контакта с деталью проволочка отдает в окружающий воздух столь незначительное количество теплоты, что ее боковые граничные поверхности можно считать адиабатическими, не имеющими теплообмена с окружающей средой. За пределами контакта проволочка охлаждается и через один оборот щетки подходит к изделию с температурой, условно принятой за начало отсчета. Поскольку теплоотдачи с боковой поверхности иглы-стержня нет, теплота, внесенная источником q, распространяется только вдоль оси OY, и процесс в стержне, по отношению к которому источник неподвижен, описывается дифференциальным уравнением
![]() (18)
(18)
при начальном условии θ (у, 0) = 0 и граничных условиях q (0; ) = q и q ( , )= 0 (пассивная граница отнесена на бесконечность, теплоотдачи через нее нет).
Задачу решаем с помощью
двух интегральных переходов. При этом,
поскольку в стержне теплота распространяется
только в направлении OY,
процесс в нем
представляем как часть процесса
распространения теплоты в полупространстве,
на поверхности которого действует
источник типа
![]() ,
имеющий бесконечную протяженность по
направлениям двух других осей координат.
С учетом фундаментального решения (17)
для первого интегрального перехода
пишем
,
имеющий бесконечную протяженность по
направлениям двух других осей координат.
С учетом фундаментального решения (17)
для первого интегрального перехода
пишем
 (19)
(19)
Цифра 2 в числителе проставлена в связи с тем, что источник действует не в неограниченном теле, а на адиабатической поверхности полупространства (см. ниже).
Рассмотрим интеграл
![]()
Применив подстановку
![]()
![]() и имея в виду формулу (5) получаем
и имея в виду формулу (5) получаем
![]()
Подставляем значение J в выражение (19) и выполняя аналогичное интегрирование по zи получаем
![]() (20)
(20)
Для точек, расположенных на торце стержня (y=0), в том случае, когда здесь же расположен и источник (yи=0)
![]() (21)
(21)
Две последние формулы описывают температурное поле в стержне, возникающее под действием мгновенного плоского источника, вносящего в тело Q кал/см2. Поскольку источник, интересующий нас в рассматриваемой задаче, действует не мгновенно, а в течение времени , пока проволочка находится в контакте с изделием, то требуется выполнить второй интегральный переход, написав [54]
![]()
где q — интенсивность непрерывно действующего источника [кал/(см2-с) ], заменившая количество теплоты Q в выражении (21); — время наблюдения, т. е. момент времени, для которого ведется расчет температуры тела; t — время каждого элементарного импульса в период 0 t . Разность — t соответствует промежутку времени, в течение которого теплота, внесенная элементарным импульсом, распространяется в стержне.
Интегрируя, получаем формулу для расчета температуры торца стержня (проволочки)
![]() (22)
(22)
Рассчитаем температуру на торце проволочки в следующих условиях: диаметр щетки D = 300 мм; диаметр проволочки d = 0,3 мм; материал проволочки — холоднотянутая сталь (λ = 0,08 кал/(см·с·°С, ω = 0,07 см2/с); расстояние между центрами проволочек на поверхности Δ = 2 мм; окружная скорость щетки — 600 м/мин; тангенциальное усилие Рz — 1,5 кгс на 1 мм ширины обрабатываемой поверхности. Длина дуги контакта между щеткой и деталью L = 25 мм. В щетку уходит 40% теплоты, образующейся на поверхности ее контакта с изделием (о балансе теплоты между телами см. ниже).
Время контакта составляет
=
![]() с. На участке поверхности длиной L
и шириной 1 мм помещается
с. На участке поверхности длиной L
и шириной 1 мм помещается
m
= L
: Δ = 12,5 проволочек, на
каждую из которых приходится окружная
сила р
= 1,5 : 12,5 = 0,12 кгс. Тепловая
мощность источника Q
= 0,039р
= 2,8 кал/с. Интенсивность теплоотвода в
проволочку определим, имея в виду, что
в нее уходит теплота, равная 0,4Q.
Относя последнюю величину к площади
торца стержня проволочки, получаем
![]() кал/(см2·с).
Далее по формуле (22)
кал/(см2·с).
Далее по формуле (22)
![]()
а с учетом температуры
окружающей среды θ
![]() 320° С.
320° С.
Рис.10. Движущийся одноименный источник теплоты
Движущиеся источники. Для того чтобы получить формулу, описывающую процесс распространения теплоты движущегося источника, необходимо выполнить третий из упомянутых выше интегральных переходов. Движение источника может быть имитировано рядом последовательных вспышек и гашений цепи мгновенных источников теплоты (подобно ряду последовательно зажигающихся и гаснущих лампочек, создающих иллюзию движения).
Пусть, например, одномерный
источник, интенсивность которого q
(t)
кал/(см·с), меняется
во времени, движется в неограниченном
теле по направлению, обратному
положительному направлению оси ОХ,
со скоростью
v
(t),
так же переменной во
времени (рис. 10). Источник попадает
последовательно в положения О',
1, 2 ... i...,
каждый раз внося в тело на единице длины
элементарную порцию теплоты q
(t)
dt.
Любой из таких импульсов
можно рассматривать как мгновенный
одномерный источник
![]() ,
вспыхнувший и погасший на расстоянии
r
(t)
от точки тела М,
в которой желательно
определить температуру к моменту времени
(моменту наблюдения).
Для одномерного мгновенного источника,
интегрируя выражения (17) по z,
получаем
,
вспыхнувший и погасший на расстоянии
r
(t)
от точки тела М,
в которой желательно
определить температуру к моменту времени
(моменту наблюдения).
Для одномерного мгновенного источника,
интегрируя выражения (17) по z,
получаем
![]() (23)
(23)
где Q1 кал/см — теплота, вносимая элементарным импульсом на каждом сантиметре длины источника.
Возвращаясь к рис. 10, свяжем
систему координат с источником. Пусть
в момент наблюдения источник, а с ним и
начало координат находится в точке О.
Абсцисса точки, где
источник находился в момент i-ro
импульса![]() ,
так как от момента
времени t,
когда этот импульс
произошел, до момента наблюдения
система координат
передвинулась на расстояние хи.
Подставляя значение
хи
в формулу (23) и имея в
виду, что в нашем случае Q1
= q
(t)
dt
и уи
= 0, рассчитаем
элементарное повышение температуры
точки М (х, у) от
i-го
импульса:
,
так как от момента
времени t,
когда этот импульс
произошел, до момента наблюдения
система координат
передвинулась на расстояние хи.
Подставляя значение
хи
в формулу (23) и имея в
виду, что в нашем случае Q1
= q
(t)
dt
и уи
= 0, рассчитаем
элементарное повышение температуры
точки М (х, у) от
i-го
импульса:
Интегрируя последнее выражение по t, получаем формулу для описания температурного поля в неограниченном теле под действием линейного источника, движущегося с переменной скоростью, интенсивность которого меняется во времени:
 (24)
(24)
Если q=const
и
![]() ,
то
,
то
![]() (25)
(25)
При → , т. е. при установившемся теплообмене, интеграл в формуле (25) приводится к функциям Бесселя [54, 64]. В других случаях он подлежит вычислению каким-либо приближенным способом.
Формулы, описывающие температурные поля, возникающие в твердых телах под действием движущихся источников, упрощаются, когда рассматривают источники, для которых Ре 10. Как уже указывалось, такие источники принято называть быстродвижущимися. Упрощающие предположения, состоящие в том, что скорость движения источника полагается превышающей скорость распространения теплоты в данном теле, а также, что в каждый элементарный промежуток времени теплота распространяется перпендикулярно направлению движения источника [53, 54, 64], позволяют получить формулы значительно более простые, чем для источников с Ре 10. В этом можно убедиться, сравнивая формулу для одномерного быстродвижущегося источника
![]() (26)
(26)
с формулой (25).
Коэффициенты формы источников. В приложении I систематизированы формулы, описывающие температурные поля в твердых телах для источников, форма и другие характеристики которых встречаются при теплофизическом анализе процессов механической обработки. В этой таблице наряду с точными решениями даны и приближенные, полученные посредством машинного счета или аппроксимации. В отдельных случаях формулы включают интегралы того или иного вида, что свидетельствует о невозможности привести их к изученным функциям и о необходимости проводить вычисление приближенным способом.
Пользование формулами для источников сложной формы можно облегчить, если положить
![]()
понимая под
![]() температуру данной точки тела, возникающую
под действием какого-либо заданного
(назовем его исходным) источника теплоты
А, а
под
температуру данной точки тела, возникающую
под действием какого-либо заданного
(назовем его исходным) источника теплоты
А, а
под
![]() —температуру
той же точки, возникающую под действием
другого (сравниваемого) источника В
иной формы или иного
закона распределения. Функцию
—температуру
той же точки, возникающую под действием
другого (сравниваемого) источника В
иной формы или иного
закона распределения. Функцию
![]() назовем коэффициентом
формы сравниваемого источника по
отношению к исходному.
назовем коэффициентом
формы сравниваемого источника по
отношению к исходному.
Как правило, в практических задачах не возникает необходимость определять коэффициенты формы для любой точки рассматриваемого тела. Гораздо чаще требуется рассчитать среднюю или наибольшую температуру на площадке контакта источника с твердым телом. Обозначая через Кс и Км коэффициенты формы, учитывающие изменение средней и максимальной температур на площадке контакта при переходе от одного источника к другому, запишем
![]() (27)
(27)
В табл. 2 приведены коэффициенты
формы для полосовых двухмерных
быстродвижущихся источников с различными
законами распределения интенсивности.
Их шифры даны по коду табл. 1, а схемы
приведены на рис. 11, где кружочками
отмечены абсциссы точек, соответствующих
максимумам температур при движении
источников справа налево. Например,
нужно получить формулу для расчета
наибольшей и средней температур на
площадке контакта источника
![]() с
линейным законом распределения,
движущегося по полупространству. В
приложении I для равномерно распределенного
источника
с
линейным законом распределения,
движущегося по полупространству. В
приложении I для равномерно распределенного
источника
![]() находим
формулы
находим
формулы
![]() и
и
![]()
ТАБЛИЦА 2
Коэффициенты формы для двухмерных быстродвижущихся источников(верхние цифры – Кс, нижние – Км)
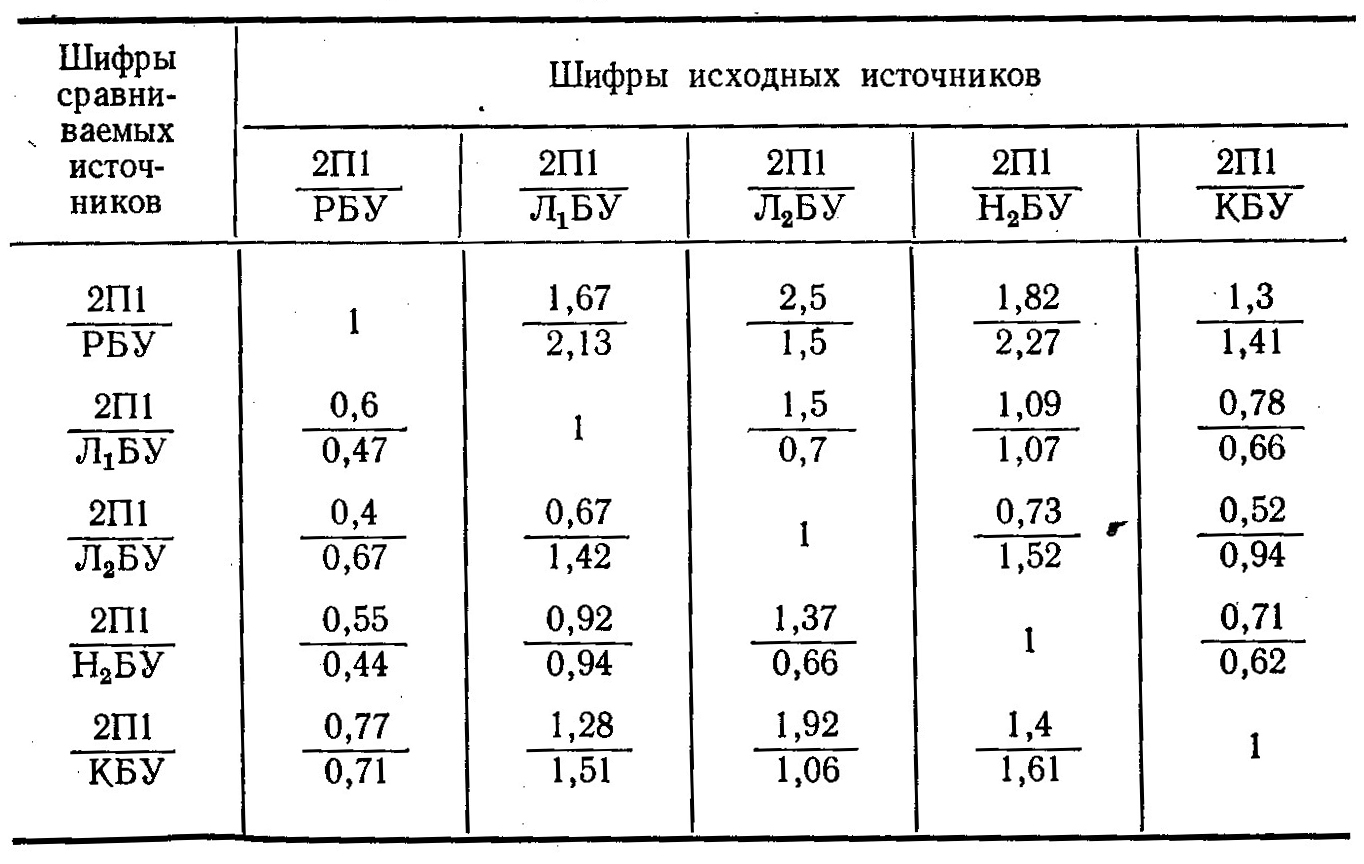
 Рис.11.
Плоские источники теплоты
Рис.11.
Плоские источники теплоты
Пользуясь табл. 2 и получив для сравниваемого источника Кс = 0,6 и Км = 0,47, пишем формулы для расчета температур в интересующем нас случае:
![]() и
и
![]()
По табл. 2 можно определить погрешности расчета при замене одного закона распределения другим. Так, при замене несимметричного нормально распределенного источника линейным с максимумом интенсивности на передней (считая по направлению движения) границе мы внесем погрешности в расчет средней температуры 9%, а наибольшей температуры — 7% при равных значениях q. В табл. 3 приведены коэффициенты формы для плоских неподвижных источников с различными законами распределения интенсивности (рис. 11), полученные нами при обработке литературных данных [68]. Формулы справедливы для источников, у которых b/l 1. Точки с максимальными температурами отмечены на рис. 11 кружками.
Таблица 3
К оэффициенты
формы Км
плоских неподвижных источников по
отношению к источнику
оэффициенты
формы Км
плоских неподвижных источников по
отношению к источнику
![]() (рис.11)
(рис.11)
Коэффициенты формы можно
применять не только для перехода от
источников с одним законом распределения
интенсивности к источникам с другим
распределением. Они могут использоваться
также для перехода от источников одной
конфигурации к источникам другой
конфигурации. В задачах технологической
теплофизики часто необходимо определять
средние или наибольшие температуры,
возникающие при движении источников,
ограниченных в двух направлениях,
например,![]() .
Формулы, описывающие процесс распространения
теплоты для такого источника ограниченной
ширины, имеют сложную структуру, и
интегралы в них не приводятся к изученным
функциям. Сведения о средней на площадке
контакта и наибольшей температурах
можно получить, используя простые
выражения для источника
.
Формулы, описывающие процесс распространения
теплоты для такого источника ограниченной
ширины, имеют сложную структуру, и
интегралы в них не приводятся к изученным
функциям. Сведения о средней на площадке
контакта и наибольшей температурах
можно получить, используя простые
выражения для источника
![]() ,
ограниченного
,
ограниченного
только в одном направлении,
и коэффициенты формы, значения которых
приведены на рис. 12. Так, для источника
ограниченной ширины, движущегося по
полупространству с адиабатической
граничной плоскостью
![]() ,
можно получить
,
можно получить
![]() и
и
![]() (28)
(28)
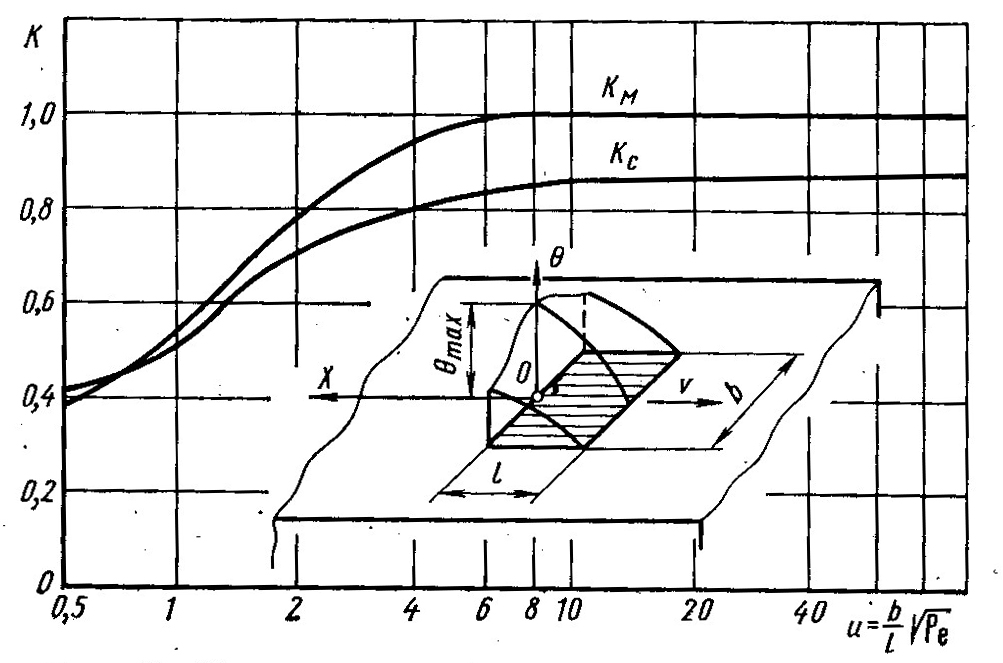
Рис.12. Коэффициенты формы для источника ограниченной формы
В этих формулах q
[кал/(см2·с)
], l
[см],
[см/с], и =
(b/l)
![]() b
— ширина источника,
l
— его длина по направлению движения),
Ре — безразмерный критерий, рассчитываемый
по формуле (10).
b
— ширина источника,
l
— его длина по направлению движения),
Ре — безразмерный критерий, рассчитываемый
по формуле (10).
Коэффициенты формы твердых тел. Форму тел и условия на их граничных поверхностях, непосредственно влияющие на процесс распространения теплоты, в методе источников учитывают с помощью приведения ограниченного тела к неограниченному с системой действительных и фиктивных (отраженных) источников и стоков. Общее правило отражения [53, 54, 64 ] состоит в том, что к основному (реальному) телу мысленно последовательно прикладывают ряд подобных ему тел с фиктивными источниками и стоками теплоты, причем каждое из последующих тел является зеркальным отражением предыдущего относительно плоскости их соприкосновения. Таким путем ограниченное реальное тело приводят к неограниченному с новой системой источников и стоков.. Температуру в реальном теле рассчитывают по закономерностям,, относящимся к соответствующей области неограниченного пространства, полученного методом отражения.
Пусть, например, в пластине
с адиабатическими граничными плоскостями
действует источник J0
(рис. 13) —точечный или
одномерный, перпендикулярный плоскости
чертежа. В соответствии
с правилом отражения для приведения
пластины О к
неограниченному телу прикладываем к
ней бесконечный ряд фиктивных пластин
1 и 1', 2
и 2' и т. д. с фиктивными
источниками J1,
J2,
J3…![]() ,
зеркально отраженными
от плоскостей соприкосновения каждой
пары пластин. Положение каждого источника
определяется ординатой уп
= 2па ±
уи,
где уи
— ордината фактического
источника J0,
a
п — любое число в
пределах от
,
зеркально отраженными
от плоскостей соприкосновения каждой
пары пластин. Положение каждого источника
определяется ординатой уп
= 2па ±
уи,
где уи
— ордината фактического
источника J0,
a
п — любое число в
пределах от
![]() до
до
![]() ,
включая нуль. Температура
точек пластины с адиабатическими
граничными плоскостями рассчитывается
по формуле
,
включая нуль. Температура
точек пластины с адиабатическими
граничными плоскостями рассчитывается
по формуле
![]() (29)
(29)
где
![]() — повышение температуры, вызванное
действием источника с ординатой уп..
— повышение температуры, вызванное
действием источника с ординатой уп..
Формула (29) справедлива для любых источников, расположенных внутри пластины или на ее поверхностях. Если одномерный J'0 или двухмерный J''0 (рис. 13) источники расположены перпендикулярно к граничным плоскостям, то отражения вытягиваются в одну линию или полосу и расчет ведут для источников, неограниченных по оси OY.

Рис. 13. отражение источников
В случае,
когда а →
,
тело, в котором действуют
источники, представляют собой
полупространство с адиабатической
плоскостью у =
0. Тогда из бесконечного ряда остаются
только основной J0
и фиктивный J1
источники, а формула
(29) приводится к сумме
![]() Если основной источник расположен на
граничной плоскости (
Если основной источник расположен на
граничной плоскости (![]() = 0), то для расчета
температурного поля в пластине получаем
= 0), то для расчета
температурного поля в пластине получаем
![]()
а для полупространства
![]() (30)
(30)
По аналогии с предыдущим назовем отношение
![]()
коэффициентом формы тела D относительно тела E.
Напишем, например формулу для одномерного
мгновенного источника
![]() (приложение I)
(приложение I)
![]() (31)
(31)
Применяя ее при уи = 0 (источник на поверхности тела) к определению температуры точек у = 0 пластины D толщиной Δ и неограниченного тела Е, получаем выражение для коэффициента формы
 (32)
(32)
где и =
![]() .
Результаты расчета значений L0
приведены на рис. 14.
.
Результаты расчета значений L0
приведены на рис. 14.
Пусть, например, требуется
определить температуру точек на
поверхности пластины толщиной Δ = 1 см
из стали 45 (ω = 0,08 см2/с;
λ = = 0,096 кал/(см·с·°С) через
= 5с после импульса источника. Рассчитывая
и =
0,4, по рис. 14 имеем 10Lo
= 0,85; Lo
= 0,085. Тогда L
= = 2,34 и
![]()
При необходимости рассчитать температуру от двухмерного мгновенного источника, действующего на поверхности пластины, последнее выражение можно интегрировать по хи.
Аналитическим путем или приближенно можно определить коэффициенты формы Lc и Lм соответственно для средней на участке контакта и наибольшей температур тела, сравниваемого с исходным. Так, для полосового источника , движущегося по пластине с нетеплопроводными границами, получаем по сравнению с полупространством:
![]()
![]()
где ? =
![]() — произведение безразмерных критериев,
характеризующих скорость движения и
толщину пластины по сравнению с длиной
источника.
— произведение безразмерных критериев,
характеризующих скорость движения и
толщину пластины по сравнению с длиной
источника.
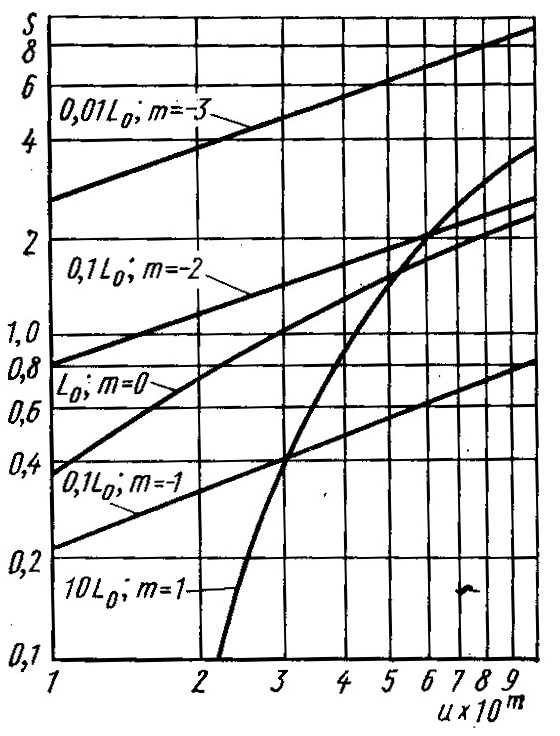
Рис. 14. Значения
![]() в
зависимости от u
в
зависимости от u
Расчеты, выполненные с помощью графиков, приведенных на рис. 14, позволяют аппроксимировать последние зависимости формулами
(33)
(34)


Рис. 15. Коэффициенты формы пластины с нетеплопроводными граничными поверхностями по отношению к полупространству
На рис. 15 приведены коэффициенты
формы пластины толщиной Δ по отношению
к полупространству, рассчитанные по
формулам (33) и (34). Для удобства обозрения
шкалам Lc
и Lм
приданы
противоположные направления. Из рисунка
видно, что при Ре > 10 влияние ограниченности
тела на среднюю температуру площадки
контакта даже для сравнительно тонких
пластин Δ = (0,3![]() 0,5)
l
невелико. Несколько сильнее влияние
толщины пластины на наибольшую
температуру.
0,5)
l
невелико. Несколько сильнее влияние
толщины пластины на наибольшую
температуру.
Расчеты показывают, что влияние закона распределения интенсивности источника на коэффициенты Lc и Lм сравнительно невелико. Так, для источника с нормальным законом распределения q = q0 exp [—3 (x/l)2] коэффициент формы относительно полупространства составляет Lм 1,17/?0,35, что отличается от значения Lм для равномерно распределенного источника на 10%. Поэтому для практических расчетов можно коэффициенты формы тел, рассчитанные для средних и наибольших температур на площадках контакта с источниками, полагать независящими от закона распределения интенсивности последних. Это позволяет написать и аналогичное выражение для максимальных температур
![]() (35)
(35)
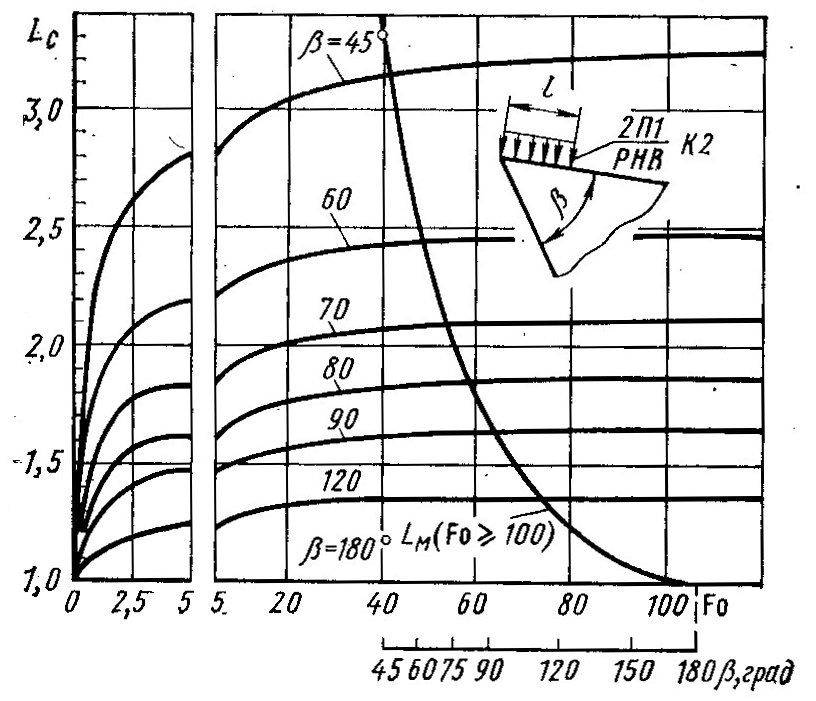
Рис. 16. Коэффициенты формы Lc и LM плоского клина по отношению к полупространству
Формула (35) позволяет среднюю температуру на площадке контакта источника с законом распределения типа В, действующего на теле типа D, представить в виде произведения коэффициентов формы источника Кс и тела Lc на температуру, рассчитанную для источника с распределением типа А на теле формы Е.
В теплофизических расчетах,
относящихся к процессам механической
обработки материалов, часто приходится
определять температуру в клиньях с тем
или иным углом раствора![]() .
Если
= 360°/(2n)
(где п —
любое целое число), то метод отражения
позволяет получить точную замкнутую
систему, в которой общее количество
источников, включая основной, равно 2п,
а расположение
последних определяется последовательным
приложением к основному клину фиктивных
клиньев с зеркальным отражением
источников [53, 54]. В случае, когда
360°/(2n),
точного замкнутого отражения не
получается, и для того, чтобы учесть
ограниченность тела, следует использовать
приближенный метод [54].
.
Если
= 360°/(2n)
(где п —
любое целое число), то метод отражения
позволяет получить точную замкнутую
систему, в которой общее количество
источников, включая основной, равно 2п,
а расположение
последних определяется последовательным
приложением к основному клину фиктивных
клиньев с зеркальным отражением
источников [53, 54]. В случае, когда
360°/(2n),
точного замкнутого отражения не
получается, и для того, чтобы учесть
ограниченность тела, следует использовать
приближенный метод [54].
Для расчета средних температур на поверхности контакта клина с источником при граничных условиях второго рода (адиабатические границы) можно использовать коэффициенты формы Lc клина по отношению к полупространству, приведенные на рис. 16. Из рисунка видно, что средняя температура на поверхности контакта сравнительно быстро (Fo 30 40) стабилизируется. Для установившегося процесса (Fo > 100) в правой части рис. 16 приведены значения коэффициента формы LM в зависимости от угла раствора .
Расчет температуры клина, вершина которого усечена поверхностью радиуса r (рис. 17), а угол раствора 360°/m (m – любое целое число), можно выполнить приближенным методом. Выделим из клина плоский стержень (пластинку) толщиной Δ, торцевая поверхность которого не отдает теплоты в окружающую среду. Для такого стержня на основании формулы (30) расчетное значение интенсивности источника должно быть принято 2q (q — интенсивность фактически действующего на поверхности радиуса r равномерно распределенного источника теплоты). Если применить это правило ко всей поверхности АВ (рис. 17), то расчет будет вестись в предположении, что теплота источника распространяется в объеме, очерченном линиями АА' и ВВ'. На самом деле объем материала, по которому распространяется теплота, больше и, следовательно, температура его будет ниже температуры части клина, расположенной между линиями АА' и ВВ'. Чтобы учесть эту разницу воспользуемся приближенным методом [7].
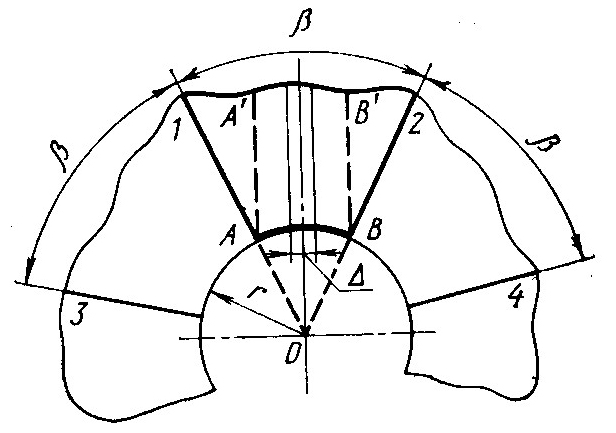
Рис. 17. Схема к расчету температурного поля в усеченном клине
Вначале по правилам отражения
приложим к нашему клину фиктивные клинья
/, 2, 3 ...
т и таким
путем получим неограниченное тело с
отверстием радиуса r,
на поверхности которого действует
источник 2q.
Теперь мысленно будем
уменьшать радиус r,
сокращая площадку АВ,
но оставляя удвоенной интенсивность
источника. В момент, когда г станет
равным нулю, поверхность АВ
исчезнет и надобность
в удвоении интенсивности источника
отпадет. Исправить положение можно,
если наряду с источником 2q,
вносящим в тело Q
= 4![]() калорий тепла (b
— размер детали в
направлении, перпендикулярном плоскости
чертежа), приложим в точке 0 сток Q1
= -2
.
калорий тепла (b
— размер детали в
направлении, перпендикулярном плоскости
чертежа), приложим в точке 0 сток Q1
= -2
.
Таким образом, температурное поле в усеченном клине описываем как результат одновременного действия источника 2q на поверхности АВ и стока q в точке О. В предельных случаях (г = 0 и r = ) получаем точное решение (при r = влияние стока неощутимо, и получаем полуограниченное тело с источником 2q), в остальных случаях — приближенное.
Схема, приведенная на рис. 17, может быть использована для перехода от температурного поля, создаваемого в сплошном теле цилиндрическим источником радиуса r, к полю в неограниченном теле с отверстием такого же радиуса.
Средняя температура и теплосодержание ограниченного тела. В некоторых задачах технологической теплофизики возникает необходимость определить среднюю по объему температуру ограниченного тела, например, изделия или стружки. Если в теле объемом W см3 в течение времени действует m источников интенсивностью qi, каждый из которых занимает участок fi, и, кроме этого, с поверхностями F теплота отдается в окружающую среду, то средняя по объему температура
где
![]() - коэффициент теплоотдачи;
- коэффициент теплоотдачи;
![]() -
средняя температура поверхности.
-
средняя температура поверхности.
Полагая в первом приближении
![]() получаем
получаем
 (36)
(36)
Пример.
Рассчитать среднюю температуру стружки
при точении стали ШХ15, если со стороны
поверхности сдвига в нее поступает
теплота со средней интенсивностью qД
=
2·104
кал/(см2·с),
а со стороны передней поверхности
инструмента q1T
= 3,5·103
кал/(см2·с).
Площадки контакта имеют длину
соответственно lд
= 1,06 мм и l1
= 1,5
мм. Сечение среза а
![]() Ь
=
0,35
5
мм2,
усадка стружки к = 2,85, скорость резания
=
77 м/мин. За пределами контакта с резцом
стружка охлаждается эмульсией
= 0,2 кал/(см2·с·°С).
Ь
=
0,35
5
мм2,
усадка стружки к = 2,85, скорость резания
=
77 м/мин. За пределами контакта с резцом
стружка охлаждается эмульсией
= 0,2 кал/(см2·с·°С).
Секундный
объем стружки W
=![]() ab
=
2,24 см3/с,
ее поверхность F
=
ab
=
2,24 см3/с,
ее поверхность F
=
![]() (ak
+
6)
(ak
+
6)
![]() =54
см2/с.
По формуле (36) при ср = 1,23 кал/см3
получаем
=54
см2/с.
По формуле (36) при ср = 1,23 кал/см3
получаем
![]() =
97° С, а с учетом температуры окружающей
среды
=
97° С, а с учетом температуры окружающей
среды
![]() .
При работе без охлаждения (
= 0) средняя температура стружки повышается
до 500° С.
.
При работе без охлаждения (
= 0) средняя температура стружки повышается
до 500° С.
Теплосодержание тела, в котором температура распределена по закону θ (х, у, z, ), может быть рассчитано по формуле
![]()
Последнее выражение в работе [65] предлагается использовать для приближенного описания нестационарного температурного поля в ограниченном теле с помощью поля в неограниченном теле и коэффициента формы LW= Q ( ) : Q1 ( ). Здесь Q ( ) и Q1 ( ) — соответственно теплосодержания ограниченного тела и неограниченного тела аналогичного объема. Например, для описания температурного поля в параллелепипеде размерами а X b X l, в одной из вершин которого вспыхнул и погас мгновенный источник теплоты, а поверхности адиабатические, пишем Q ( ) = Q, где Q — количество теплоты, внесенной источником. Далее рассчитываем теплосодержание объема а X b X l неограниченного тела
![]()
приняв, что начало системы координат совпадает с источником.
Интегрируя последнее выражение и
сравнивая
![]() c
Q, получаем
c
Q, получаем
![]()
и формулу для описания температурного поля в ограниченном теле
![]() . (37)
. (37)
Решение балансовых задач. Как уже отмечалось, при рассмотрении граничных условий четвертого рода, в технологической теплофизике часто встречается необходимость распределить теплоту, возникающую на поверхности контакта тел. Задачи такого типа будем называть балансовыми, понимая под этим необходимость составить баланс подвода и отвода теплоты или определить температуру контакта соприкасающихся тел.
При исследовании теплофизики процессов механической обработки, как правило, имеют дело с двумя видами схем, требующих решения балансовых задач. Первая схема — тело А поверхностью, нагретой до температуры θ, соприкасается с телом В и находится в контакте с последним некоторое время, причем тела А и В не перемещаются относительно друг друга. Вторая схема — тело А, находящееся в соприкосновении с телом В, перемещается по отношению к последнему, причем на площадке контакта действует источник теплоты. Строгая постановка задачи о распределении теплоты между соприкасающимися телами, основанная на предположении о равенстве температур в каждой точке контактной площадки, в обеих схемах приводит к интегральным уравнениям, решение которых для большинства случаев неосуществимо. В инженерном плане вполне удовлетворительные результаты дает решение, основанное на предположении о равенстве средних по площадке контакта температур или даже температур в какой-либо характерной точке.
Рассмотрим балансовую задачу для двух неподвижных тел. Пусть тело А с температурой θ (средней по площадке контакта или для характерной точки) приходит в соприкосновение с телом В, имеющим температуру окружающей среды, условно принятую за нуль. После соприкосновения по отношению к А возникает сток теплоты, а по отношению к В — источник такой же интенсивности q ( ). Под действием стока температура тела А снижается на величину Δθ ( ), а тела В — возрастает, так что в любой момент времени общая их температура на контактной площадке составляет
![]() (38)
(38)
Интенсивность q ( ) меняется во времени: вначале она велика, затем, по мере прогревания контактных слоев тела В и остывания, тела А, снижается. Предположим, что закон q ( ) нам известен. Заменим непрерывную функцию q ( ) ее средними значениями q1, q2,…,qk в отдельные, равные по продолжительности промежутки времени t (рис. 18). Если бы источник интенсивностью действовал непрерывно в течение любого времени , то температура по поверхности тела В определялась бы выражением
![]()
где
![]() - функция,
зависящая от
геометрии тела, его свойств и времени;
например, для стержня, на торце которого
действует источник теплоты, в соответствии
с формулой (22)
- функция,
зависящая от
геометрии тела, его свойств и времени;
например, для стержня, на торце которого
действует источник теплоты, в соответствии
с формулой (22)
![]()

Рис. 18. Построение кривой θ1 (t) при неустановившемся теплообмене
Однако, в нашем случае действие источника q1 прекращается в момент времени = t и его заменяет источник q2. Несмотря на то, что при > t источник q1 не функционирует, теплота, внесенная им за время 0 t, продолжает распространяться в твердом теле. Этот процесс можно описать, если, не прекращая действия источника q1 через время = t ввести в систему сток теплоты такой же интенсивности. Тогда при т t вся теплота, поступающая в тело от источника q1 будет поглощаться стоком, и новая теплота, кроме внесенной в период 0 t, поступать не будет.
Рассчитаем θ1
(
)
при t
2t.
В этот период θ2
(
)
формируется как результат: а) повышения
температуры под действием источника
q1
[участок аb
линии q1φ
(
)
на рис. 18]; б) снижения
температуры под влиянием стока q1
[участок cd
линии q1
φ (
— t)];
в) повышения температуры, вызванного
источником q2
[участок се линии
q2
φ (
— t)].
Таким образом, ординату
hf
=
![]() (
)
можем получить путем алгебраического
суммирования hf
= hb
— dh
+ eh,
что дает
(
)
можем получить путем алгебраического
суммирования hf
= hb
— dh
+ eh,
что дает
![]()
Рассуждая аналогично, можно получить для любого времени =it
![]() (39)
(39)
где i — порядковый номер периода; k — порядковый номер источника.
Снижение температуры Δθ ( ), входящее в формулу (38), рассчитываем по выражению (39), заменив функцию φ ( ) на φ1 ( ), поскольку форма и свойства тела А другие, чем тела В.
Теперь выражение (38) представляем в виде
![]()
Применяя это уравнение последовательно для периодов времени от i = t до i = kt, можем определить значения q ( ), а с ними и температуру в месте контакта обоих тел в любой момент времени.
Пример. С целью измерения температуры методом полуискусственной термопары к пластине из сплава ВК8 прикреплен медный проводник квадратного сечения 0,2X0,2 мм2. Термоток, возникающий при нагревании пластины, регистрируется безынерционной аппаратурой. Результаты измерений, полученные после обработки осциллограммы, приведены в табл. 4 в виде значений температур
Часть теплоты, поступающей в пластину, отводится проводником. В связи с этим температура θ1 ( ), регистрируемая в месте контакта проводника с пластиной при измерении, оказывается ниже, чем истинная температура θ ( ), которая была бы, если технологическая операция с участием пластины проводилась без измерительной проволочки.
Рассчитаем температуру θ ( ), пользуясь данными табл. 4.
Установим вид функций φ ( ) и φ1 ( ) в формуле (40) применительно к нашему случаю. Положим, что стержень (проводник) и пластина за пределами контакта не обмениваются теплотой с окружающей средой. Сравнение температур обоих соприкасающихся тел будем производить в точке, расположенной в центре площадки контакта
Таблица 4
Погрешности при измерении температуры полуискуственной термопарой ВК8 – медь (пример)
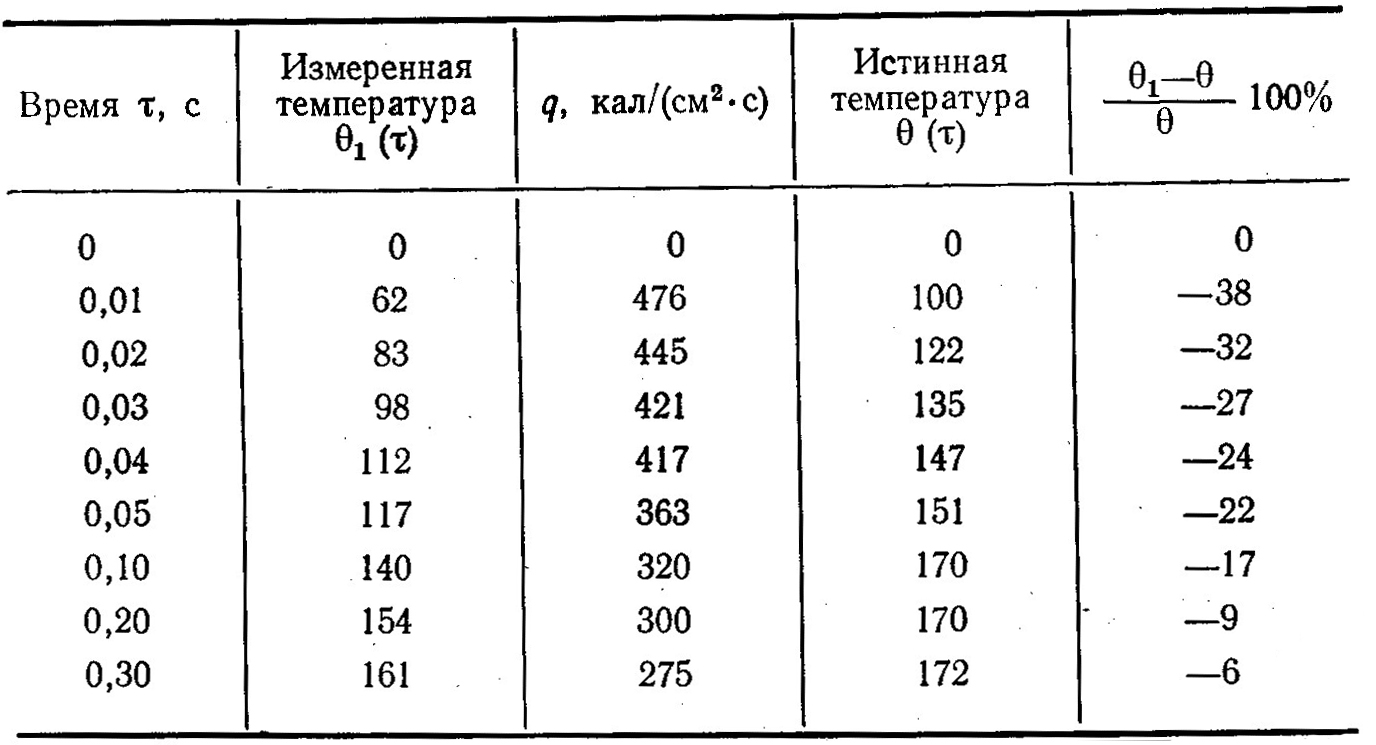
Для
проволочки по формуле (22) в наших условиях
[ω = 0,997 λ=0,863 кал/(см·с·°С)] получаем φ (
)
1,3
![]() .
Для
пластины (см. источник
.
Для
пластины (см. источник
![]() в приложении I) при b=
0,02
см, λ1=
0,13 кал/(см·с·°С) и ω1
=0,246 см2/
в приложении I) при b=
0,02
см, λ1=
0,13 кал/(см·с·°С) и ω1
=0,246 см2/
![]()
Для первого периода 0 t, положив t = 0,01 с, получаем по формуле (40) 0,13 q1 = θ - 0,08q1. В левой части, как это следует из выражения (38), стоит значение температуры θ1 ( ) на контактной площадке стержня. Оно нам известно по табл. 4, и для первого периода равно 62° С. Из равенства 62 = 0,13q1 получаем q1 = 477 кал/(см2·с) и далее в θ 100° С.
Результаты аналогичных расчетов, сделанных для других периодов времени, приведены в правой части табл. 4. Видно, что теплоотвод в проводник термопары существенно влияет на результат измерения, внося погрешности до 38%. Только тогда, когда теплообмен в зоне контакта установился, что в условиях примера соответствует времени 0,3 с и более, погрешности измерения снижаются до практически приемлемых величин.
Расчеты такого типа целесообразно производить для оценки погрешностей измерения и разработки мероприятий по их снижению.
Возвращаемся к рассмотрению
балансовых задач. Покажем общую методику
расчета распределения теплоты между
двумя телами, движущимися относительно
друг друга, если на поверхности контакта
действует источник теплоты. Пусть
относительно тела А
источник движется, а
относительно тела В
неподвижен. В первом
приближении будем полагать источник
теплообразования и части его теплоты
qA
= (1 — b*)
q
и qB
= b*q,
идущие в каждое из тел,
равномерно распределенными по контактной
площадке. Обозначим среднюю температуру
на поверхности контакта каждого из тел
![]() и
и
![]() .
В общем виде
= qAφA
и
= — qВφВ,
где. φA
и φВ
- функции, зависящие
от теплофизических характеристик, формы
тела, размеров площадки и других величин.
Эти функции приобретают ту или иную
конкретную форму в зависимости от
классификационных характеристик
источника (см. приложение I).
.
В общем виде
= qAφA
и
= — qВφВ,
где. φA
и φВ
- функции, зависящие
от теплофизических характеристик, формы
тела, размеров площадки и других величин.
Эти функции приобретают ту или иную
конкретную форму в зависимости от
классификационных характеристик
источника (см. приложение I).
Если в соответствии с формулой (15) положить = , то (1 — b*) q φA = b*qφВ, откуда
![]() (41)
(41)
Здесь b* — безразмерный коэффициент, характеризующий долю теплоты в том из соприкасающихся тел, по отношению к которому источник неподвижен.
Применяя формулу (41) к плоской задаче, когда стержень движется по полупространству (рис. 19), получаем
 (42)
(42)
причем значения критериев
![]() и
и
![]() рассчитываются по формулам (11) и (10)
соответственно для стержня и
полупространства.
рассчитываются по формулам (11) и (10)
соответственно для стержня и
полупространства.

Рис.
19. Зависимость доли теплоты b*
в стержне В от сложного критерия
![]()
На рис. 19 приведены линии,
характеризующие зависимость b*
от произведения
![]() .
Видно, что с увеличением скорости
перемещения (рост
)
все большая доля при контактной теплоты
уходит в тело, по которому движется
источник, и все меньшая — в тело,
относительно которого он неподвижен.
Увеличению доли теплоты b*
в теле, относительно
которого источник неподвижен, содействует
увеличение λВ
: λА.
Это позволяет, например,
объяснить, почему при обработке
малотеплопроводных жаропрочных
материалов и пластмасс стальными
твердосплавными инструментами, а также
при обработке изделий алмазами в
инструмент (тело относительно которого
источники неподвижны) уходит значительная
доля теплоты, образующейся в той или
иной операции.
.
Видно, что с увеличением скорости
перемещения (рост
)
все большая доля при контактной теплоты
уходит в тело, по которому движется
источник, и все меньшая — в тело,
относительно которого он неподвижен.
Увеличению доли теплоты b*
в теле, относительно
которого источник неподвижен, содействует
увеличение λВ
: λА.
Это позволяет, например,
объяснить, почему при обработке
малотеплопроводных жаропрочных
материалов и пластмасс стальными
твердосплавными инструментами, а также
при обработке изделий алмазами в
инструмент (тело относительно которого
источники неподвижны) уходит значительная
доля теплоты, образующейся в той или
иной операции.
Термический цикл и скорость изменения температуры. В ряде технологических задач возникает необходимость выяснить изменение температуры данной точки тела во времени (термический цикл) и скорость, с которой это изменение (нагревание, охлаждение) происходит. Цикл и скорость изменения температуры оказывают влияние, например, на характер структурных превращений в поверхностных слоях детали и на картину остаточных напряжений, возникающих в обработанном предмете по окончании технологической операции.
Термический цикл точек тел,
в которых действует наподвижный источник
теплоты, описывается аналитически на
основе формул типа θ (х,
у, z,
),
полученных для данных условий теплообмена.
Так, выражение (22) представляет собой
описание термического цикла для точек,
расположенных на торце стержня при
нагревании последнего источником
![]() .
.
В случае, когда твердое тело находится под воздействием движущегося источника теплоты, термический цикл состоит из трех периодов: 1) периода, предшествующего моменту времени, когда источник прошел над данной точкой; 2) периода, в течение которого источник находился над нею; 3) периода, начавшегося после того, как источник прошел над данной точкой тела. Если мы имеем дело с быстродвижущимся источником, то теплота впереди такого источника не распространяется и первый период отсутствует.
В формулах для температурных полей, возникающих под действием движущихся источников, время, как правило, заменено абсциссой точки в системе координат, связанной с источником, и скоростью перемещения последнего. Так, для источника (см. приложение I) температура точки М (х, 0), лежащей на поверхности тела, в период, когда источник находится над нею, описывается выражением
![]()
Чтобы перейти к описанию термического цикла, заменяем x/ = , где — время, отсчитываемое от момента, когда источник своей передней (считая по направлению движения) границей подошел к данной точке поверхности. Следовательно, в период времени 0 l/ термический цикл для точки, расположенной на поверхности тела, в данных условиях описывается выражением
![]()
После того, как источник прошел над точкой М (х, 0) в соответствии с формулой, приведенной в приложении I, получаем
![]()
где = l/ — время, в течение которого источник находился над данной точкой поверхности.
Комплект из двух последних формул θ ( ) описывает термический цикл для точки, расположенной на поверхности полупространства с адиабатической границей, по которой движется двухмерный равномерно распределенный источник теплоты. Аналогично могут быть получены выражения для описания термических циклов в других условиях теплообмена.
С целью унификации формул для описания термических циклов их удобно представлять в виде выражений, содержащих инварианты подобия, в частности, безразмерные температуры θ * и безразмерное время Fo. Так, положив
![]()
и имея в виду, что для
источника
![]() наибольшая температура определяется
по формуле
наибольшая температура определяется
по формуле
![]()
можем взамен предыдущих выражений для θ ( ) написать
![]()
![]()
и
В общем виде термический
цикл описывается функцией θ* = θ * (![]() ).
Скорость изменения температуры в данной
точке тела в данный момент времени
).
Скорость изменения температуры в данной
точке тела в данный момент времени
![]() зависит от формы кривой, описывающей
термический цикл. В общем виде при θ (
)
=
зависит от формы кривой, описывающей
термический цикл. В общем виде при θ (
)
=
![]() для
расчета скорости термического процесса
получаем выражение
для
расчета скорости термического процесса
получаем выражение
![]()
где
![]() безразмерная
скорость изменения температуры.
безразмерная
скорость изменения температуры.
В последней формуле [см/с] и l [см].
В качестве примера на рис.
20 приведены безразмерные термические
циклы для двухмерного быстродвижущегося
источника
![]() с несимметричным нормальным законом
распределения q
(ψ) = q0
exp
[—Зψ2
], часто встречающимся при решении задач
технологической теплофизики. Безразмерные
термические циклы даны в системе
координат
,
для точек, расположенных
на различной глубине относительно
плоскости, по которой перемещается
источник. Глубина расположения
характеризуется безразмерной ординатой
с несимметричным нормальным законом
распределения q
(ψ) = q0
exp
[—Зψ2
], часто встречающимся при решении задач
технологической теплофизики. Безразмерные
термические циклы даны в системе
координат
,
для точек, расположенных
на различной глубине относительно
плоскости, по которой перемещается
источник. Глубина расположения
характеризуется безразмерной ординатой
![]() где у —
фактическая ордината рассматриваемой
точки; / — длина источника, а Ре - критерий
Пекле, учитывающий скорость перемещения
источника.
где у —
фактическая ордината рассматриваемой
точки; / — длина источника, а Ре - критерий
Пекле, учитывающий скорость перемещения
источника.
Фактические температуры,
имеющие место в конкретных условиях в
тот или иной момент времени
,
могут быть получены, если известны длина
источника l
и скорость его перемещения
,
а также максимальное значение температуры
θшах.
Последнее для источника
![]() определяется
по формуле
определяется
по формуле
![]()
где КМ — коэффициент формы (табл. 2).
Для примера, приведенного в приложении III, рассчитаем температуру, вызванную в подповерхностном слое детали теплотой трения на задней поверхности инструмента. Интенсивность источника q2T = 6,34·103 кал/(см2·с), его длина l2 = 0,1 мм, скорость перемещения = 60 м/мин. Обрабатываемый материал - сталь Х18Н9Т (λ = 0,054 кал/(см·с·°С), ω = 0,05 см2/с). Подставляя эти данные (с учетом размерностей) и коэффициент формы источника КM = 0,44 в формулу для θmах, получаем θmах = 126° С. Рассмотрим точки, расположенные на глубине у = 0,01 мм под поверхностью резания. Поскольку Ре = 20 [см. формулу (10)], то v = 0,05. Положим нас интересует температура этих точек через = 1,5·10-4 с после того, как над ними прошла режущая кромка инструмента. Поскольку 1 = l2/ = 1·104 с, то = 1,5. По рис. 20 получаем при v = 0,05 и = 1,5 значение θ* = 0,51. Это значит, что под действием теплоты трения на площадке контакта между резцом и деталью, в слое обрабатываемого материала, расположенном на глубине 0,01 мм от поверхности резания, через 1,5·10-4 с после того, как на этом участке прошла режущая кромка инструмента, возникнет температура θ = 0,51·126 =.64° С.
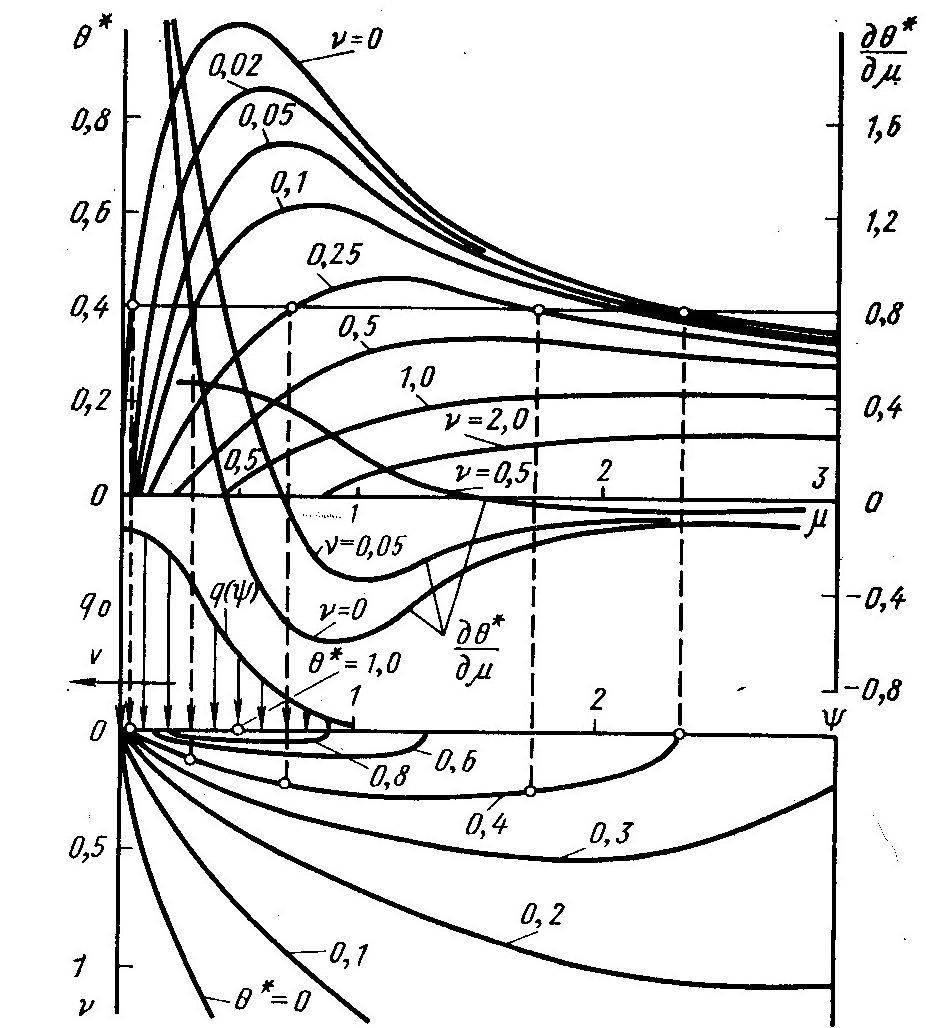
Рис. 20. Термические циклы, скорости термических процессов и температурное поле в безразмерных системах координат для быстродвижущегося источника с распределением интенсивности по закону q = q0 exp [—3ψ2]
На рис. 20 для трех значений
v
приведены кривые, характеризующие
безразмерные скорости изменения
температур. Для рассмотренного примера
(v
= 0,05;
= 1,5) получаем
![]() =
-0,08. Это значит, что в рассматриваемый
момент времени интересующий нас слой
металла уже не нагревается, а остывает,
причем скорость остывания составляет
в соответствии с формулой,
=
-0,08. Это значит, что в рассматриваемый
момент времени интересующий нас слой
металла уже не нагревается, а остывает,
причем скорость остывания составляет
в соответствии с формулой,
приведенной на стр.49, выше,
![]() = 1,1·105
°С/с. Как видим, скорости термических
процессов, протекающих при механической
обработке материалов, могут быть весьма
высокими.
= 1,1·105
°С/с. Как видим, скорости термических
процессов, протекающих при механической
обработке материалов, могут быть весьма
высокими.
По кривым для термических
циклов могут быть построены изотермы,
описывающие температурное поле в
нагреваемом (охлаждаемом) теле. Дело в
том, что при равномерной скорости
движения источника![]() ,
где
,
где
![]() — безразмерная абсцисса точки в системе
координат, движущейся с источником.
Рассекая кривые термических циклов
горизонталями, соответствующими тому
или иному значению θ*, и перенося точки
пересечения в систему координат ψ, v
(на рис. 20 это сделано для θ* = 0,4), получаем
форму изотерм θ* в безразмерном
температурном поле. Такое обобщенное
поле в системе, использующей безразмерные
величины ψ, v,
θ*, будет одним и тем же для самых
разнообразных случаев нагревания тела
источником теплоты с данным законом
распределения. Его конкретизация для
различных условий делается по известным
значениям θшах,
Ре, l.
Так, для рассмотренного выше примера с
теплотой трения на задней поверхности
инструмента безразмерная изотерма θ*
= 0,4 соответствует изотерме θ = θшахθ*
50° С. Переход от безразмерной системы
координат к размерной осуществляется
с помощью формул х = ψl
и у =
— безразмерная абсцисса точки в системе
координат, движущейся с источником.
Рассекая кривые термических циклов
горизонталями, соответствующими тому
или иному значению θ*, и перенося точки
пересечения в систему координат ψ, v
(на рис. 20 это сделано для θ* = 0,4), получаем
форму изотерм θ* в безразмерном
температурном поле. Такое обобщенное
поле в системе, использующей безразмерные
величины ψ, v,
θ*, будет одним и тем же для самых
разнообразных случаев нагревания тела
источником теплоты с данным законом
распределения. Его конкретизация для
различных условий делается по известным
значениям θшах,
Ре, l.
Так, для рассмотренного выше примера с
теплотой трения на задней поверхности
инструмента безразмерная изотерма θ*
= 0,4 соответствует изотерме θ = θшахθ*
50° С. Переход от безразмерной системы
координат к размерной осуществляется
с помощью формул х = ψl
и у =![]()
1.4 Численный метод решения. Моделирование тепловых
явлений
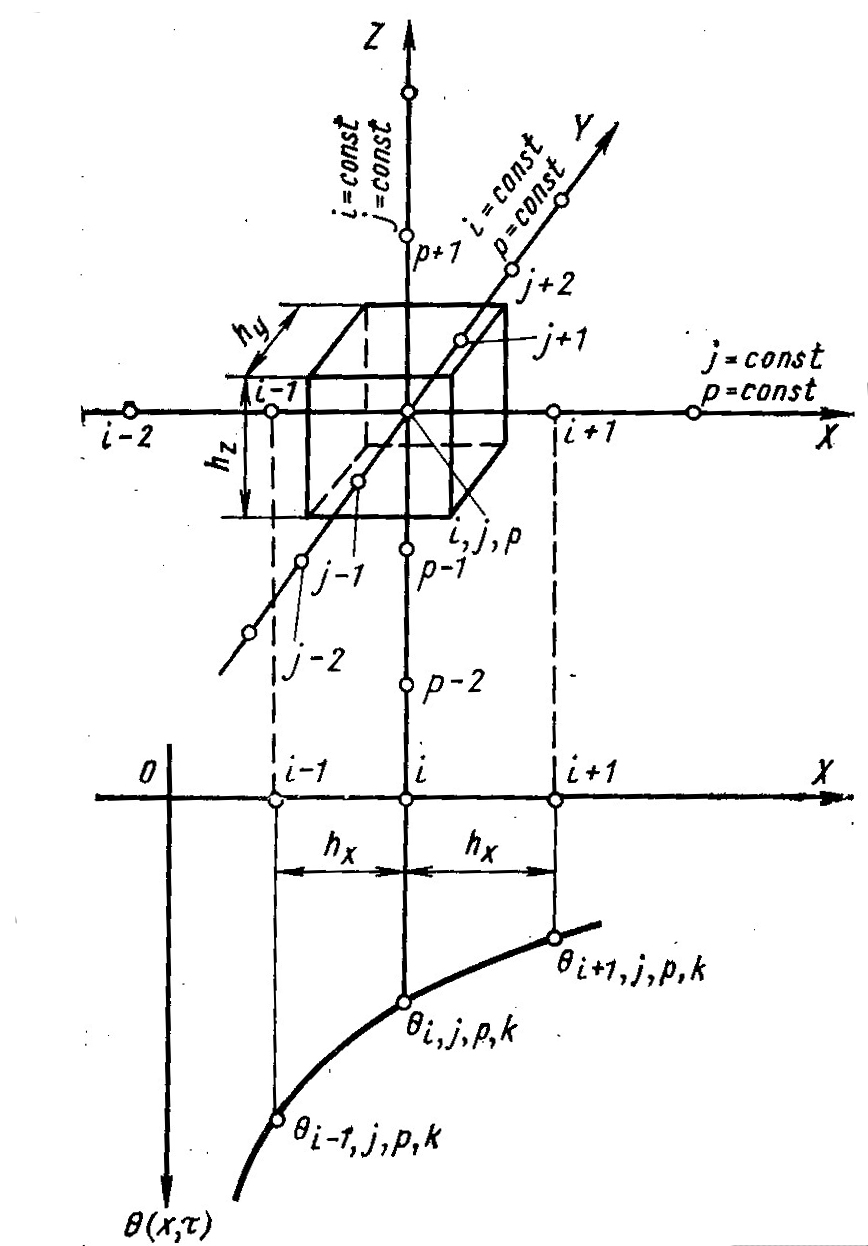
Рис. 21. Иллюстрация метода конечных разностей
Метод конечных разностей. Численные методы решения дифференциального уравнения теплопроводности основываются на методе конечных разностей или, как его еще называют, методе сеток. Он основан на замене производных в уравнениях (12) или (16) их приближенными значениями, выраженными через разности величин функции θ (х, у, z, ) в отдельных дискретных точках - так называемых узлах сетки. Дифференциальное уравнение в результате таких преобразований заменяется эквивалентным соотношением в конечных разностях, решение которого сводится к выполнению алгебраических операций, осуществляемых, как правило, с помощью вычислительных машин. Выделим малый объем hxhyhz (рис. 21), полагая, что все твердое тело семействами плоскостей разбито на такие элементы. Центрам каждого элемента присвоим порядковые номера i, j, р соответственно по направлению осей координат X, Y, Z. Время теплообмена также разобьем на конечные промежутки Δ , полагая, что температура дискретно по этим промежуткам.
Вначале предположим, что
теплота распространяется только в
направлении оси ОХ, а
по направлениям двух других осей
координат потока теплоты нет. Тогда
процесс теплопроводности будет
описываться уравнением (18). Покажем
методику записи этого уравнения в
конечных разностях. Если известна
температурная функция θ (х,
),
показанная в нижней части рис. 21, то
первую производную
![]() вблизи точки i,
j,
р в
момент времени k
можно приближено заменить одним из двух
выражений:
вблизи точки i,
j,
р в
момент времени k
можно приближено заменить одним из двух
выражений:
![]()
Эти выражения принято называть разностными отношениями вперед (+) и назад (—). Вторая производная может быть приближенно описана как разность отношений вперед и назад, отнесенная к длине промежутка hx, т. е.

Подставляя это значение в формулу (18), а также заменяя конечной разностью изменения температур при переходе от промежутка времени k к промежутку k + 1, получим
![]()
откуда для одномерного потока теплоты
![]() (43)
(43)
Здесь
![]() =
=![]() -
значение критерия Фурье, зависящее от
выбранных нами интервалов разбиения
длины и времени. Если их выбрать так,
чтобы
= 1/2, т. е.
-
значение критерия Фурье, зависящее от
выбранных нами интервалов разбиения
длины и времени. Если их выбрать так,
чтобы
= 1/2, т. е.
![]() =
=
![]() ,
то формула (43) упростится:
,
то формула (43) упростится:
![]()
Это позволяет сделать вывод, что для определения температуры в точке с координатами i, j, р в момент времени k + 1 достаточно знать температуры двух соседних точек в предыдущий промежуток времени. Следовательно, если нам известно какое-либо (в том числе начальное) распределение температур и условия на границах, мы можем, последовательно применяя формулу (43), рассчитать распределение температур в теле для любого момента времени. Полученный таким способом результат будет тем точнее, чем меньшими (в пределах Fох 0,5) будут приняты значения интервалов hx и Δ . При Fох > 0,5 устойчивость уравнения (43) теряется и расчет перестает быть верным.
Формула (43), описывающая одномерный процесс распространения теплоты в твердом теле, является частным случаем выражения
 (44)
(44)
описывающего трехмерный
процесс теплопроводности. Для этого
выражения
![]() причем
причем
![]()
Выбирая интервалы сетки hx,hy, hz, следует их значения согласовывать со степенью детализации, с которой необходимо изучить температурное поле в той или иной области твердого тела. Поэтому шаги сетки могут быть неодинаковыми в разных направлениях и на различных участках тела. При необходимости возможно более приблизиться к конкретной форме изучаемой области сетки могут состоять не только из элементов прямоугольной, но и любой другой конфигурации.
В качестве иллюстрации к последнему замечанию приводим из работы [94] сетку для определения температурного поля в зоне резания при свободном точении конструкционных сталей резцом из твердого сплава и поле, полученное в результате расчета (рис. 22). Видно, что сетка имеет более мелкий шаг вблизи режущей кромки инструмента и поверхности сдвига и более крупный шаг в удаленных областях резца, стружки и изделия. Конфигурация элементов на различных участках сетки также различна.
Формулы (43) и (44) соответствуют
условиям, когда источник теплоты
неподвижен. При движущихся источниках
дифференциальное уравнение теплопроводности
записывается в конечных разностях
аналогичным методом [5, 38, 71 ], причем к
условиям
![]() соответственно для одномерного,
двухмерного и трехмерного потоков
добавляются условия
соответственно для одномерного,
двухмерного и трехмерного потоков
добавляются условия
![]()
Численные методы расчета имеют широкие возможности, открываемые для их применения современной вычислительной техникой. Они позволяют, как правило, вести теплофизический анализ при схемах, более близких к реальным процессам, чем при аналитических методах расчета. Так, в сетке, показанной на рис. 22, предусмотрен плавный переход металла из зоны деформации в стружку, причем линии движения частиц металла приняты в виде гиперболических кривых. Аналитическим путем учесть такой характер линий тока весьма трудно.
Вместе с тем конкретность условий, для которых расчет выполнен методом конечных разностей, делает анализ справедливым только для этих условий, поэтому результаты расчета не обладают достаточной общностью и не позволяют выявить закономерности, отображающие влияние того или иного параметра процесса. Между тем, в технологической теплофизике часто требуются не столько конкретные, даже близкие к фактическим расчетные значения температур, сколько закономерности, отображающие влияние главных факторов процесса. Оптимальным, по-видимому, является разумное сочетание аналитических и численных методов, а также применение каждого из них порознь в зависимости от конкретных задач исследования.
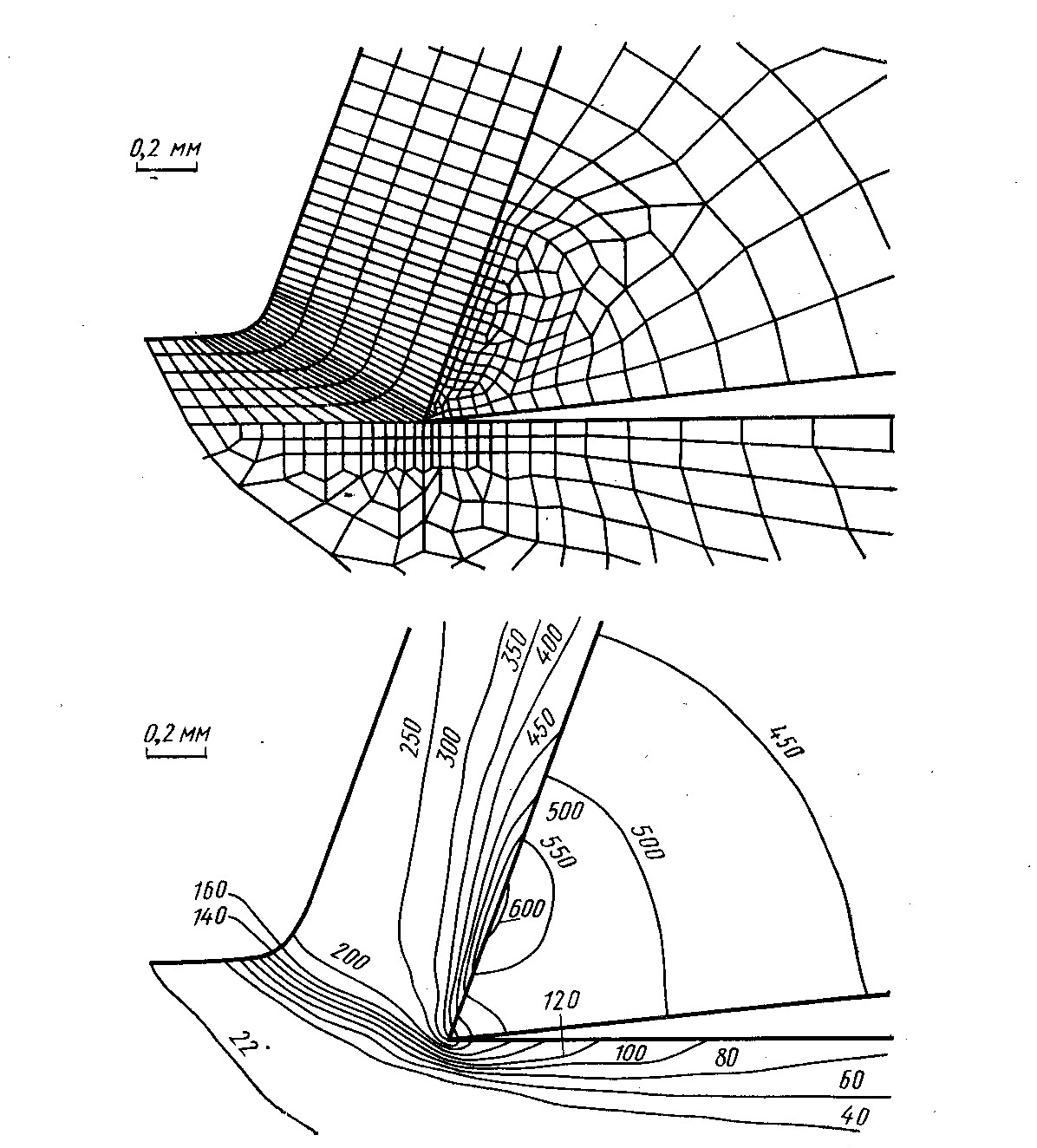
Рис. 22. Сетка для расчета температурного поля численным методом и результаты расчета для свободного точения стали твердосплавным резцом. Толщина среза а = 0,27 мм, скорость резания = 78 м/мин, без охлаждения
Моделирование тепловых явлений. Моделирование представляет собой один из способов изучения тепловых явлений, возникающих при механической обработке материалов. Практически применяют две разновидности моделирования: 1) изучение процесса теплообмена в интересующем нас реальном теле на основе анализа сходного процесса распространения теплоты в модели; 2) изучение теплообмена в реальном теле на основе анализа принципиально другого физического явления, отличающегося от процесса распространения теплоты, имеющего, однако, подобное математическое описание.
В качестве примера,
иллюстрирующего первую разновидность,
рассмотрим моделирование процесса
шлифования с помощью оптического
квантового генератора [13]. Моделирование
применялось для изучения влияния
интенсивности теплового потока, скорости
и времени действия теплового источника
на структурные превращения в поверхностном
слое обрабатываемого материала. Для
эксперимента фактический источник
теплоты, возникающий на поверхности
контакта круга с изделием, заменяется
источником в виде луча лазера в специальной
установке, схема которой приведена на
рис. 23. На электродвигателе 1
с регулируемой
частотой вращения укреплен непрозрачный
диск 2,
на котором имеется
командное отверстие, периодически
проходящее между осветителем 3
и фотоприемником
4.
В этот момент
возникает импульс тока, который
усиливается в блоке усиления и под-жига
5 и
запускает оптический квантовый генератор
6.
Сфокусированное
излучение лазера проходит сквозь
калиброванное отверстие на диске 2,
размер которого
позволяет пропускать излучение в течение
заранее заданного промежутка времени
и этим регулировать в пределах 10-6
-10-3
с длительность теплового
воздействия на образец 7. Интенсивность
источника регулируется системой
светопоглощающих стекол, установленных
на пути луча. Располагая сведениями об
интенсивности и времени действия
теплового импульса, авторы рассматриваемого
исследования по аналитическим формулам
для источника
![]() рассчитывали
температурное поле в образце и сравнивали
его с результатами изучения микротвердости
и микроструктуры поверхностных слоев
металла.
рассчитывали
температурное поле в образце и сравнивали
его с результатами изучения микротвердости
и микроструктуры поверхностных слоев
металла.

Рис. 23. Схема установки для моделирования тепловых явлений с помощью оптического квантового генератора
Второй метод моделирования тепловых явлений базируется на сходстве математического описания процессов распространения теплоты и некоторых других физических явлений. Напишем дифференциальное уравнение, описывающее процесс теплопроводности при неподвижном источнике
![]() (45)
(45)
и уравнение, описывающее процесс распространения электрического тока
 (46)
(46)
где U
— потенциал данной
точки твердого тела, имеющего удельную
электропроводность
![]() и удельную электрическую
емкость С0.
и удельную электрическую
емкость С0.
Аналогичность выражений (45) и (46) очевидна. Чтобы воспользоваться ею для целей моделирования, нужно определить условия, при которых модель и процесс в ней будут подобны интересующему нас объекту (изделию, инструменту) и тепловому процессу в нем. Математические описания процессов распространения теплоты в твердом теле и электрического тока в модели будут аналогичны, если кроме подобия геометрической формы тела и модели будут обеспечены равенство безразмерных координат точек и равенство определяющих критериев (инвариантов) подобия.
С двумя критериями, а именно Fo и Ре, представляющими собой в безразмерных системах соответственно время и скорость, мы уже встречались выше. В технологической теплофизике и, в частности, при моделировании приходится вводить и другие инварианты подобия, например, критерий Кирпичева
![]() (47)
(47)
представляющий собой в безразмерных системах интенсивность потока, и критерий Био
![]() (48)
(48)
отображающий влияние
теплоотдачи на поверхностях тела. В
формулах (47) и (48) q
— интенсивность
источника; l
— характерный размер;
![]() — коэффициенты
теплопроводности и теплоотдачи; θМ
— некоторое значение
температуры, принятое за масштаб.
Потребность в этой величине возникает
потому, что при описании подобных явлений
используют безразмерные значения
температуры θ* = θА
: θМ,
представляющие собой отношения
фактических температур к масштабной
температуре (например, наибольшей в
данном процессе θ
mах).
— коэффициенты
теплопроводности и теплоотдачи; θМ
— некоторое значение
температуры, принятое за масштаб.
Потребность в этой величине возникает
потому, что при описании подобных явлений
используют безразмерные значения
температуры θ* = θА
: θМ,
представляющие собой отношения
фактических температур к масштабной
температуре (например, наибольшей в
данном процессе θ
mах).
При равенстве соответствующих
критериев подобия [например, для уравнений
(45) и (46)
 ,
а также упомянутом выше геометрическом
подобии безразмерный потенциал на
модели U*
= U
и : UM,
численно равен безразмерной температуре
θ* в
сходственной точке твердого тела. А это
значит, что если мы соответствующим
образом выберем длину источника тока
на модели l1
плотность тока
,
а также упомянутом выше геометрическом
подобии безразмерный потенциал на
модели U*
= U
и : UM,
численно равен безразмерной температуре
θ* в
сходственной точке твердого тела. А это
значит, что если мы соответствующим
образом выберем длину источника тока
на модели l1
плотность тока
![]() ,
масштабный потенциал UМ
и время
1,
то, изучая поле потенциалов на модели,
можем сделать заключение о температурном
поле в нагреваемом объекте. Переход от
безразмерной температуры θ*
к температуре в градусах
θ осуществляется
по результатам моделирования с помощью
соотношения
,
масштабный потенциал UМ
и время
1,
то, изучая поле потенциалов на модели,
можем сделать заключение о температурном
поле в нагреваемом объекте. Переход от
безразмерной температуры θ*
к температуре в градусах
θ осуществляется
по результатам моделирования с помощью
соотношения
![]()
где L = /l1/( Umax) — коэффициент формы модели, а θМ = θmах. Более подробно условия подобия изложены в работах [32, 51 ].
При моделировании тепловых явлений, возникающих в процессах механической обработки, как правило, встречаются три вида задач: 1) моделирование температурных полей в отдельном теле, по отношению к которому источники и стоки теплоты неподвижны (режущий инструмент, дорны, инденторы, зерна шлифовальных кругов); 2) моделирование температурных полей в отдельном теле, по отношению к которому источники (стоки) теплоты перемещаются (обрабатываемые детали, стружка и т. д.); 3) моделирование тепловых процессов в системе соприкасающихся тел (балансовые задачи).
Первая группа задач решается методом электротепловой аналогии, рассмотренным выше. В качестве основы для моделей применяют электропроводные среды или электрические сетки. Наиболее широкое применение в качестве сплошной среды получила электропроводная бумага с сажевым, графитовым или угленовым покрытием. Для моделирования на электропроводной бумаге разработаны специальные устройства, на одном из которых мы остановимся.
Устройство для аналогового
моделирования КММ-12, функциональная
схема которого приведена на рис. 24,
разработано в институте математики АН
УССР. Плоскую модель 1, геометрически
подобную изучаемому объекту с неподвижными
источниками теплоты, вырезают из
электропроводной бумаги и устанавливают
на вакуумном столе 2
с устройством для
откачки воздуха 3.
Вакуум обеспечивает
плотное прилегание модели к столу.
Стабилизированный блок напряжения 4
служит для питания
всей установки. От него заданные
потенциалы, регулируемые в пределах
0-100% с точностью до
![]() 0,05%,
ч
могут подаваться через 50 источников
тока 5 к контактам 6. Это
позволяет на исследуемом участке модели
создать распределение плотностей тока
б по закону, аналогичному закону
распределения интенсивности источника
а в
нагреваемом теле.
0,05%,
ч
могут подаваться через 50 источников
тока 5 к контактам 6. Это
позволяет на исследуемом участке модели
создать распределение плотностей тока
б по закону, аналогичному закону
распределения интенсивности источника
а в
нагреваемом теле.
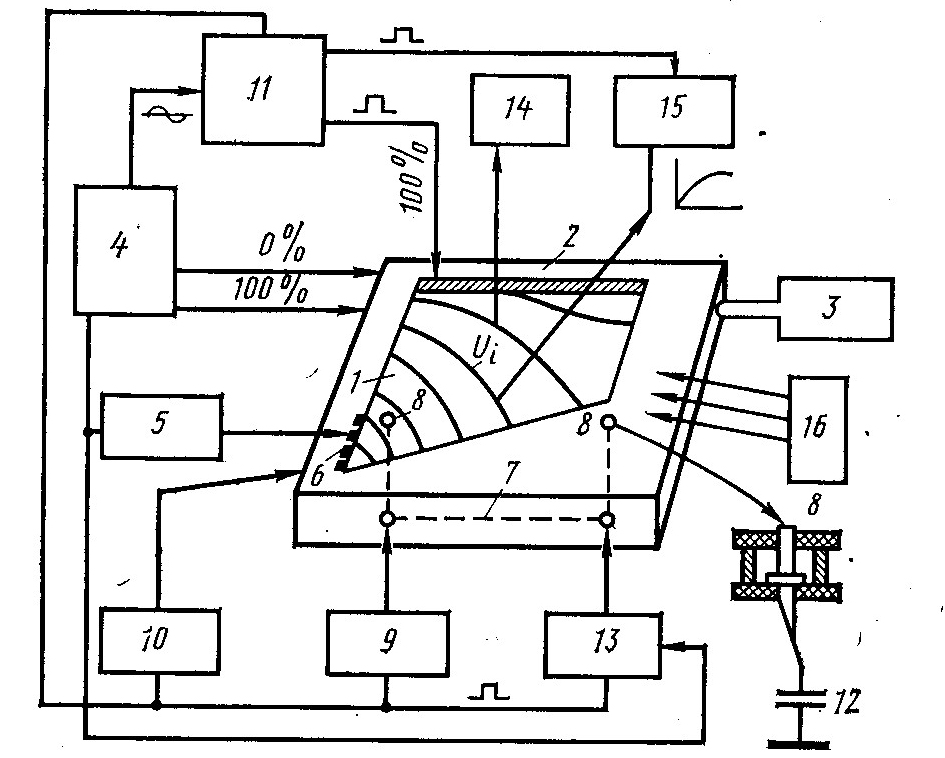
Рис. 24. Аналоговое устройство для моделирования тепловых явлений на электропроводной бумаге
Если на модели требуется создать электрическое поле, соответствующее начальным условиям в нагреваемом объекте, то от блока 4 через коммутатор 7 к каждому из 540 точечных электродов 8, выходящих на поверхность стола, можно подключить источники напряжения 9. Модель под влиянием вакуума плотно прижата к этим электродам. Блоки источников напряжения 10 позволяют имитировать граничные условия на любых участках модели за пределами контактов 6. Блок питания 4 является одновременно источником напряжения для запуска генератора прямоугольных импульсов (периодизатора) 11.
Периодизаторы того или иного типа входят в схемы, предназначенные для моделирования нестационарных процессов. Дело в том, что при неустановившемся процессе теплообмена температура точек тела при нагревании непрерывно повышается. Теплоемкость нагреваемого материала в этом процессе играет существенную роль и должна быть учтена при моделировании. Аналогом теплоемкости в электрическом процессе служит емкость. * Поэтому к нижним концам стержней 8 припаяны конденсаторы 12, постепенная зарядка которых должна отображать процесс постепенного нагрева исследуемого объекта. Однако конденсаторы заряжаются столь быстро, что за это время нельзя изучить процесс изменения потенциалов во всех или хотя бы в нескольких точках модели. Поэтому процесс зарядки и разрядки конденсаторов периодически повторяется, для чего и служат периодизирующие устройства.
В рассматриваемой установке периодизатор 11 посылает через блок 13 прямоугольные импульсы, обеспечивающие зарядку конденсаторов 12, разрядка которых происходит в периоды времени между импульсами. Измерительные устройства в виде потенциометра с пробником 14 (для стационарных процессов) или в виде осциллографа 15 позволяют измерять потенциалы в различных точках модели и строить эквипотенциали (линии равных потенциалов). В комплект входит также так называемое арифметическое устройство 16, позволяющее использовать метод статического электромоделирования для решения некоторых нелинейных задач теплопроводности.
При решении задач технологической теплофизики широко применяют модели в виде сеток, состоящие из резисторов (R-сетка) или резисторов и конденсаторов (#С-сетки). В основе моделирования на сетках лежит принцип замены твердого тела с распределенными по объему характеристиками системой дискретных элементов, в которых эти характеристики приведены к некоторым узловым точкам. На рис. 25 показан малый объем тепло-проводящего тела hxhyhz (рис. 25, а) и замещающий его объем электропроводной модели hxlhylhx1 (рис. 25, б), В последнем показаны резисторы 0,5Rx; 0,5Ry и 0,5R2, соединяющие центр объема с центрами его граней и имитирующие теплопроводность основного (нагреваемого) материала по направлению осей координат, а также подключенная к центру (узлу) емкость, имитирующая теплоемкость тела.
Значения Rx
рассчитывают по формуле
![]() (
- удельная электропроводность);
аналогично рассчитывают два других
значения R.
(
- удельная электропроводность);
аналогично рассчитывают два других
значения R.

Рис. 25. Элементарный объеме нагреваемого тела и его моделирование сетки RC и RLC
Емкость С = Cohx1hylhz1, где С0 — удельная емкость материала модели. Если моделируемую область разбить на ряд элементарных объемов и с сохранением правил подобия произвести замещение каждого объема резисторами и емкостями, то получим электрическую модель в виде RС-сетки.
Сетки могут иметь и более сложную структуру. В работе [92], например, отмечается, что уравнение (48) недостаточно точно описывает процесс распространения теплоты при весьма высоких интенсивностях поверхностных источников тепловыделения, например при шлифовании. Это уравнение не учитывает конечное значение скорости распространения теплоты и волновой характер этого процесса. В связи с этим происходит занижение градиентов температур, особенно вблизи обрабатываемой поверхности. Предлагается процесс распространения теплоты описывать уравнением
![]() (49)
(49)
в котором последний член учитывает упомянутые выше особенности явления. Аналитическим путем уравнение (49) неразрешимо, поэтому предлагается моделировать его с помощью сеток RLC, в которых кроме резисторов и емкостей имеются индуктивности L, моделирующие конечную скорость потока теплоты. Значение потенциала в узле сетки, показанном на рис. 25 справа, определяется выражением
![]()
структура которого аналогична структуре формулы (49), что и позволяет применить способ моделирования на сетке RLC.
Сеточные модели могут использоваться для решения так называемых обратных задач теплопроводности, когда по результатам натурных экспериментов известна температура нескольких точек твердого тела, а требуется найти значения тепловых потоков, следующих через граничные поверхности. В качестве примера на рис. 26 приведена схема устройства, предназначенного для решения обратной задачи [33]. Сигнал из узловой точки модели М поступает на вход сумматора- вычитателя блока сравнивания БС. На второй вход сумматора-вычитателя подается потенциал с по-тенциометрического делителя напряжений ПДН, соответствующий температуре в данной точке модели (предполагается, что эта температура известна). С выхода сумматора-вычитателя сигнал рассогласования поступает на вход сумматора блока сравнивания, где суммируется с аналогичными сигналами, поступающими дели.
Суммарный сигнал рассогласования qp подается на вход сумматора С, где складывается с потенциалом, пропорциональным некоторому начальному значению q0, которое поступает от ПДН, и с сигналом, поступающим от сумматора-вычислителя СВ. На последнем происходит вычитание потенциала, пропорционального q0, из выходного потенциала сумматора С. Этот потенциал подается также на вход управляемого стабилизатора тока УСТ, где преобразуется в ток, пропорциональный тепловому потоку на границе исследуемого тела. Регулирование происходит до тех пор, пока суммарный сигнал рассогласования не станет равным нулю, т. е. пока потенциалы в выбранных узлах модели не будут максимально близкими к потенциалам, соответствующим известным температурам сходных точек нагреваемого тела. Величина теплового потока на границе определяется по замерам тока на выходе УСТ.
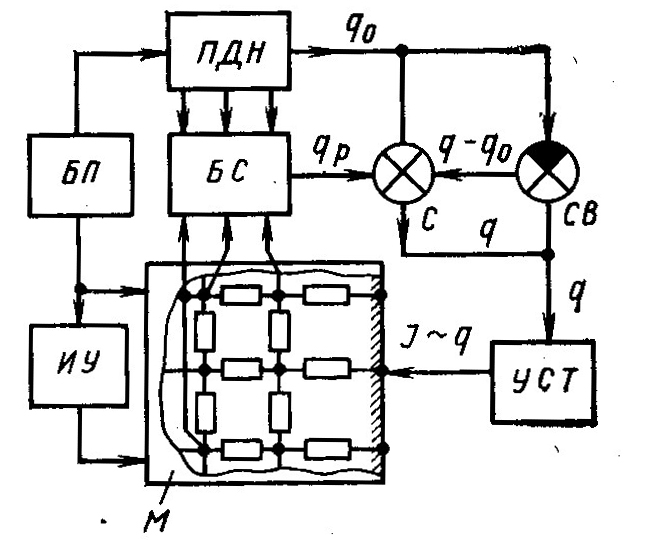
Рис. 26. Схема устройства для решения обратных задач теплопроводности
До сих пор мы рассматривали способы моделирования процессов в телах, по отношению к которым источники теплотынеподвижны. Техника реализации этих способов на аналоговых устройствах и сетках различного вида применительно к задачам теплофизики механической обработки материалов изложена в литературе [54, 59]. Большой класс составляют задачи моделирования процессов теплообмена в твердых телах при наличии движущихся источников. Для этих задач на практике нашли применение два основных способа: 1) моделирование с применением устройств, имитирующих движение источников, и 2) квазианалоговое моделирование.
Первый способ состоит в том, что с помощью специальных устройств узлы сетки подключаются поочередно, в порядке, соответствующем перемещению источника по нагреваемому телу. В качестве примера рассмотрим моделирование процесса ленточного шлифования лопаток турбины. Неравномерный нагрев лопаток при шлифовании приводит к короблению изделия и трещинам, поэтому выявление законов распределения температур на поверхностях лопаток представляет практический интерес.
В верхней части рис. 27
приведена схема процесса ленточного
шлифования спинки лопатки, а в нижней
— схема моделирующей установки. Обработка
лопатки производится абразивной или
алмазной лентой А,
движущейся со скоростью
.
Лента с помощью ролика
В прижимается
к обрабатываемой поверхности и
перемещается вдоль нее со скоростью
1.
В месте контакта ленты
с лопаткой выделяется теплота, зависящая
от режима работы и свойств ленты. Для
моделирования все сечение лопатки
разделено на ячейки линиями v
=
![]() и
вертикалями 1-9. Величина
v
представляет собой расстояние от
наружной поверхности до данной линии,
отнесенное к толщине изделия, измеренной
по соответствующей вертикали.
и
вертикалями 1-9. Величина
v
представляет собой расстояние от
наружной поверхности до данной линии,
отнесенное к толщине изделия, измеренной
по соответствующей вертикали.
Реальная форма лопатки замещена сеткой RC, в которой резисторы Ri и емкости Сi, для каждого узла рассчитаны по законам подобия. Электрический ток, имитирующий тепловой поток, подается в узлы 1-9 верхнего ряда сетки от блока питания БП1 через контакт К1, шаговое устройство Д и входные сопротивления ч1—ч9. Шаговое устройство поочередно подключает узлы сетки в порядке, соответствующем направлению движения теплового источника. Для обеспечения заданной скорости переключения, зависящей от скорости перемещения ленты 1 в моделирующей установке применен низкочастотный генератор импульсов Г. Последний через усилитель мощности У и контакт К2 подает с заданной частотой импульсы на магнитное устройство М, поворачивающее через собачку Е и храповое колесо X щетки F1 и F2 шагового, устройства.
Щетка F1 замыкает последовательно цепи контактов 1—9, чем обеспечивается питание соответствующих узлов модели. Вторая щетка шагового устройства обслуживает реле останова Р1, которое может быть подключено к любому из контактов 1—27. Двигаясь синхронно со щеткой F1, щетка F2 в заданный момент времени подключит реле Pi через контакт КЗ и кнопку «Пуск» к блоку питания БП2. Реле Р1 сработает, разомкнет контакт К4, выключит реле Р2, а последнее, разомкнув контакты К1 и К2, обесточит модель и остановит шаговое устройство.
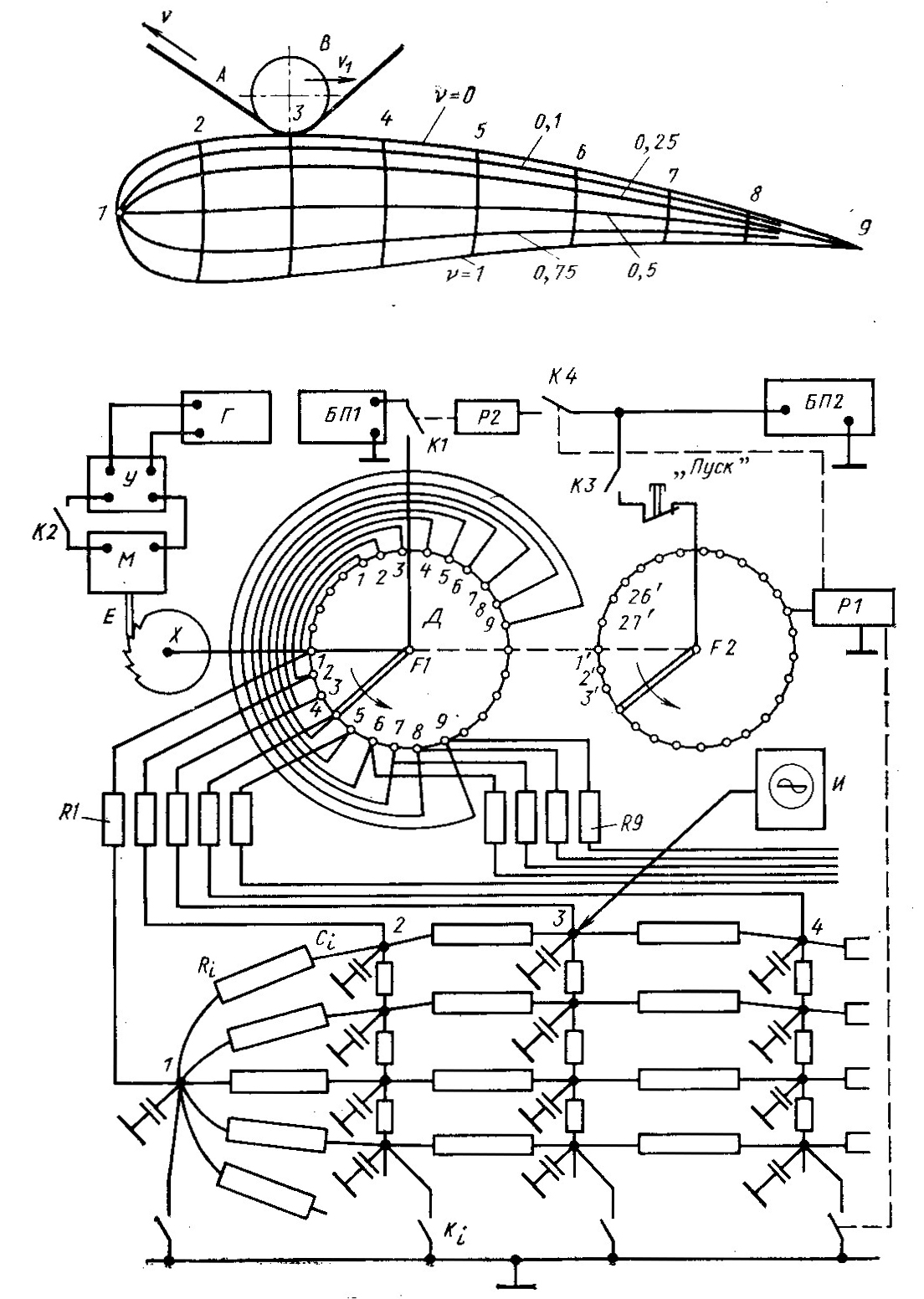
Рис. 27. Схема процесса ленточного шлифования лопатки и устройство
для его моделирования
Одновременно реле Р2 включит на массу конденсаторы Ci замкнув все контакты Ki Процесс моделирования возобновится после нажатия кнопки «Пуск». Потенциалы в узлах сетки могут быть поданы на экран электронно-лучевого индикатора И или на шлейфовый осциллограф. Запись процесса для данного узла происходив за то время, пока щетка F1 подключает узлы 1—9 в прямом порядке (прямой ход ролика), проходит через контакты, не подключенные к сетке (этим имитируется перебег ленты), затем те же узлы в порядке 9—1 (обратный ход) и вновь неподключенные контакты (второй перебег).
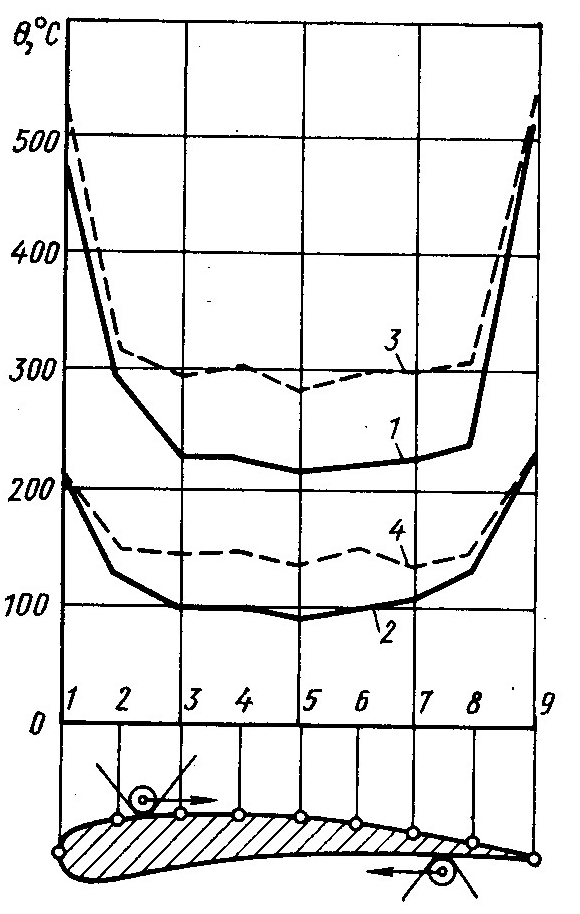
Рис. 28. Распределение температур на спинке лопатки при ленточном шлифовании:
1, 3 — охлаждение воздухом;
2, 4 — охлаждение водным раствором;
1,2 — односторонняя обработка;
3, 4 — двусторонняя обработка
На рис. 28 приведены результаты моделирования при определении температур на поверхностях лопатки из жаропрочного сплава (К = 0,045 кал/(см·с·°С), ω = 0,045 см2/с). Скорость ленты = 18 м/с, скорость перемещения ролика 1 = 2 см/с, сила прижатия ролика Р = 5 кгс. Рассматривались два варианта охлаждения: воздухом [ = 0,042 кал/(см2 х с·°С)] и водным раствором [ = 0,25 кал/(см2·с·°С)]. Для того чтобы учесть охлаждение, в наружные узлы сетки подключали электрические стоки, имитирующие сток теплоты. Изучались также два варианта технологии обработки — одной лентой и двумя лентами при встречном их движении. Как видно из рис. 28, на краях лопатки при шлифовании с теплоотдачей в окружающий воздух температура достигает 500° С. Она практически мало зависит от технологии обработки (одним или двумя роликами), но снижается при охлаждении изделия водным раствором.
Важно при этом не только общее снижение температуры, но и уменьшение ее перепада по длине изделия, что уменьшает напряжения, остающиеся в лопатке после обработки.
Широкое распространение для моделирования тепловых явлений нашел квазианалоговый метод, общая теория которого разработана Г. Е. Пуховым [49], а применительно к задачам технологической теплофизики — А. В. Темниковым [73]. Сущность метода рассмотрим на моделировании одномерного процесса распространения теплоты от источника, движущегося, в направлении оси координат со скоростью . Этот случай соответствует, например, процессу распространения теплоты деформации в стружке при малых углах сдвига, когда упомянутый источник можно полагать расположенным перпендикулярно оси стружки, граничные поверхности которой считаем адиабатическими (см. ниже). В безразмерном виде такой процесс при установившемся теплообмене описывается выражением
![]() (50)
(50)
Для моделирования запишем это выражение в конечных разностях, положив безразмерный (отнесенный к масштабному) шаг сетки слева от точки i (рис. 29) равным hi-x, а справа — равным hi+1. Тогда
а вместо (50) получаем
 (51)
(51)
Для левой части выражения (51)
![]() (52)
(52)
можно построить обычную аналоговую модель, записывая для i-го узла (рис. 29) закон Кирхгофа в безразмерном виде:
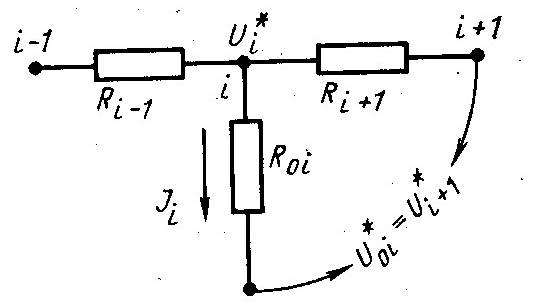
Рис. 29. Узел сетки для квазиального моделирования
![]() (53)
(53)
где Ii — сила электрического тока в узле; RM — омическое сопротивление, принятое за масштаб.
Сопоставление выражений (52) и (53) позволяет получить формулы для расчета резисторов Ri+1 и Ri-1
Теперь рассмотрим правую часть уравнения (51):

Ее аналог можем получить, если от независимого источника питания в узле i через резистор Roi (рис. 29) подведем ток силой
![]()
и путем последовательных
приближений добьемся того, что потенциалы
точек i
+ 1 и O
будут равными
![]() При этом
При этом
![]() .
Уравновешивание потенциалов и может
быть сделано вручную с помощью
потенциометрических делителей напряжения
или катодных повторителей. Могут быть
применены и устройства с автоматизированным
уравновешиванием потенциалов.
.
Уравновешивание потенциалов и может
быть сделано вручную с помощью
потенциометрических делителей напряжения
или катодных повторителей. Могут быть
применены и устройства с автоматизированным
уравновешиванием потенциалов.
В заключение главы отметим, что рассмотренные на основе теплофизического анализа математические методы описания тепловых явлений при механической обработке деталей, применимы к конкретным процессам — резанию лезвийными инструментами, шлифованию и обработке без снятия стружки, несмотря на различие операций, поскольку во всех упомянутых случаях тепловые явления имеют принципиальное сходство, а сами операции — некоторую общую схему. Так, в процессе резания лезвийным инструментом возникают три основных источника теплообразования: деформация в зоне сдвига, трение по передней поверхности и трение по задней поверхности резца. Существенно уменьшая толщину среза и переходя в область больших отрицательных передних углов, мы при некоторых соотношениях приходим к схеме процесса резания абразивным зерном, в которой имеются те же источники теплообразования. Дальнейшее уменьшение соотношения между толщиной деформируемого слоя материала и радиусом скругления кромки инструмента приводит к условиям, когда стружка не возникает и процесс переходит в область поверхностного пластического деформирования. Но и здесь в принципе действуют те же теплообразующие источники.
Таким образом, с точки зрения теплофизического анализа резание лезвийными инструментами, шлифование и поверхностное деформирование без снятия стружки имеют принципиальное сходство и, следовательно, описание тепловых явлений здесь может быть сделано на основе единой методики и схемы. Этот подход лежит в основе содержания следующих глав.
2. Теплофизика процессов резания
ЛЕЗВИЙНЫМИ ИНСТРУМЕНТАМИ
2.1 Классификация вариантов процесса резания с точки зрения анализа тепловых явлений. Форма и интенсивность
источников теплоты
Все многообразие операций, в которых используется резание лезвийными инструментами, можно упорядочить, подойдя к ним с позиций особенностей, выраженных при теплофизическом анализе. Рассмотрим варианты процесса резания, приведенные в табл. 5.
Таблица 5
Классификация вариантов процесса резания лезвийными инструментами
Свободное резание, когда выполняется строгание, точение или цилиндрическое фрезерование плоской пластины, и течение снимаемого металла вдоль режущей кромки происходит беспрепятственно в любую сторону, можно в ряде случаев рассматривать как плоский процесс распространения теплоты, чем упрощается теплофизический анализ. В большинстве операций, однако, имеет место несвободное резание, при котором процесс распространения теплоты в зоне резания необходимо рассматривать как трехмерный.
Получившее в последние годы распространение ротационное резание [24, 45] ведет свое начало от инструментов с перемещающейся кромкой [53, 54]. Теплофизическая обстановка при ротационном резании приводит к существенному снижению температуры рабочих поверхностей инструмента по сравнению с температурой при резании невращающимся инструментом.
Наличие на инструменте ряда лезвий (зубьев), как например, на сверлах, фрезах, протяжках, вызывает необходимость учитывать взаимное тепловое влияние этих лезвий при определении температурных полей в зоне резания. Это же приходится делать и при теплофизическом анализе многорезцовых операций, особенно если инструменты расположены близко друг к другу или если промежутки между последовательными переходами (например, между сверлением, зенкерованием и развертыванием) столь коротки, что рассеяние по массе детали теплоты, внесенной предыдущим инструментом, к началу работы последующего происходит в малой степени.
При обработке внешних поверхностей деталей сход стружки, как правило, не затруднен и вторичного (за пределами зоны резания) теплообмена между, нею и инструментом, а также между нею и деталью практически не происходит. Вероятность такого теплообмена повышается при обработке внутренних поверхностей, условно названных нами открытыми. Под открытыми мы понимаем поверхности, не полностью занятые инструментом (например, при растачивании, когда диаметр отверстия намного превышает диаметр резца или борштанги).
Наибольшее влияние на температуру резания вторичный теплообмен между деталью, инструментом и стружкой за пределами зоны резания оказывает при обработке поверхностей, которые условно названы закрытыми. В этом случае инструмент и деталь соприкасаются друг с другом на большом участке обработанной поверхности. Стружка длительно контактирует с ними (как, например, при сверлении или при протягивании), достаточно длительно хранится между зубцами инструмента, отдавая последнему и детали часть теплоты, полученной в зоне резания.
В подавляющем количестве случаев размеры среза и скорость резания в процессе обработки мало меняются. Вместе с тем режим резания может быть и нестабильным, меняющимся во времени, что, естественно, влияет на протекание тепловых процессов. Особенное внимание к процессам резания с переменными размерами среза (a х b) и скорости ( ) уделяется в связи с все большим применением станков с программным управлением, на которых
зачастую один и тот же инструмент последовательно обрабатывает поверхности детали с различными режимами резания.
Вопросы, относящиеся к влиянию охлаждения или дополнительного нагрева при резании изложены в гл. 6. Здесь рассмотрим только общую методику расчета интенсивности тепловых потоков и температур в различных условиях обработки резанием.
Тепловые потоки в зоне резания. В зоне резания возникают три основных источника теплоты: теплота деформации в зоне стружкообразования (интенсивность источника qд) теплота трения на площадке контакта между стружкой и передней поверхностью инструмента (qiт) и теплота трения между задними поверхностями инструмента и деталью (qiт). На рис. 30 эти источники показаны применительно к процессу точения, причем резец 3, стружка 2 и деталь 1 условно раздвинуты.
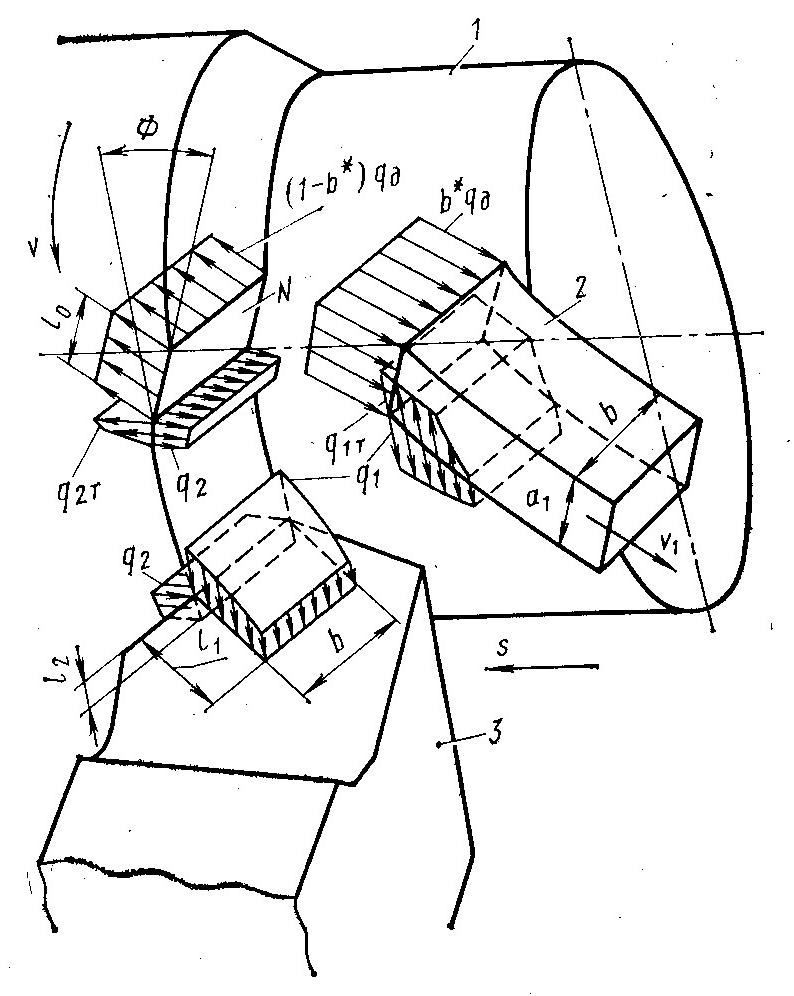
Рис. 30. Схема расположения источников и стоков теплоты при точении
Теплота каждого из упомянутых источников в той или иной мере передается всем твердым телам, участвующим в процессе детали, резцу, стружке. Рассмотрим источник теплоты, возникающий в зоне стружкообразования вблизи плоскости сдвига N (рис. 30). Теплота этого источника (теплота деформации) распределяется между стружкой и деталью. Стружка, перемещаясь по контактной площадке b x l1 с резцом, отдает последнему часть теплоты, полученной в зоне стружкообразования. Эта теплота может частью уходить в тело резца, а частью через инструмент передаваться в деталь, поскольку существует теплообмен между задней поверхностью режущего клина и поверхностью резания. Часть теплоты деформации, попавшая из зоны стружкообразования в деталь, переносится вместе с последней мимо контактной площадки b x l2 на задней поверхности резца. Некоторая доля теплоты может при этом направиться в инструмент, а оттуда — в стружку.
Аналогичные маршруты распространения теплоты возникают и от двух других источников. Таким образом в зоне резания имеет место переплетение путей движения потоков теплоты, и поэтому математическое описание процесса теплообмена оказывается очень сложным. Без потери точности и без отклонения от реальной физики процесса схему движения потоков теплоты можно значительно упростить, введя понятие об итоговых потоках теплообмена через контактные поверхности инструмента. Эти потоки показаны на рис. 30 в виде источников интенсивностью q1 и q2, расположенных на передней и задней поверхностях инструмента.
Обозначим через Q общую тепловую мощность процесса резания. С достаточной для практики точностью можно полагать, что тепловая мощность полностью эквивалентна механической мощности процесса резания. С учетом размерностей Рz [кгс], [м/мин] и Q [кал/с], приравнивая тепловую и механическую мощности процесса, можем получить Q = 0,039Pz , где Рz — тангенциальная сила, a — скорость резания. Обозначим далее через Qд мощность источника теплоты деформации, Q1т и Q2т — тепловую мощность источников, возникающих как результат трения соответственно на передней и задней поверхностях инструмента, Q1т и Q2т — тепловую мощность итоговых источников на этих поверхностях. Величины, относящиеся к передней поверхности инструмента, содержат в индексе цифру 1, а относящиеся к задней поверхности — цифру 2. При этих обозначениях имеем
 (54)
(54)
Вблизи плоскости N (рис. 30), они резко убывают по направлению от этой плоскости в глубь зоны стружкообразования. Следовательно, и тепловыделение распределено по толщине зоны стружкообразования резко неравномерно. Несмотря на это, влияние объемности и закона распределения источника Qд на температуру стружки практически неощутимо. Это явление можно объяснить, если представить процесс нагревания стружки теплотой b*QД как нагревание бесконечного стержня-, протягиваемого через источник в направлении скорости 1. Ясно, что на температуру участков этого стержня, находящихся вне плоскости сдвига (вне детали) влияет не закон распределения теплоты под плоскостью (в зоне стружкообразования), а лишь мощность источника b*QД.
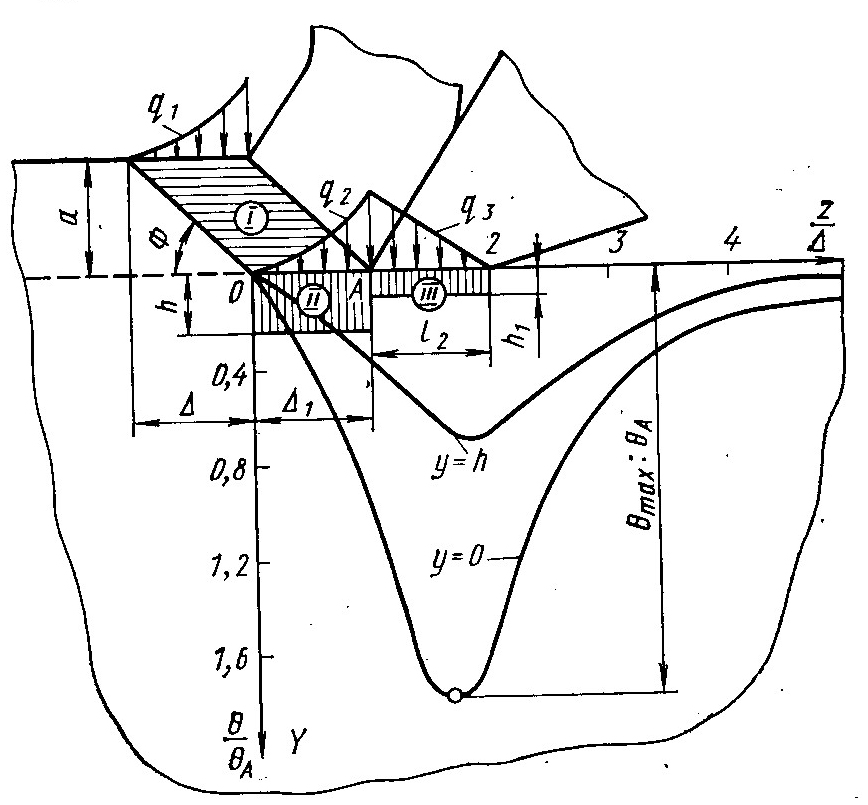
Рис. 31. Сложный объемный источник теплоты в поверхностных слоях детали и отношения температуры точек изделия θ к температуре на кромке резца θА при Р = 10s; h= 0,5 a; h1 = 0,2 а; 12 = Δ; Δ х = Δ = а/tg Ф
Более сложно влияние части теплоты деформации (1 - b*) QД, переходящей в поверхностные слои- детали, поскольку объемный источник функционирует непосредственно в массе материала, прилежащего к этим слоям. В работе [80] выполнен теоретический расчет температур на поверхности резания и в подповерхностном слое в предположении, что в зоне резания действует сложный объемный источник теплоты, состоящий из частей I, II, III (рис. 31) с интенсивностями q1, q2, q3, распределенными по соответствующим объемам неравномерно. Несмотря на ряд допущений итоговые выражения по расчету температуры точек в детали весьма громоздки, они содержат более 40 членов с различными функциями. Результаты расчета с помощью ЭЦВМ для некоторых частных условий приведены на рис. 31 в виде отношения температуры в данной точке θ к температуре на режущей кромке резца θ А.
Обработка данных машинного счета позволила автору рассматриваемой работы получить график для отношения
=
![]() между
наибольшими температурами на поверхности
резания для объемных (о) и плоских (П)
источников теплоты в зависимости от
безразмерного комплекса
между
наибольшими температурами на поверхности
резания для объемных (о) и плоских (П)
источников теплоты в зависимости от
безразмерного комплекса
![]() (ω
- коэффициент температуропроводности
обрабатываемого материала). Аппроксимация
этого графика для значений 15
Р
50, выполненная нами, приводит к формуле
(ω
- коэффициент температуропроводности
обрабатываемого материала). Аппроксимация
этого графика для значений 15
Р
50, выполненная нами, приводит к формуле
![]()
справедливой для h = а; h1 = 0,25а и l2 = 0,2Δ (обозначения — по рис. 31).
Сделаем расчет для конкретного примера. Пусть обрабатывается сталь Х18Н9Т (ω= 0,05 см2/с), = 60 м/мин, а = 0,31 мм/об и Ф = 32°. Определив значение критерия
![]()
получаем = 1,06. Следовательно в условиях примера учет объемности теплообразующих источников приводит к поправке 6% в сторону повышения температуры по сравнению с температурой по схеме с плоскими источниками. По расчетам, приведенным в работе [80], для Р > 20 и для различных значений h, h1 и l2 погрешности при переходе к схеме с плоскими источниками составляют 15—25% в плюс. Погрешности такого же порядка (6—16%), но обратного знака, получены в работе [72], в которой учитывалось влияние объемности источника Q2T.
Для определения допустимости замены объемного источника Q1T плоским в работе [26] рассматривалось уравнение
![]() (55)
(55)
причем ось X
направлена вдоль передней
поверхности резца перпендикулярно к
кромке, а ось Y
— перпендикулярно
передней поверхности инструмента. В
формуле (55)
![]() ,
— интенсивность напряжений,
,
— интенсивность напряжений,
![]() —
интенсивность тензора деформаций, J
— механический эквивалент
теплоты.
—
интенсивность тензора деформаций, J
— механический эквивалент
теплоты.
Изменение скоростей движения
металла в стружке в зоне вторичных
деформаций по направлению, перпендикулярному
поверхности ее контакта с резцом,
принималось при у
![]() в виде
в виде
![]() (56)
(56)
где
![]() — скорость схода стружки
за пределами контакта.
— скорость схода стружки
за пределами контакта.
Таким образом, предполагалось,
что нижние (у = 0)
слои стружки затормаживаются (![]() = 0). Далее, по мере
увеличения у в
пределах толщины слоя h
скорость схода стружки
постепенно нарастает, а за пределами у
h
постоянна и равна
.
Используя преобразования
Лапласа при некоторых упрощающих
предположениях (в том числе — отсутствии
теплообмена стружки с резцом), автор
рассматриваемой работы рассчитал
значения безразмерных температур
= 0). Далее, по мере
увеличения у в
пределах толщины слоя h
скорость схода стружки
постепенно нарастает, а за пределами у
h
постоянна и равна
.
Используя преобразования
Лапласа при некоторых упрощающих
предположениях (в том числе — отсутствии
теплообмена стружки с резцом), автор
рассматриваемой работы рассчитал
значения безразмерных температур
![]() (
— предел текучести материала стружки)
в зависимости от безразмерной
характеристики
(
— предел текучести материала стружки)
в зависимости от безразмерной
характеристики
![]() и построил графики, показанные на рис.
32.
и построил графики, показанные на рис.
32.
Здесь приведены зависимости θ* = φ (?), построенные для плоского источника" по нашим формулам [54] (линия /), а также зависимости для объемных источников, у которых показатель степени в формуле (56) дан в двух вариантах: = 1 и = 4. При = 1 скорость x изменяется в слое h по линейному закону (линия 2), а при = 4 — по параболическому (линия 3). Как видно из рисунка, погрешности от замены объемного источника QjT плоским не выходят за пределы ±15%.
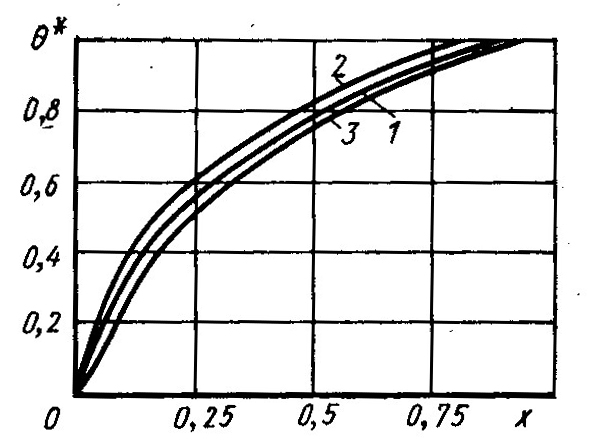
Рис. 32. Влияние учета объемности источника теплоты трения на передней поверхности резца на безразмерную температуру θ* прирезцовой стороны стружки
Общее заключение, вытекающее из рассмотренных исследований, состоит в следующем: пренебрегая трехмерностью распределения теплоты источников, возникающих при резании материалов лезвийными инструментами, и полагая эти источники двухмерными (плоскими), мы допускаем погрешности. Знак и величина этих погрешностей пока не могут быть определены в связи с отсутствием достаточных сведений в отношении объемов источников тепловыделения и законов распределения интенсивности по этим объемам. Учет объемности источников приводит к существенному усложнению математического аппарата, используемого при теплофизическом анализе процесса резания, которое в современных условиях еще не окупается повышением точности и практической ценностью расчетов. Поэтому в дальнейшем источники тепловыделения будут полагаться нами двумерными (плоскими), распределенными по тому или иному участку поверхности резца, стружки и изделия.
Имея в виду это условие, для расчета мощности источников Ql т. и Q2т, пишем
![]() (57)
(57)
![]() (58)
(58)
где Fl и F2 — соответственно силы трения на площадках контакта b x l1 и b х l2 (см. рис. 30); k — коэффициент продольной усадки стружки.
С учетом этих значений получаем
![]()
Из механики резания известно, что
![]() (59)
(59)
где PN — нормальная составляющая силы резания; N2 — нормальная сила, действующая на площадке контакта задней поверхности инструмента с изделием; — передний угол резца. Подставляя значение F1 в формулу для QД, получаем
![]() (60)
(60)
где
![]() =
Рz
— F2;
РN0
= PN
— N2.
В формулы (57)—(60) силы подставляются в
кгс, а скорость — в м/мин.
=
Рz
— F2;
РN0
= PN
— N2.
В формулы (57)—(60) силы подставляются в
кгс, а скорость — в м/мин.
Интенсивность теплообразующих
источников. Рассмотрение
микрошлифов корней стружек и теоретические
соображения [50] позволяют с достаточной
для наших целей точностью полагать, что
энергия деформации при резании равномерно
распределена по плоскости сдвига, а
следовательно, равномерно распределена
и интенсивность возникающего здесь
источника. Относя значение QД
к площади
![]() см2
(где Ф — угол сдвига), получаем формулу
для расчета интенсивности qд
в виде
см2
(где Ф — угол сдвига), получаем формулу
для расчета интенсивности qд
в виде
![]() (61)
(61)
Известно, что
![]() (62)
(62)
Распределим интенсивность
qД
между изделием и стружкой, решая
балансовую задачу для плоскости сдвига
на участке bl0
= ab/sinФ.
Рассматриваем эту площадку как поверхность
соприкосновения стержня (стружки) и
полупространства (изделия). Применяя
выражение (42), а также формулы из приложения
для источников
![]() с коэффициентом формы Кс
(см. рис. 12), получим
с коэффициентом формы Кс
(см. рис. 12), получим

где
![]() (63)
(63)
Расчеты показывают, что для
практически применяемых режимов
![]() .
В связи с этим, пользуясь графиком,
.
В связи с этим, пользуясь графиком,
приведенным на рис. 12, можем положить Кс 0,9 и получить формулу для определения доли теплоты деформации в стружке:
![]() (64)
(64)
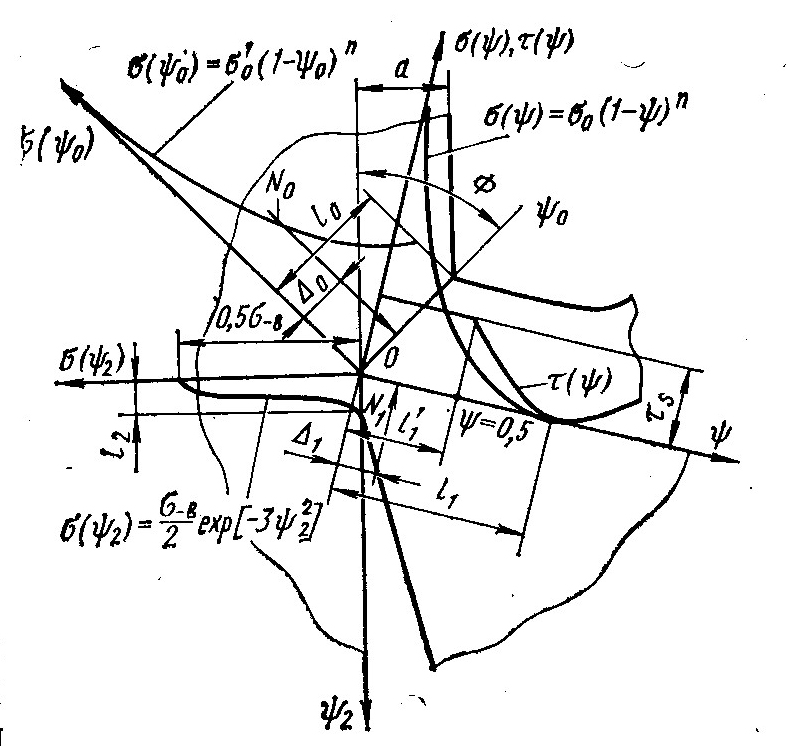
Рис. 33. Схематическое изображение законов распределения нормальных напряжений в зоне резания и тангенциальных напряжений на поверхности контакта инструмента со стружкой
Переходим к рассмотрению интенсивности источника Q1T, представляющего собой теплоту трения на площадке контакта между стружкой и передней поверхностью инструмента. Теоретическими исследованиями [50] и многочисленными экспериментами [46] установлено, что закон распределения касательных напряжений на контактной площадке между стружкой и резцом имеет два различных участка (рис. 33).
На первом участке длиной
l'1
из-за высоких нормальных
давлений самый нижний тонкий слой
стружки затормаживается у передней
поверхности резца, а лежащие выше объемы
стружки движутся по заторможенному
слою. Напряжение трения между основной
массой стружки и заторможенным
слоем распределено равномерно и равно
сопротивлению сдвига
![]() .
На втором участке контакта имеет
место внешнее трение между стружкой и
резцом, и напряжения трения уменьшаются
пропорционально резко снижающимся
напряжениям нормального давления
.
На втором участке контакта имеет
место внешнее трение между стружкой и
резцом, и напряжения трения уменьшаются
пропорционально резко снижающимся
напряжениям нормального давления
![]() .
Отношение между длинами первого и
второго участков контактной поверхности
зависит от переднего угла и некоторых
других параметров. Однако в среднем
можно для теплофизических расчетов
полагать
.
Отношение между длинами первого и
второго участков контактной поверхности
зависит от переднего угла и некоторых
других параметров. Однако в среднем
можно для теплофизических расчетов
полагать
![]() где
где
![]() — полная длина контактной
площадки в направлении схода стружки.
— полная длина контактной
площадки в направлении схода стружки.
Приняв такую схему распределения напряжений трения, можем сделать заключение о том, что источник Q1т распределен по комбинированному закону (см. рис. 4) и, в соответствии с формулами (9), (57) и (59), написать
 (65)
(65)
Здесь линейные размеры подставляют в мм, a — в м/мин.
Длина контакта l1 является одним из важных параметров, входящих в формулы для расчета температуры в зоне резания. Экспериментальное определение l1 выполняется с помощью разрезного резца, по корням стружек либо путем нанесения на переднюю поверхность инструмента покрытий, стирающихся на участке контакта сходящей стружкой. Приближенное выражение для расчета длины контакта l1 можно получить, рассматривая схему действия сил в зоне резания (см. рис. 33).
Закон распределения
нормальных напряжений на передней
поверхности инструмента согласно
исследованиям Н. Н. Зорева [50] описывается
формулой
![]() —
безразмерная абсцисса
точек передней поверхности инструмента.
Если иметь в виду, что в последней формуле
n
3,
то можно показать, что за пределами
участка пластического контакта 0
0,5 возникает всего около 6 % от общей
нормальной силы N1
действующей на
поверхности контакта между стружкой и
резцом. Пренебрегая влиянием поверхности
контакта за пределами ψ
0,5, составим уравнение равновесия
стружки по отношению к точке 0
в виде N1Δ1
= N0A0,
где N0
— равнодействующая
нормальная сила на поверхности сдвига,
а Δ1
и Δ0
— соответственно абсциссы точек
приложения сил N1
и N0.
—
безразмерная абсцисса
точек передней поверхности инструмента.
Если иметь в виду, что в последней формуле
n
3,
то можно показать, что за пределами
участка пластического контакта 0
0,5 возникает всего около 6 % от общей
нормальной силы N1
действующей на
поверхности контакта между стружкой и
резцом. Пренебрегая влиянием поверхности
контакта за пределами ψ
0,5, составим уравнение равновесия
стружки по отношению к точке 0
в виде N1Δ1
= N0A0,
где N0
— равнодействующая
нормальная сила на поверхности сдвига,
а Δ1
и Δ0
— соответственно абсциссы точек
приложения сил N1
и N0.
Обозначим ?0 = Δ0/l0 и ?1 = Δ1/l’1. Тогда N1?1 l’1 = N0?0l0. Положим в первом приближении, что в безразмерной системе координат законы изменения нормальных напряжений на поверхности сдвига и на поверхности контакта стружки с резцом описываются идентичными выражениями. Тогда ?1 ?0 и
![]() (66)
(66)
Из механики резания известно что
![]()
![]() (67)
(67)
— угол трения на передней поверхности инструмента.
Подставляя значения N0/N1 в выражение (66), а также имея в виду, что l1 2l’1, получаем формулу для расчета длины контакта стружки с резцом в виде
![]() (68)
(68)
Последнее выражение можно
несколько упростить, если учесть, что
значение
![]() мало меняется для области практически
применяемых режимов, геометрии инструмента
и обрабатываемых материалов. Принимая
по Н. Н. Зореву
мало меняется для области практически
применяемых режимов, геометрии инструмента
и обрабатываемых материалов. Принимая
по Н. Н. Зореву
![]() 50°,
получаем
50°,
получаем
![]()
Н. Г. Абуладзе [50] предложил
формулу для расчета длины пластической
части контакта между стружкой и резцом
в виде![]() .
Если принять, что длина
пластической части составляет примерно
половину общей длины контакта, то
.
Если принять, что длина
пластической части составляет примерно
половину общей длины контакта, то
![]() (68’)
(68’)
где а — толщина среза, a k — усадка стружки.
Пример. При точении стали 1Х18Н9Т с режимом
а x b = 0,31 x 4 мм2 и = 60 м/мин резцом с передним углом = 15° получены значения сил Pz0 250 кгс и РN0 130 кгс, усадка стружки k = 1,8. Расчет длины контакта по формуле (68) дает l1 = 1,32 мм, а по формуле (68') 11 = 1,46 мм. Экспериментальным путем получено 11 1,4 мм. Хотя столь близкое совпадение результатов расчета и эксперимента является, по-видимому, случайным, все же при отсутствии экспериментальных данных в теплофизических расчетах можно пользоваться значениями 11 полученными расчетом по формулам (68) или (68').
Переходим к рассмотрению
интенсивности источника тепловыделения
Q2т,
действующего на площадке
контакта между задней поверхностью
инструмента и поверхностью резания.
Исследования показывают, что на этой
поверхности можно полагать интенсивность
источника распределенной по закону
![]() —
безразмерная ордината точек контакта
по направлению скорости резания, а q2т
— интенсивность источника
теплоты трения по задней поверхности
у режущей кромки инструмента. В
соответствии с формулами (6) и (57)
—
безразмерная ордината точек контакта
по направлению скорости резания, а q2т
— интенсивность источника
теплоты трения по задней поверхности
у режущей кромки инструмента. В
соответствии с формулами (6) и (57)
![]()
Для расчета силы F2,
опираясь на экспериментальные
данные [46], положим, что у режущей кромки
нормальное напряжение со стороны задней
поверхности резца равно 0,5![]() ,
где 0,5
— временное сопротивление обрабатываемого
материала, и далее снижается по закону
,
где 0,5
— временное сопротивление обрабатываемого
материала, и далее снижается по закону
![]() .
Следовательно,
.
Следовательно,
![]() (69)
(69)
Коэффициент трения на
поверхности соприкосновения резца и
изделия
![]() в соответствии с исследованиями [46]
имеет значения
= 1
1,4
на участках площадки контакта, примыкающих
к режущей кромке, а по мере удаления от
нее снижается до значений
= 0,5
0,7.
В среднем по площадке bl2
примем
в соответствии с исследованиями [46]
имеет значения
= 1
1,4
на участках площадки контакта, примыкающих
к режущей кромке, а по мере удаления от
нее снижается до значений
= 0,5
0,7.
В среднем по площадке bl2
примем
![]() Тогда F2
= N2
= 0,252
Тогда F2
= N2
= 0,252![]() и
и
![]() (70)
(70)
Выше мы учитывали лишь тепловыделение, связанное с процессом трения на главной задней поверхности. Тепловыделение от трения вспомогательной задней поверхности инструмента по обработанной поверхности значительно меньше, чем q2т, и в большинстве случаев может не учитываться. При необходимости учесть роль вспомогательных кромок инструмента порядок рассуждений и расчетов должен быть таким же, как и для главной задней поверхности резца.
2.2 Температура в зоне резания при установившемся
теплообмене. Тепловые потоки в режущем клине
Расчетные формулы для определения температуры на площадке контакта стружки с резцом. Используя схематизацию процесса и источников (см. рис. 30), сконструируем расчетные формулы для определения температуры в детали и стружке. Структура этих формул определяется равенствами (54), а конкретные выражения их составляющих зависят от формы и размеров источников. Так, для температуры прирезцовой стороны стружки можно написать
![]() (71)
(71)
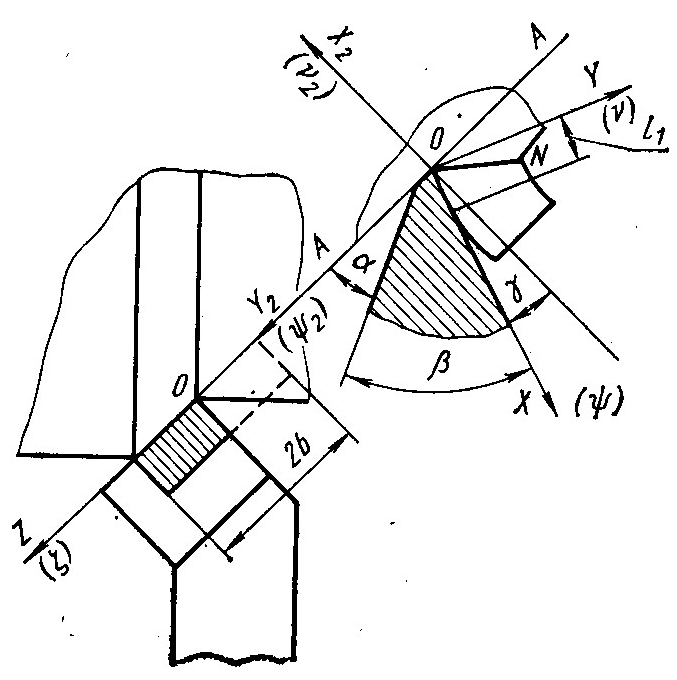
Рис. 34. Системы координат используемые при теплофизическом анализе процесса точения:
х, у. z.
х2,
уг
— размерная; ψ,
v,
![]() ψ2,
v2
— безразмерная
ψ2,
v2
— безразмерная
Здесь х, 0 - координаты точки в системе координат XOY, движущейся относительно стружки со скоростью схода последней (рис. 34); θД, θ1т — повышения температуры, вызванные соответственно теплотой деформации и теплотой трения на надрезцовой стороне стружки; θ1 (х, 0) — снижение температуры, возникающее как результат теплообмена стружки с резцом; с — коэффициент, учитывающий подогрев поверхностных слоев материала, из которых образуется стружка.
В зависимости от размеров детали, скорости ее вращения и свойств обрабатываемого материала, слой материала, из которого в данный момент формируется стружка, сохранит ту или иную часть теплоты, попавшей в изделие во время предыдущих ее оборотов.
Значения с, полученные путем анализа температурного поля в детали можно рассчитать по формулам:

 (72)
(72)
в зависимости от безразмерного критерия
![]() (73)
(73)
где а — толщина среза, мм; d — диаметр детали, мм; n — частота ее вращения, об/мин; — скорость резания, м/мин; о — коэффициент температуропроводности обрабатываемого материала, см2/с.
Из формул (72) и (73) следует, что дополнительный подогрев поверхностных слоев материала зависит от режима резания, диаметра детали и ее теплофизических свойств. При малых скоростях резания и толщинах среза, а также при обработке деталей большого размера этот подогрев становится небольшим, так как теплота деформации за время одного оборота детали успевает рассеяться в ее массу. Затем по мере роста , а и d подогрев возрастает. Однако при высоких v и больших толщинах стружки, особенно для деталей с низкой теплопроводностью и малым диаметром, подогрев вновь может оказаться незначительным, так как за время одного оборота теплота, выделившаяся на поверхности сдвига ON (см. рис. 34) еще не успеет перейти за линию среза АА и в малой степени попадает в поверхностные слои детали.
Формулу для расчета
температуры деформации θД
получаем, используя выражение для
источника
![]() (приложение I), куда подставляем
интенсивность b*qД
и, приведя величины к
размерностям, обычно используемым в
расчетах по резанию
материалов, получаем
(приложение I), куда подставляем
интенсивность b*qД
и, приведя величины к
размерностям, обычно используемым в
расчетах по резанию
материалов, получаем
![]() (74)
(74)
Здесь k — усадка стружки; — скорость резания, м/мин.
Как видно из формулы, температура θД остается одной и той же для различных точек стружки. Этот вывод согласуется с физикой процесса распространения теплоты деформации. Элемент стружки, получив какое-то количество теплоты, передвигается в сфере других элементов, сколовшихся ранее и позднее. Каждый из них получил такое же количество теплоты в момент деформирования. Поскольку нет отдачи теплоты в окружающую среду (при работе без охлаждения полагаем граничные поверхности стружки адиабатическими) и притока теплоты от других источников (в этой задаче рассматриваем лишь Qд), то не должно быть
теплообмена между элементами стружки. Следовательно, в любом месте стружки температура θД должна быть одной и той же.
Расчетные формулы для
максимальной
![]() и
средней
и
средней
![]() температур на площадке контакта стружки
с резцом можем получить, используя
формулу для равномерно распределенного
источника
,
в которую введем коэффициенты формы,
учитывающие комбинированный закон
распределения интенсивности и
ограниченность стружки
по толщине:
температур на площадке контакта стружки
с резцом можем получить, используя
формулу для равномерно распределенного
источника
,
в которую введем коэффициенты формы,
учитывающие комбинированный закон
распределения интенсивности и
ограниченность стружки
по толщине:
![]()
Пользуясь значениями Км и Кс, приведенными в табл. 2 заменяя 1 = /k и переходя к размерностям [м/мин] и l1 [мм] пишем
![]() (77)
(77)
![]() (78)
(78)
Объединяя выражения (75) и (77) на основе равенства (71), получаем формулу для расчета наибольшей температуры на площадке контакта стружки с резцом:
![]() (79)
(79)
Аналогично на основе формул (71), (76) и (78) получаем
![]() (80)
(80)
Величины LM и Lc рассчитываются по формулам (33) и (34). Значения этих величин отличаются от единицы только для тонких стружек, высокотеплопроводных материалов и сравнительно низких скоростей резания. Для других случаев безразмерный критерий ? > 2 и, следовательно, LM Lc 1.
Расчетные формулы для определения температуры на площадке контакта детали с задней поверхностью инструмента. На основе структурных формул (54) можем написать
![]() (81)
(81)
в системе координат X2OY2, относящейся к детали и перемещающейся по отношению к последней со скоростью (см. рис. 34).
Имея в виду, что источник Q2т распределен по несимметричному нормальному закону, а сток Q2 — равномерно, получим для площадки контакта детали (изделия) с резцом
![]() (82)
(82)
![]() (83)
(83)
В формулы (82) и (83) входит функция ТИ, отображающая закон распределения в детали (вернее — на площадке контакта детали с резцом) температур, вызванных теплотой деформации. Для практических расчетов
![]() (84)
(84)
![]() (85)
(85)
Температура на контактных поверхностях резца. Температура в режущем инструменте возникает под влиянием теплоты, внесенной в него источниками q1 и q2. Интенсивность этих источников распределена по площадкам b x l1 и b x 12 (см. рис. 30) неравномерно. Однако отсутствие надежных данных по описанию законов распределения интенсивности наряду с предварительными соображениями о степени неравномерности этих законов позволяют для практических расчетов полагать источники q1 и q2 распределенными по соответствующим площадкам равномерно.
Расположим начало координат в вершине резца, пренебрегая радиусом закругления между кромками в плане (см. рис. 34). Ось OZ направим вдоль режущей кромки, ось ОХ — вдоль передней поверхности инструмента по направлению схода стружки, а ось OY2 — вдоль контактной площадки по задней поверхности резца. Положим, что угол в плане между кромками резца равен 90°. Вследствие малости вспомогательного угла будем считать, что вспомогательная задняя поверхность инструмента, не отдающая теплоту в окружающую среду, расположена вертикально. Тогда источник b x l1 (см. рис. 34) по правилам отражения обращается в источник 2b x l1.
Рассмотрим вопрос о средней
температуре на площадке контакта
источника 2b
x
l1,
действующего на
поверхности полупространства с
адиабатической поверхностью при
установившемся теплообмене. Пользуясь
выражением для источника
![]() см. приложение I) и совершая интегральные
переходы, имеем
см. приложение I) и совершая интегральные
переходы, имеем
 (86)
(86)
Переход к безразмерным величинам
![]()
после решения второго интеграла в формуле (86) получаем
 (87)
(87)
где l — длина источника, мм.
Приближенное вычисление
интеграла в формуле (87), расчет средних
значений его в пределах 0
1 и -1
![]() 1, последующая аппроксимация результатов
расчета позволяет получить
1, последующая аппроксимация результатов
расчета позволяет получить
![]() ,
где J
= 0,061 + 0,033
,
где J
= 0,061 + 0,033![]() 0.5
при
0.5
при
![]()
и J
= 0,061 + 0,049![]() при
при
![]() 1.
1.
Применим выражение для
![]() к расчету средних температур на площадках
контакта резца. Поскольку каждый из
источников q1
и
q2
действует на поверхности
клина с углом заострения
,
в расчетные формулы должен быть введен
коэффициент формы клина Lc
по отношению к полупространству. Расчеты
показывают, что при установившемся
теплообмене
к расчету средних температур на площадках
контакта резца. Поскольку каждый из
источников q1
и
q2
действует на поверхности
клина с углом заострения
,
в расчетные формулы должен быть введен
коэффициент формы клина Lc
по отношению к полупространству. Расчеты
показывают, что при установившемся
теплообмене
![]() ,
где
— угол клина в градусах. Далее следует
учесть, что каждый из источников, действуя
на своей поверхности, прогревает режущий
клин и вызывает повышение температуры
на площадке, где расположен другой
источник. Этот дополнительный нагрев
зависит от безразмерной величины
,
где
— угол клина в градусах. Далее следует
учесть, что каждый из источников, действуя
на своей поверхности, прогревает режущий
клин и вызывает повышение температуры
на площадке, где расположен другой
источник. Этот дополнительный нагрев
зависит от безразмерной величины
![]() и соотношения длин
площадок l1
и l
2 [54].
и соотношения длин
площадок l1
и l
2 [54].
Суммируя изложенное, пишем
для резца с коэффициентом теплопроводности
![]() :
:
(88)
(89)
где
![]()
 (90)
(90)
В свою очередь,
![]() .
Значения функций N1
и N2,
учитывающих взаимный нагрев площадок,
рассчитываются по формулам:
.
Значения функций N1
и N2,
учитывающих взаимный нагрев площадок,
рассчитываются по формулам:
![]() (91)
(91)
причем G1,2
= 0,04 + 0,02![]() при
при
![]() и G1,2
= 0,04 + + 0,028
и G1,2
= 0,04 + + 0,028![]() при
при
![]() .
Функции В приведены
в приложении II.
.
Функции В приведены
в приложении II.
Расчет интенсивности
итоговых потоков теплообмена между
стружкой, резцом и деталью. В формулах
(77)—(83) и (88)—(89) фигурируют интенсивности
итоговых потоков q1
и q2,
без определения которых
нельзя конкретизировать значения
температур. Расчет ql
и q2
можно выполнить, сравнивая
попарно выражения (80) и (88), (83) и (89), т. е.
полагая
![]() .
Непосредственное сравнение величин
.
Непосредственное сравнение величин
![]() и
и
![]() предполагает, что между стружкой и
резцом нет нароста. Если же нарост
существует и его наибольшая высота
равна Δ, то, как показано в работе [54],
сравнение температур стружки и резца
должно производиться по формулам:
предполагает, что между стружкой и
резцом нет нароста. Если же нарост
существует и его наибольшая высота
равна Δ, то, как показано в работе [54],
сравнение температур стружки и резца
должно производиться по формулам:
![]() (92)
(92)
В обе части этих уравнений входят два неизвестных qx и q2. Решая уравнения совместно, определяем интенсивности потоков теплообмена, а с ними и значения температур на контактных поверхностях резца. Пример расчета приведен в приложении III. Как видно, итоговый тепловой поток на площадке контакта задней поверхности инструмента с поверхностью резания направлен из резца в деталь, о чем свидетельствует знак минус при q2. Действительно, в большинстве случаев деталь служит достаточно активным охладителем для инструмента, оттягивая в свою массу часть теплоты, поступающей в резец со стороны стружки.
Коэффициент теплоотдачи
![]() от резца в деталь, как показывают расчеты,
намного превышает коэффициенты а,
характерные для самых
активных видов охлаждения, и соответствует
диапазону значений, встречающихся лишь
в весьма напряженных теплотехнических
установках. Поскольку участок с
теплоотдачей у острого инструмента
невелик, сток теплоты в деталь не играет
решающей роли в тепловых процессах,
протекающих в зоне резания. Однако ряд
явлений, особенно относящихся к процессам
притупления кромок, влиянию охлаждающих
сред и режимов резания, а также
разнообразным изменениям в конструкции
инструмента, можно объяснить только
анализируя изменения, происходящие в
абсолютной величине интенсивности и
направлении теплового потока q2.
от резца в деталь, как показывают расчеты,
намного превышает коэффициенты а,
характерные для самых
активных видов охлаждения, и соответствует
диапазону значений, встречающихся лишь
в весьма напряженных теплотехнических
установках. Поскольку участок с
теплоотдачей у острого инструмента
невелик, сток теплоты в деталь не играет
решающей роли в тепловых процессах,
протекающих в зоне резания. Однако ряд
явлений, особенно относящихся к процессам
притупления кромок, влиянию охлаждающих
сред и режимов резания, а также
разнообразным изменениям в конструкции
инструмента, можно объяснить только
анализируя изменения, происходящие в
абсолютной величине интенсивности и
направлении теплового потока q2.
Законы распределения температур на площадках контакта. Температура резания. В работах [53, 54] были показаны законы распределения температур на контактных площадках резца, полученные на Оснований теплофизическйх расчетов. Эти законы описываются выражениями, аналогичными формулам (79) и (82). Так, для площадки контакта инструмента со стружкой формула, описывающая закон распределения температур в плоскости, проходящей через середину активного участка кромки перпендикулярно к последней, имеет вид:
![]() (93)
(93)
где ψ = х : 11 — безразмерная абсцисса точки контакта (см. рис. 33 и 34).
График функций T1 и T2, используемых в расчетах по формуле (93), в зависимости от значений ψ и безразмерного критерия приведен на рис. 35. Критерий R учитывает влияние ограниченности стружки по толщине на ее температуру. При R > 3 это влияние практически неощутимо.
![]()
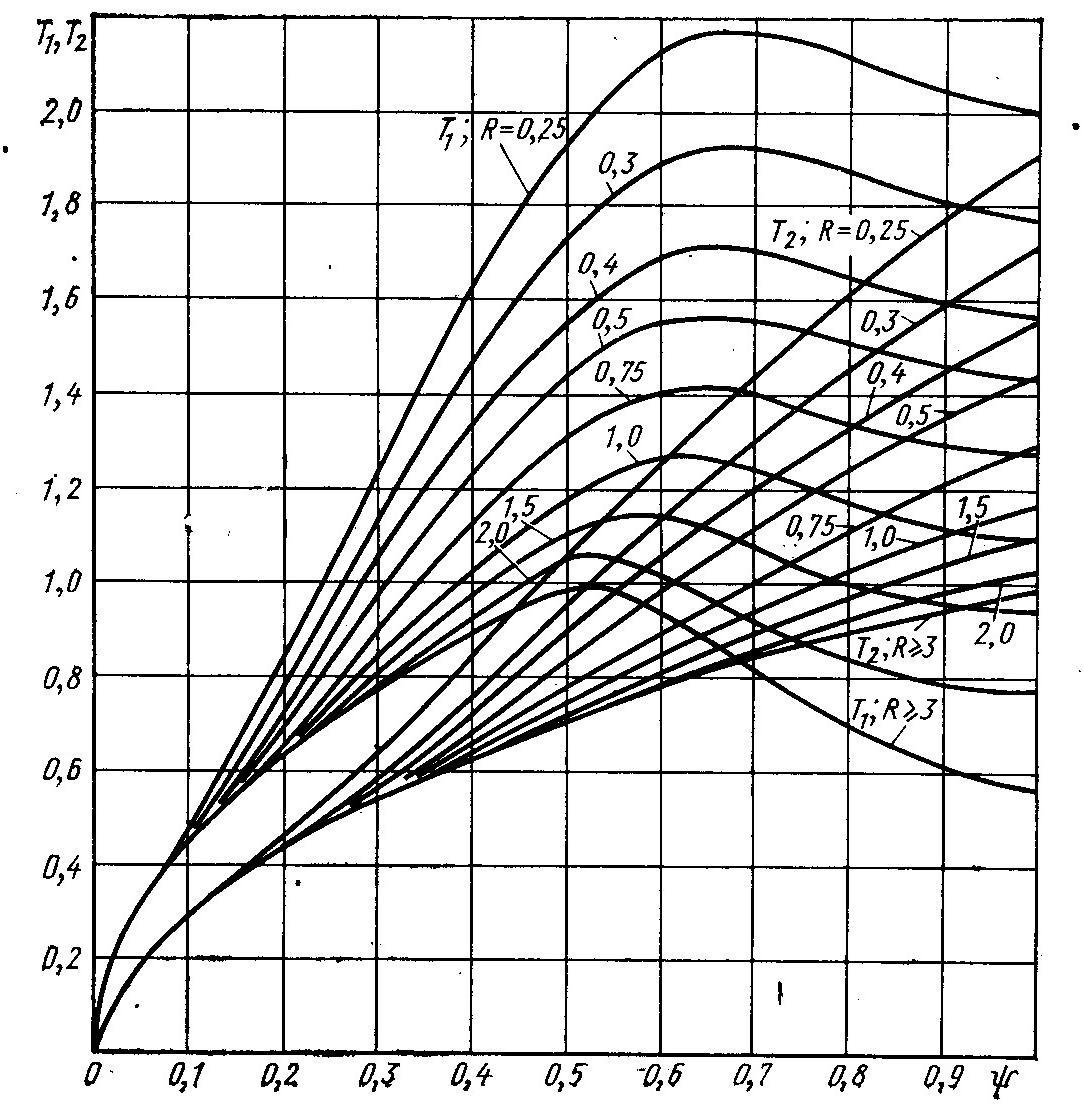
Рис. 35. Графики функций T1 и T2, используемых при описании закона распределения температур на площадке контакта стружки с резцом
Зная температуры θД
и
![]() ,
можно, пользуясь аппроксимацией,
предложенной в работе [70], описать закон
распределения температур на площадке
контакта стружки с резцом приближенной
формулой
,
можно, пользуясь аппроксимацией,
предложенной в работе [70], описать закон
распределения температур на площадке
контакта стружки с резцом приближенной
формулой
![]()
где
![]() = (1 + с)
= (1 + с)
![]() .
.
Эта формула описывает
кривую, проходящую через точки θ (0) = θ0;
θ (0,5) =![]() и θ (1)
0,5 (
- θ0),
а в промежутках— в пределах поля
погрешностей 10%, согласующуюся с точными
законами распределения, рассчитанными
по формуле (93). Аналогично можно описать
закон распределения температур на
площадке контакта инструмента с деталью.
Однако за малостью длины этой площадки
распределение температур здесь обычно
не описывают, а ограничиваются значениями
и θ (1)
0,5 (
- θ0),
а в промежутках— в пределах поля
погрешностей 10%, согласующуюся с точными
законами распределения, рассчитанными
по формуле (93). Аналогично можно описать
закон распределения температур на
площадке контакта инструмента с деталью.
Однако за малостью длины этой площадки
распределение температур здесь обычно
не описывают, а ограничиваются значениями
![]() и
и
![]() .
Если нет необходимости в изучении
законов распределения температур на
рабочих поверхностях инструмента, то
удобным показателем тепловой напряженности
процесса обработки является температура
резания, под которой понимают среднюю
температуру на всей контактной поверхности
инструмента со стружкой и деталью:
.
Если нет необходимости в изучении
законов распределения температур на
рабочих поверхностях инструмента, то
удобным показателем тепловой напряженности
процесса обработки является температура
резания, под которой понимают среднюю
температуру на всей контактной поверхности
инструмента со стружкой и деталью:
![]() (94)
(94)
Значения
![]() и
рассчитывают в соответствии с методами
и формулами, приведенными выше. В ряде
случаев, однако, с достаточной для
практики точностью можно рассчитать
температуру резания более простым
способом, пренебрегая теплообменом q2
на площадке контакта
инструмента с заготовкой, и для острого
резца — пренебрегая влиянием q2
на температуру передней
поверхности инструмента. При этих
условиях для расчета температуры резания
можно получить [54 ] формулу
и
рассчитывают в соответствии с методами
и формулами, приведенными выше. В ряде
случаев, однако, с достаточной для
практики точностью можно рассчитать
температуру резания более простым
способом, пренебрегая теплообменом q2
на площадке контакта
инструмента с заготовкой, и для острого
резца — пренебрегая влиянием q2
на температуру передней
поверхности инструмента. При этих
условиях для расчета температуры резания
можно получить [54 ] формулу
 (95)
(95)
где М1 — безразмерная величина, рассчитываемая по формуле (90).
Формулу (95) нельзя применять для расчета температуры резания затупившимся инструментом, а также при тонком и, особенно, алмазном точении, когда теплообмен на задней поверхности резца играет существенную роль. В других случаях эта формула дает результаты, удовлетворительно согласующиеся с экспериментальными значениями θ, измеренными естественной термопарой [39].
2.3 Теплофизика процессов обработки с перменными
условиями резания
Как уже отмечалось, в современном машиностроении все большее место занимают операции с переменными условиями резания. В дополнение к таким традиционным операциям, как фрезерование, появились обработка на станках с программным управлением, обработка сложных контуров по копиру, вибрационное и прерывистое резание, обработка биметаллических деталей и т. д.
Указанные виды обработки с переменными условиями резания с точки зрения теплофизического анализа можно разделить на типичные, в которых: а) условия резания (скорость, ширина, толщина среза, геометрия инструмента) меняются во времени дискретно; б) один или несколько элементов режима резания меняются во времени непрерывно по какому-либо закону; в) при постоянном режиме резания происходит периодически перерыв процесса обработки. Рассмотрим некоторые вопросы теплофизики, относящиеся к этим типичным случаям.
Дискретное изменение режима резания. На рис. 36 и 37 показаны примеры наладок для станков с числовым программным управлением, в которых по ходу операции дискретно меняется режим резания. Токарные резцы либо последовательными проходами обрабатывают одну и ту же поверхность детали, либо переходят от одной поверхности к другой. (На рис. 36 номера инструментов и обрабатываемых ими поверхностей совпадают). Предположим, что резец последовательно, с различными режимами обрабатывает несколько участков ступенчатого валика, причем инструмент движется по траектории 0—1—2—3—4—5 (рис. 37), включающей рабочие участки, а также участки /—2 и 3—4, где имеют место перемещения для перехода на следующую ступень.
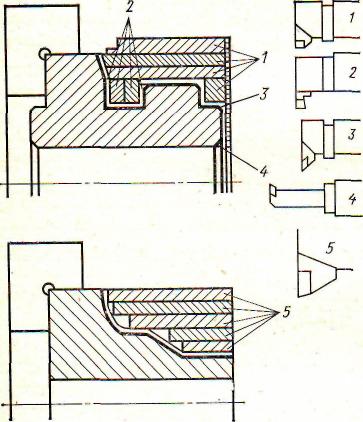
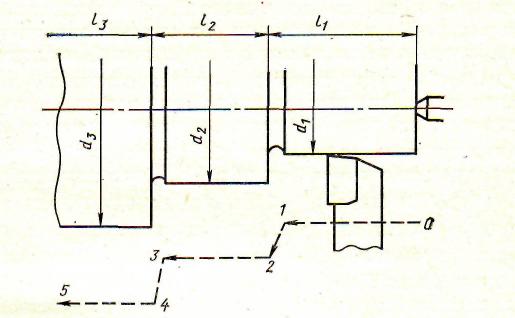
Рис.36. Примеры наладок на токарных станках с ЧПУ с дискретным изменением режимов резания для проходных резцов
Особенность процесса резания состоит в том, что температура деформации θД, а также температуры θ1т и θ2т, вызванные нагревом вследствие трения на контактных площадках, устанавливаются очень быстро, практически, мгновенно. Процесс насыщения теплотой области режущего клина, прилежащей к кромке, заканчивается в сравнительно короткий промежуток времени τ0, в связи, с чем интенсивность итоговых потоков теплообмена q1 и q2 быстро стабилизируются после начала резания и далее меняются незначительно. Следовательно, если время τ1 обработки первой ступени валика достаточно велико (τ1 > τ0), то теплообмен в зоне резания можно полагать установившимся, и для расчета температур можно применять методы и формулы, приведенные в предыдущем параграфе.
Итак, пусть к моменту окончания обточки
первой ступени валика на поверхностях
контакта инструмента установились
средние температуры
![]() и
и
![]() ,
а итоговые потоки теплообмена имеют
интенсивности q1(1)
и q2(1).
Дальнейший ход процесса проследим
на примере описания явлений, происходящих
на передней поверхности.
В момент времени, когда резец закончит
обработку первой
ступени валика (точка 1
траектории)
подвод теплоты от источника
q1(1)
прекратится
и начнется остывание инструмента. Этот
процесс можно описать так же, как при
рассмотрении балансовых
задач (см. рис. 18), путем введения в систему
дополнительного стока интенсивностью
q1(1)
< 0 с началом функционирования в
момент времени τ = τ1
(см. рис. 37). Совместное действие источника
q1(1)
> 0 и стока q1(1)<
0 приведет к тому, что температура θ1
начнет снижаться по закону, описываемому
кривой ad. Однако
в момент времени τ
= τ
1 + ∆
τ 1
начнется точение второй ступени
валика. Новый источник теплоты q1(2)
соответствующий
новым параметрам
режима резания, если бы он действовал
в холодном
резце, привел бы к повышению температуры
от нуля в точке с
до θ1(2)
в точке е. В
последней заканчивается период
неустановившегося теплообмена τ0
для источника q1(2).
Поскольку, однако,
источник q1(2)
действует не
на поверхности холодного клина, а на
поверхности
резца, в котором еще продолжается процесс
рассеяния теплоты, внесенной ранее
источником q1(1),
то температура в
точке с оси
времени будет равна ординате bс.
Эту ординату
обозначим θ0(1).
Далее
изменение θ1
описывается кривой be.
Аналогичная
картина будет и в период времени,
соответствующий окончанию
обточки второй ступени валика к началу
обработки третьей ступени.
,
а итоговые потоки теплообмена имеют
интенсивности q1(1)
и q2(1).
Дальнейший ход процесса проследим
на примере описания явлений, происходящих
на передней поверхности.
В момент времени, когда резец закончит
обработку первой
ступени валика (точка 1
траектории)
подвод теплоты от источника
q1(1)
прекратится
и начнется остывание инструмента. Этот
процесс можно описать так же, как при
рассмотрении балансовых
задач (см. рис. 18), путем введения в систему
дополнительного стока интенсивностью
q1(1)
< 0 с началом функционирования в
момент времени τ = τ1
(см. рис. 37). Совместное действие источника
q1(1)
> 0 и стока q1(1)<
0 приведет к тому, что температура θ1
начнет снижаться по закону, описываемому
кривой ad. Однако
в момент времени τ
= τ
1 + ∆
τ 1
начнется точение второй ступени
валика. Новый источник теплоты q1(2)
соответствующий
новым параметрам
режима резания, если бы он действовал
в холодном
резце, привел бы к повышению температуры
от нуля в точке с
до θ1(2)
в точке е. В
последней заканчивается период
неустановившегося теплообмена τ0
для источника q1(2).
Поскольку, однако,
источник q1(2)
действует не
на поверхности холодного клина, а на
поверхности
резца, в котором еще продолжается процесс
рассеяния теплоты, внесенной ранее
источником q1(1),
то температура в
точке с оси
времени будет равна ординате bс.
Эту ординату
обозначим θ0(1).
Далее
изменение θ1
описывается кривой be.
Аналогичная
картина будет и в период времени,
соответствующий окончанию
обточки второй ступени валика к началу
обработки третьей ступени.

Рис. 37. Системы источников и стоков теплоты и закономерности изменения средней температуры на площадке контакта стружки с резцом при точении ступенчатого валика
Практический интерес
в рассматриваемой задаче и аналогичных
ей, где режим
резания меняется дискретно, представляет
расчет перепадов
температур θ1(2)
— θ0(1),
θ1(3)
— θ0(2)
и т. д., поскольку такие
перепады влияют на термические напряжения
в режущей пластине и, превысив определенный
предел, могут вызвать трещины в
поверхностных слоях резца. Значения
θ1(2),
θ1(3)
и т. д. при заданных
условиях точения для каждой ступени
рассчитывают так же, как и в предыдущем
параграфе, причем должно соблюдаться
условие![]() ,
где τ2,
τ3
— время обработки данной ступени
валика, а τ0,,
τ0,,
— периоды стабилизации теплового
режима.
,
где τ2,
τ3
— время обработки данной ступени
валика, а τ0,,
τ0,,
— периоды стабилизации теплового
режима.
Моделирование на RC-сетке процесса распространения теплоты плоского источника постоянной интенсивности, расположенного на поверхности клина, позволило получить для участков, близких к кромке:
при нагревании
![]() (96)
(96)
при остывании
![]() (97)
(97)
где θ (∞) — температура при установившемся теплообмене; Fo — критерий Фурье, рассчитываемый по формуле (11) для времени, прошедшего от начала процесса — нагревания (96) или остывания (97).
С достаточной точностью в пределах 2% можно положить ехр [—4)] ≈ 0. Тогда для расчета длительности периода неустановившегося теплообмена получаем формулу:
![]() (98)
(98)
где l1 — длина контакта по передней поверхности инструмента, мм; wp — коэффициент температуропроводности режущего материала, см2/с.
В условиях примера, приведенного в приложении III, учитывая, что для твердого сплава ВК8 wp = 0,246 см2/с, расчет по формуле (98) приводит к заключению, что вполне установившийся теплообмен наступит через τ0 = 7,2 с.
Возвращаемся к рис. 37; имея в виду, что интенсивность стока за период охлаждения резца не меняется, можем в соответствии с формулой (97) написать
 (99)
(99)
где ∆τ1, с — время перемещения инструмента из точки 1 в точку 2, а l1 — длина контакта по передней поверхности, мм.
Если желательно определить перепад температур на передней поверхности резца
 (100)
(100)
то, комбинируя выражения (99) и (100), можем получить формулу для расчета времени перебега инструмента:
 (101)
(101)
Пусть, например, т — 0,5 и
![]() .
Тогда при l1
=1 и резце из
твердого сплава Т15К6 (wр
— 0,1 см2/с)
получаем время холостого хода ∆τ1
1,3 с.
.
Тогда при l1
=1 и резце из
твердого сплава Т15К6 (wр
— 0,1 см2/с)
получаем время холостого хода ∆τ1
1,3 с.
Заметим, что условие (101) не всегда может быть удовлетворено так же легко, как при обработке ступенчатого валика, где длины перебегов невелики. Например, для наладок, показанных на рис. 36, стремление выдержать заданный перепад температур с целью повышения стойкости резцов 1 или 5 может вызывать достаточно жесткие требования к быстродействию механизмов, обеспечивающих обратный ход инструмента.
Непрерывное изменение ширины среза. Предположим, что в процессе обработки при неизменных скорости резания и толщине а непрерывно меняется по закону b = b (τ) ширина среза. Такой случай может иметь место, например, при обработке детали с переменным припуском. Известно, что с изменением ширины среза примерно пропорционально ей меняются усилия Рг и PN, так что силы, приходящиеся на единицу длины режущей кромки, мало зависят от b. Эксперименты при строгании с переменной шириной среза [11] показали, что силы резания, приходящиеся на единицу длины кромки, не зависят ни от величины b, ни от скорости изменения ее во времени. Изменение ширины среза в области практически применяемых конфигураций среза (b > а) сравнительно мало влияет на усадку стружки по толщине, а значит и на угол сдвига Ф.
В связи с изложенным можем полагать, что с увеличением ширины среза интенсивность теплообразующих источников не меняется. Предположим, что изменение ширины среза по закону b (τ) началось после того, как закончился период неустановившегося теплообмена, связанный с первоначальным прогреванием режущего клина, и для приближенного решения нашей задачи рассмотрим формулу (95). В ней только две величины — М1 и θд зависят от закона изменения ширины среза. Пользуясь формулой (90), для функции М1 можем написать
 (102)
(102)
Что касается θД, то ее зависимость от ширины среза связана с влиянием последней на долю теплоты b* в стружке. Эта доля через коэффициент формы Кс связана с функцией и, в которую должно входить значение b (τ). Однако в области практически применяемых режимов даже при существенном уменьшении b (τ) функция и вследствие больших значений Ре продолжает оставаться и > 4. Поэтому Кс не меняется, а с ним не меняется и θД. Следовательно, главное влияние на расчетное значение температуры резания θ (τ) при изменении ширины среза оказывает функция М1 (τ), отображающая условия теплоотвода в резец со стороны его передней поверхности.
Продолжим пример расчета, приведенный в приложении III, дополнительно положив, что после того, как теплообмен установился, ширина среза меняется по линейному закону b (т) = 4± ±bτ. В последнем выражении, следуя работе [44], через b (мм/с) обозначена скорость изменения ширины среза во времени. Расчет по формуле (95) при постоянной ширине среза (b≈0) дает θ ≈ 900° С. Для других значений b результаты расчета приведены на рис. 38. В левой его части даны кривые зависимости температуры θ(τ) от скорости изменения ширины среза, а в правой части — сечения этих кривых вертикалями τ =1cи τ = 2с. Здесь же приведены из работы [11] результаты экспериментов по свободному резанию стали 45 резцом из быстрорежущей стали Р18 при близком по отношению к примеру расчета исходном сечении среза 2,6x0,3 мм и линейном законе b (τ), правда при значительно более низкой скорости (v = 3 м/мин). Между кривыми, отображающими результат расчета и эксперимента, имеется очевидная идентичность, позволяющая сделать заключение о достоверности принципов, положенных в основу теплофизического анализа в этом случае.
Непрерывное изменение толщины среза возникает в ряде операций по обработке материалов лезвийными инструментами.
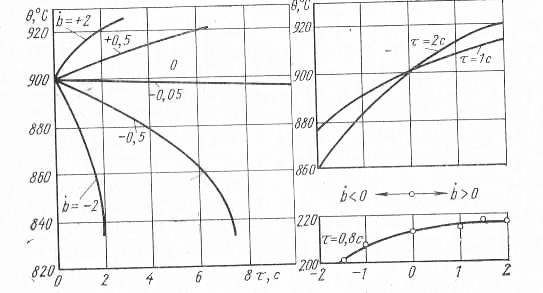
Рис.38. Влияние непрерывного изменения ширины среза на температуру резания
В одних случаях переход от постоянных значений а к переменным а (τ) используется для кинематического дробления стружки, в других (например, в случае применения адаптивных систем в станках с программным управлением) — с целью повышения производительности операции и точности обработки. Непрерывное изменение толщины среза во времени может использоваться для повышения производительности процессов поперечного фасонного точения, когда вначале инструмент работает с большими толщинами среза, а по мере приближения к окончательному контуру изделия — с меньшими. Периодически меняется толщина среза в процессе фрезерования и в некоторых других операциях.
Теплофизический анализ изменений, вносимых в зону резания непрерывным увеличением или уменьшением толщины среза, затрудняется тем, что этот элемент режима обработки оказывает существенное и многостороннее влияние на ряд явлений, происходящих в зоне резания, и величин, характеризующих тепловую напряженность процесса. Поэтому предварительно рассмотрим некоторые общие соотношения, относящиеся к резанию с переменной величиной а.
Предположим, что с какого-то момента
времени, принятого за начало отсчета,
толщина среза меняется по закону а
(τ) = а0 +
+
![]() τ,
где
— скорость изменения, мм/с. Если
обозначить через
δ угол наклона обрабатываемой поверхности
к поверхности резания (рис. 39),
обеспечивающий заданное изменение
толщины среза, то tg δ =
τ,
где
— скорость изменения, мм/с. Если
обозначить через
δ угол наклона обрабатываемой поверхности
к поверхности резания (рис. 39),
обеспечивающий заданное изменение
толщины среза, то tg δ =![]() где v — скорость
резания, м/мин. Для расчета угла сдвига
при резании с переменной толщиной а
(τ) рядом авторов [91] предложено
уравнение Ф = Ф0 + Сδ, где Ф0
— угол сдвига при δ = 0 (постоянная толщина
среза). Коэффициент С колеблется по
различным данным в пределах С =
=0,5÷3 и зависит от рода обрабатываемого
материала и величины переднего
угла инструмента. Нетрудно
убедиться, что даже при больших
скоростях нарастания толщина среза
в области
практически применяемых скоростей
резания углы δ весьма невелики и,
следовательно, даже при предельных
значениях С изменение угла сдвига
Ф при срезании
стружки переменной толщины по
сравнению с Ф0 невелико. Угол
сдвига связан с
усадкой стружки. Поскольку
Ф меняется мало, то изменение
усадки стружки по отношению к некоторому
среднему значению при теплофизическом
анализе процесса резания с переменной
толщиной среза в первом приближении
может не учитываться.
где v — скорость
резания, м/мин. Для расчета угла сдвига
при резании с переменной толщиной а
(τ) рядом авторов [91] предложено
уравнение Ф = Ф0 + Сδ, где Ф0
— угол сдвига при δ = 0 (постоянная толщина
среза). Коэффициент С колеблется по
различным данным в пределах С =
=0,5÷3 и зависит от рода обрабатываемого
материала и величины переднего
угла инструмента. Нетрудно
убедиться, что даже при больших
скоростях нарастания толщина среза
в области
практически применяемых скоростей
резания углы δ весьма невелики и,
следовательно, даже при предельных
значениях С изменение угла сдвига
Ф при срезании
стружки переменной толщины по
сравнению с Ф0 невелико. Угол
сдвига связан с
усадкой стружки. Поскольку
Ф меняется мало, то изменение
усадки стружки по отношению к некоторому
среднему значению при теплофизическом
анализе процесса резания с переменной
толщиной среза в первом приближении
может не учитываться.
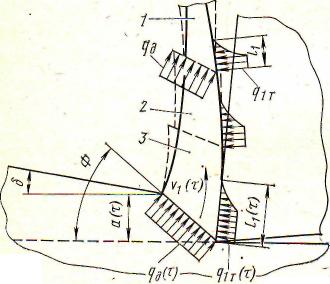
Рис.39. Схема процесса резания при переменной
толщине среза.
Такое допущение несколько парадоксально, поскольку известно, что изменение толщины среза а существенно влияет на усадку стружки k. Однако следует учесть, что заключение о связи между a и k сделано при дискретном резании, в опытах, где последовательно осуществлялись различные толщины среза, а сам процесс был установившимся. При непрерывном же изменении толщины среза, особенно краткосрочном, процесс резания оказывается нестационарным, его механика и напряженное состояние металла в зоне резания, по-видимому, не те, что при работе с постоянной толщиной среза. Этим может объясняться полученное в упомянутых исследованиях иное, чем при дискретном резании, влияние толщины на угол сдвига, а значит и на усадку стружки. Принимая в самом первом приближении, что при непрерывном изменении толщины среза усадка меняется мало, автор не настаивает на этом выводе, полагая, что ясность внесут дальнейшие теоретические и экспериментальные исследования. Что касается методики излагаемого ниже теплофизического анализа, то она может быть скорректирована, если последующие работы покажут, что между а и k имеется более тесная связь, чем это принимается нами.
Изменение толщины среза существенно влияет на силы резания Рг0 и. РN0/ я наших целей допустимо положить, что
![]() и PN0(τ)≈
mPz0(τ).
и PN0(τ)≈
mPz0(τ).
Тогда между силами резания при мгновенном значении а (τ) и аналогичными силами при а0 должно иметь место соотношение:
![]()
где
![]() - безразмерная величина, характеризующая
скорость нарастания толщины среза.
- безразмерная величина, характеризующая
скорость нарастания толщины среза.
Синхронное изменение усилий Рг0 и РN0 приводит к тому, что значение коэффициента трения μ, рассчитанного по формуле (67), не меняется, и следовательно, в соответствии с выражением (68)
![]()
Подставляя далее значения Рz0 (τ), РN0 (τ), а (τ) и 11 (τ) в формулы для расчета интенсивности теплообразующих потоков (61) и (65), получаем
![]() (103)
(103)
![]()
Интенсивность источника q2T (τ) можно принять неизменной и равной q2T, поскольку хотя силы на задней поверхности инструмента и зависят от усадки стружки [46], в нашем случае при малом изменении последней они мало меняются.
Подходя к расчету температуры резания, стружку переменного сечения условно заменим несколькими участками, на которых ее толщина не меняется (см. рис. 39). Такая замена не внесет существенных изменений в результаты расчета температуры стружки, поскольку источники ее нагрева быстродвижущиеся, и, следовательно, теплота впереди этих источников не распространяется. Поэтому теплота, внесенная источниками qlT и qД в объем 1 (рис. 39), при дальнейшем движении стружки не переходит в объемы 2, 3 и т. д. Поскольку мы рассматриваем температуру контактной площадки стружки с резцом в каждый данный момент времени, то предыдущая конфигурация стружки и источников в этом смысле нам безразличны. Это позволяет для расчета температуры площадки l1 (τ) в каждый данный момент времени при переменной толщине стружки применять соотношения, полученные ранее для стружки постоянного сечения с подстановкой в них соответствующих значений а (τ), 11 (τ) и интенсивностей тепловых потоков qД (τ) и qlT (τ).
Более сложен расчет температуры на площадке контакта задней поверхности инструмента с деталью. Здесь, даже при постоянном значении интенсивности q2Т,, температура зависит не только от текущей интенсивности источника [1-b*(τ)] qД (τ), но и от процесса изменения интенсивности qД (τ) на поверхности сдвига. При этом, однако, следует учесть, что главную роль играет источник q2Т и что при расчете температуры резания итоговым теплообменом на площадке контакта резец - деталь можно пренебречь.
Обратимся теперь к формуле (95) и приведем ее в соответствие с рассматриваемой задачей.
Пишем
 (104)
(104)
Выясним изменение во времени некоторых величин, входящих в формулу (104). В соответствии с формулами (74), (64) и (103) для расчета температуры деформации напишем
![]() ,
(105)
,
(105)
где θД – температура деформации при постоянной толщине среза;
 Pe0(τ)=Pe0(1+ε).
(106)
Pe0(τ)=Pe0(1+ε).
(106)
Изменением поправки с в связи с малостью угла δ (см. рис. 39) можно пренебречь.
Толщину заторможенного слоя ∆(τ) примем пропорциональной толщине среза, положив
∆(τ) = ∆(1+ε) (107)
Наибольший интерес и важность представляет
решение вопроса о функции М1(τ),
описывающий процесс распространения
в режущем клине теплоты источника
переменной длины и интенсивности. Для
этой цели рассмотрим полосовой неподвижный
источник с переменной во времени
интенсивностью q(t)
= q*f
(t). Пользуясь
формулой для мгновенного линейного
источника типа
![]() можем, совершая интегральные переходы,
для плоского источника, действующего
в течении времени τ, написать
можем, совершая интегральные переходы,
для плоского источника, действующего
в течении времени τ, написать

Здесь t – момент импульса; τ – момент наблюдения (см. выше).
Взяв внутренний интеграл, как это было показано ранее, получим
 (108)
(108)
Введем безразмерные величины ψ = x:l1 и t = vτ. Далее положим, что интенсивность теплового потока в резец меняется во времени по тому же закону, что и интенсивность теплообразования на его контактной площадке со стружкой. Тогда в соответствии с формулой (103) представим функцию распределения f (t) в виде:
где z = y -1.
Подставляя эти величины в выражение для θ (х, τ), получим
![]()
где
 (109)
(109)
В подынтегральном выражении
![]() причем
причем
l — длина источника, соответствующая моменту времени τ.
Применим результаты наших рассуждений к задаче о температуре в режущем клине. Введем поправку χ (τ):
М1 (τ) = М1 χ (τ) (110)
где М1 — функция в формуле (95) для расчета температуры при стабильном (т. е. с неизменными элементами режима резания) и установившемся (τ - ∞) теплообмене.
Для расчета поправки χ (τ) положим
![]()
т. е., пользуясь формулой (109), проследим за температурной функцией J в центре площадки контакта в нестабильном и стабильном процессах.
Для большой группы материалов показатель при толщине среза в формуле для силы резания близок к значению у ≈ 0,75. Поэтому для наших расчетов примем r = —0,25.
Результаты расчета коэффициента χ (τ) на основе приближенного вычисления интеграла в формуле (109) приведены на рис. 40.
Рассмотрим конкретный пример. Пусть в детали из стали 1Х18Н9Т обрабатывается канавка шириной b = 4 мм и глубиной h = 5,4 мм (рис.41), причем толщина среза (поперечная подача) уменьшается от а0 = 0,31 мм/об до а1 = 0,03 мм/об по линейному закону. Скорость резания v = 60 м/мин, усадка стружки k = 1,8, длина контакта стружки с резцом при а0 = 0,31 мм/об составляет l1 = 1.33 мм.
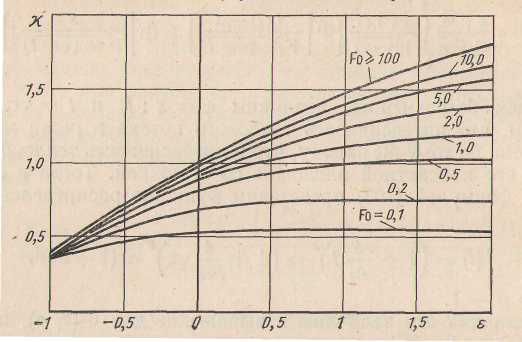
Рис. 40. график для определения коэффициента χ в зависимости от безразмерного параметра ε при толщине среза, меняющейся по линейному закону.
Вначале, используя условие об изменении толщины среза по линейному закону, определим машинное время операции по формуле
![]()
Что при v = 60 м/мин, d = 100 мм и упомянутых выше значениях h, a0 и а1 дает τм ≈ 10 с. Тогда
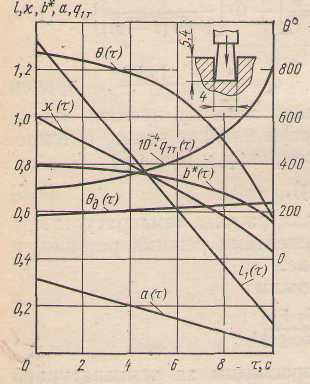
Рис. 41. Изменение основных параметров процесса точения при резании с переменной подачей (в условиях примера)
Из приложения III, где приведены результаты расчетов для установившегося периода резания с постоянной толщиной среза, берем значения qД , q1T , b*,θД и по формулам (90) и (95) рассчитываем значения М1 и θ, а далее, пользуясь выражением (104) – (107), (110) и рис. 40, определяем значение θ (τ). Результаты расчета основных величин приведены на рис. 40. при определении θ (τ) изменение скорости резания не учитывалось. Обращает на себя внимание тот факт, что скорость изменения толщины а значительно сильнее влияет на температуру резания, чем скорость изменения ширины среза b. В самом деле, в условиях примера значение а = —0,28 мм/с приводит к снижению температуры резания через 2 с после начала процесса от θ = 840°С до θ = 800° С, тогда как такая же скорость изменения ширины среза θ = —0,28 мм/с (см. рис. 38) приводит к понижению температуры только до θ = 835° С.
Адаптивное изменение толщины среза при постоянном значении силы Рг. В современных станках используются адаптивные устройства, обеспечивающие поддержание постоянства усилий резания, что создает условия для повышения точности изделий [43]. Внешние факторы в виде колебаний припуска, механических характеристик материала и др. преобразуются этими устройствами в изменение толщины среза. Рассмотрим некоторые вопросы расчета температуры резания при адаптивном изменении толщины среза.
Пусть, например, в процессе точения
припуск и связанная с ним ширина среза
меняются по произвольному закону
b (τ)
(рис. 42). Поскольку Рг =
Сbxay
= const,
то толщина среза будет
соответствовать закону
 Эта кривая может
быть заменена в первом, приближении
ломаной линией 1—2—3—4. На
каждом из участков, таким образом, мы в
первом приближении получаем процесс
резания с непрерывным изменением толщины
среза по линейному закону, для которого
основные теплофизические зависимости
рассмотрены выше. Требуется лишь
учесть различный знак и скорость
изменения толщины среза
на
каждом из участков ломаной линии.
Эта кривая может
быть заменена в первом, приближении
ломаной линией 1—2—3—4. На
каждом из участков, таким образом, мы в
первом приближении получаем процесс
резания с непрерывным изменением толщины
среза по линейному закону, для которого
основные теплофизические зависимости
рассмотрены выше. Требуется лишь
учесть различный знак и скорость
изменения толщины среза
на
каждом из участков ломаной линии.

Рис. 42. Построение кривой θ (τ) при адаптивном изменении толщины среза
Рассмотрим участок /—2, соответствующий
периоду 0
![]() .
Имея в виду, что непостоянство ширины
среза слабо влияет на
изменение температуры резания, расчет
интересующей нас зависимости θ(τ)
на первом участке можем производить по
формуле (104).
Теперь переходим к участку
.
Имея в виду, что непостоянство ширины
среза слабо влияет на
изменение температуры резания, расчет
интересующей нас зависимости θ(τ)
на первом участке можем производить по
формуле (104).
Теперь переходим к участку
![]() Здесь источники переменной
интенсивности, функционировавшие в
зоне резания в
течение времени 0
Здесь источники переменной
интенсивности, функционировавшие в
зоне резания в
течение времени 0
![]() прекращают
нагревание инструмента,
они заменяются источниками, интенсивность
и размеры которых определяются
новым участком линии а (τ).
Однако теплота,
внесенная в режущий клин в период 0
прекращают
нагревание инструмента,
они заменяются источниками, интенсивность
и размеры которых определяются
новым участком линии а (τ).
Однако теплота,
внесенная в режущий клин в период 0
![]() продолжает
распространяться в нем. Такой процесс
можно описать,
если мысленно продолжить функционирование
источника, соответствующего закону
изменения толщины а' (τ),
в область τ
> τ
1 и
с момента времени τ
= τ
1 ввести
в систему сток, соответствующий
закону изменения толщины а'
(τ
— τ1).
Источник и сток должны
соответствовать законам изменения
толщины среза с численно одинаковыми,
но различными по знаку скоростями а.
продолжает
распространяться в нем. Такой процесс
можно описать,
если мысленно продолжить функционирование
источника, соответствующего закону
изменения толщины а' (τ),
в область τ
> τ
1 и
с момента времени τ
= τ
1 ввести
в систему сток, соответствующий
закону изменения толщины а'
(τ
— τ1).
Источник и сток должны
соответствовать законам изменения
толщины среза с численно одинаковыми,
но различными по знаку скоростями а.
Температура резания в момент времени τ = τ 2 будет определяться, следовательно, как алгебраическая сумма ординат тп — тр + mq, где тп — температура θ' (τ), вызванная источником - а' (τ – τ1); тр — снижение температуры —0' (т •— тх), вызванное стоком —а' (т — Tj); mq—повышение температуры θ" (τ — τ 1), вызванное источником а" (τ — τ1), если бы он действовал самостоятельно.
Линия ut на графике температур описывает рассеяние в массе резца теплоты, внесенной в него в период времени 0 < τ <τ 1. Сумма ординат θ(τ 2) = тп — тр + mq = mt + ts (причем ts = mg) соответствует температуре процесса в момент времени τ 2.
На третьем участке графика, приведенного на рис. 42, температура θ(τ) формируется как результат совместного влияния трех компонентов. Первый из них источник θ'(τ) и сток — θ'(τ — τ 1), описывающие процесс распространения теплоты, внесенной в период времени 0 ≤ τ ≤ τ1. Второй источник θ"(τ — τ 1) и сток —θ"(τ — τ 2), описывающие процесс распространения теплоты, внесенной в резец в период времени τ1 ≤ τ ≤ τ2. Наконец, третий компонент — источник θ'"(τ — τ 2), реально функционирующий в период времени τ2 ≤ τ ≤ τ3. Линии θ’0 — θ' (τ) — θ' (τ — τ1) и θ”0 = θ' (τ) — θ (τ — τ1) + θ" (τ — τ1) — θ" (τ — τ 2) описывают влияние предыдущих порций теплоты, внесенной в режущий клин, на температуру резания в данный момент времени.
Как уже указывалось, аналитические выражения для расчета каждой из составляющих ординат получены выше при рассмотрении температуры резания для процессов с линейно изменяющейся толщиной среза. Расчетные кривые для θ (τ), построенные изложенным способом, можно использовать по крайней мере в двух направлениях. Во-первых, при ожидаемом законе b (τ) можно выяснить, не выходит ли температура за пределы, опасные с точки зрения износа и стойкости инструмента во время адаптивного управления процессом. Во-вторых, на основе линий θ (τ) можно получить кривые, описывающие во времени тепловое расширение инструмента, и тем самым подойти к учету термических погрешностей, искажающих форму изделия на каждом из участков его поверхности.
Непрерывное изменение скорости резания. Ряд операций в производстве выполняется при непрерывном, чаще всего линейном изменении скорости резания v в широком диапазоне значений. Таковы, например, операции по точению торцовых поверхностей дисков турбин, конусов и других аналогичных деталей. Прежде чем перейти к расчету температуры при переменных v, рассмотрим зависимость некоторых параметров процесса от скорости резания.
Интегральным показателем деформации и трения в зоне резания является усадка стружки. Многочисленные исследования показывают, что кривая зависимости усадки k от скорости резания v имеет несколько участков. Вначале, в области сравнительно низких скоростей с увеличением v усадка снижается. Одним из факторов, вызывающих это снижение, является возрастание фактического переднего угла инструмента в связи с увеличением высоты нароста. Затем, по достижении известного значения v дальнейшее ее увеличение ведет к росту k главным образом вследствие уменьшения нароста. При некотором значении v = v1, различном в разных условиях, усадка стружки достигает максимального значения k (v1) и далее кривая k (v) плавно снижается.
На рис. 43 приведен ряд кривых k
(v), относящихся
к различным
обрабатываемым материалам (меди, стали,
силумина), сечениям среза и передним
углам инструмента. Эти кривые приобретают
известную идентичность, если их перенести
в безразмерную систему
координат
![]() и
и
![]() Несмотря на
разброс, особенно в правой части графика,
вызванный как неизбежными погрешностями
измерения, так и конкретными особенностями
процесса
обработки, просматривается типичная
закономерность изменения
относительной величины усадки χ
с изменением
относительной скорости μ. По-видимому,
зависимость
Несмотря на
разброс, особенно в правой части графика,
вызванный как неизбежными погрешностями
измерения, так и конкретными особенностями
процесса
обработки, просматривается типичная
закономерность изменения
относительной величины усадки χ
с изменением
относительной скорости μ. По-видимому,
зависимость
K (v) = χ (μ) k (v1 (111)
через значения v1 и k (v1) отображает влияние конкретных условий резания, а через функцию χ (μ) — в какой-то мере принципиальное подобие процессов, происходящих в зоне резания. Расчеты показывают, что выражение
χ(μ) = c1 + c2μ exp [-m/1-μ (112)
при μ >0,5 хорошо аппроксимирует типизированную кривую для описания зависимости коэффициента усадки от скорости резания в безразмерной системе координат. В скобках экспоненциальной функции стоит абсолютное значение разности 1 — μ. Для группы кривых, приведенных на рис. 43, с1 ≈ 0,6; с2 ≈ 0,4; т = 1,38.
Если нас интересует переход от усадки стружки при скорости v0 к усадке при скорости v, то с помощью формулы (111) можем написать:
![]()
При изменении скорости по линейному закону v = v0 + vt на основании последнего выражения получаем
 (113)
(113)
где α = v/v0 — относительное ускорение, 1/с; t — время.
В работе [52] мы показали, что между длиной контакта l1 и усадкой стружки имеется зависимость l1≈ (а + р) k, где а толщина среза, а р — величина, зависящая от вида обрабатываемого материала. Результаты экспериментов, приведенные в работе [46], показали, что для разнообразных обрабатываемых материалов зависимость l1 (k) близка к линейной по крайней мере в пределах до k ≈ 3. Следовательно, при изменении скорости резания от v0 до v можно длину контакта рассчитывать по формуле

Силы Рг0 и Рn0 также зависят от скорости резания. Допуская в самом первом приближении, что влияние v на Рг0 и РN0 одинаково и описывается степенной функцией по отношению к k (v), можем написать:
 (115)
(115)
Приведенные рассуждения и расчеты подводят к отысканию формулы, описывающей в интеграле выражения (108) вид функции f (t). По-прежнему, принимая, что вид этой функции зависит от изменения во времени интенсивности теплообразования на площадке контакта стружки с резцом, на основании формул (65) и (113)—(115) получаем
Подстановка функции f (t) в интеграл выражения (108) позволяет получить для средней точки контакта
![]()
где
 здесь
v = t:
τ; ξ = ατ; μ0=v0:v1;
F0=
здесь
v = t:
τ; ξ = ατ; μ0=v0:v1;
F0=![]()
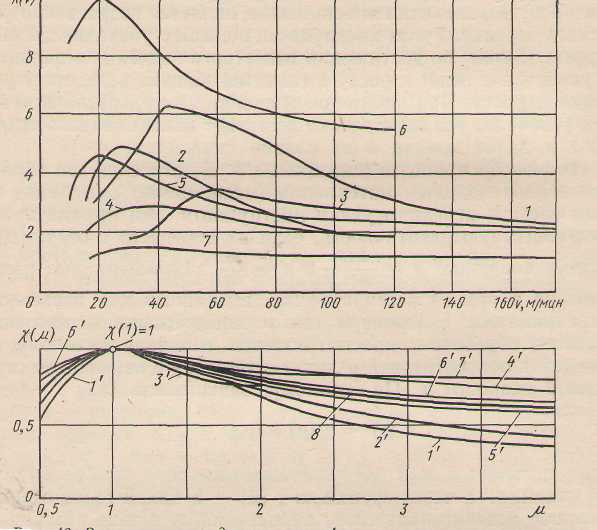
Рис.43. Зависимость усадки стружки k от скорости резания в размерной и безразмерной системах координат:
1 — продольное точение молибденового сплава ВМ-1, t х s = 4 х 2, φ = 10° [18]: 2 — то же, t x s = 4 х 0,4 [18]; 3 — свободное резание стали 30Х, b х а = 5 х 0,15; φ = 0° [50]; 4 — продольное точение стали 30, t x s — 4 x 0,78, φ = 10°; 5 — продольное точение стали ЭЖ-2, t x s = 4 х 0,125 [17]; 6 — продольное точение меди, t x s = 3 х 0,17, φ = 25°, резец из сплава BT2 [46]; 7 — продольное точение силумина, t x s = 2 х х 0,3, φ = 40° [37 ]; 1'—7' — те же кривые в безразмерной системе координат; 8 — типизированная кривая χ (v)
При Fo > 100 значение функции I практически не зависит от значения Fo.
Применяя последнее выражение к ξ = 0 и Fo→∞ (стабильный источник при установившемся теплообмене), можем получить поправку
![]()
для расчета значения
М1(τ) = М1χ(τ)
в формуле (104) при определении температуры резания 8 (т). В формулу (104) подставляются значения k (v) и v для каждого из интересующих нас моментов времени τ.
На рис. 44 приведен пример расчета, в котором использованы данные приложения III и относящиеся к ним некоторые условия. Предположено, что торцовым точением обрабатывается диск от наружного диаметра D = 1000 мм до отверстия dА— 200мм. Сечение среза b X а = 4 X 0,31 сохраняется неизменным в течение всего времени точения; постоянным остается и частота вращения п = 19,1 об/мин, рассчитанная исходя из скорости v0 = 60 м/мин на наружном диаметре заготовки. Наибольшая усадка стружки имеет место при vг1= 20 м/мин. Видно, что по мере снижения скорости v (τ) температура резания понижается вначале быстро, а затем медленнее, так как неоднозначно меняется во времени температура деформации θД (τ) и неравномерно— интенсивность теплообразования q1T(τ). Создается представление, что достаточно при торцовом точении поддерживать постоянное значение v (т) = v0, меняя частоту вращения заготовки, чтобы температура резания θ (τ) была постоянна. На этой основе построены конструкции некоторых лоботокарных станков, в которых по мере приближения резца к центру заготовки частота ее вращения возрастает линейно во времени, обеспечивая постоянство v. Однако исследования [3] показывают, что при таком точении торцов дисков все же не создаются одинаковые условия для работы инструмента на всей длине его хода. Различие между параметрами процессов, осуществляемых с постоянной скоростью v или с постоянной температурой θ, возрастает по мере движения резца от периферии к центру заготовки.

Рас. 44.. Изменение основных параметров процесса точения с переменной скоростью резания
Объяснение этого явления можно получить, анализируя формулу (95); Пусть v постоянна. Тогда все величины, входящие в формулу (95), кроме коэффициента с, учитывающего подогрев обрабатываемого материала теплотой, поступившей в изделие, имеют постоянное значение. Величина с, как это следует из формул (72) и (73), зависит не от скорости резания, а от частоты вращения заготовки, т. е. включает еще влияние диаметра детали. По мере приближения к центру заготовки частота вращения последней при постоянном значении v непрерывно возрастает, растет поправка с, температура θ также возрастает, так как к резцу подходят все более нагретые слои обрабатываемого материала. Пользуясь формулой (95), можно получить программу устройств, регулирующих частоту вращения заготовки при торцовом точении с постоянной температурой. Как показано в работе [3], при точении дисков из жаропрочных материалов режимы постоянных температур позволяют получить стойкость инструмента и качество поверхности более высокие, чем на режимах постоянных скоростей. Имея в виду, что qlT = mv и обозначая с = f (n), можно формулу (95) представить в виде
![]() ,
(116)
,
(116)
где через А, В, D, F, В1 F1 обозначены величины, постоянные для данных условий резания.
Разрешая последнее уравнение в отношении п при постоянном значении θ = θ*, можем получить функцию п (d), описывающую изменение частоты вращения детали на разных диаметрах последней, т. е. установить программу автоматического устройства.
Поскольку f (п), как видно из формул (72) и (73), является сложной функцией п, уравнение (116) можно решить методом итераций с помощью счетных устройств. Для практических расчетов это решение можно упростить, если положить с ≈
≈ 0,013а
![]() .
Тогда выражение (116) приводится к
квадратному уравнению с неизвестным и
=
.
Тогда выражение (116) приводится к
квадратному уравнению с неизвестным и
=
![]() .
Для условий приведенного выше примера
с точением диска D
= 1000 мм из стали 1Х18Н9Т при θ* = 850° С
можно получить
.
Для условий приведенного выше примера
с точением диска D
= 1000 мм из стали 1Х18Н9Т при θ* = 850° С
можно получить
![]() об/мин.
об/мин.
В табл. 6 приведено сопоставление частот вращения и скоростей резания при торцовом точении для режимов постоянной скорости резания (ПСР) и постоянной температуры резания (ПТР).
Заметим, что при расчете частоты вращения п нами не учитывался износ инструмента в процессе точения торца. Его влияние может быть ощутимым особенно при точении труднообрабатываемых материалов. Если известна, хотя бы в первом приближении, зависимость износа по задней поверхности инструмента от времени его работы, то необходимо внести соответствующие коррективы в формулу (116) и уточнить расчет.
Таблица 6
Сопоставление режимов постоянной скорости резания
(v = 60 м/мин) и постоянной температуры (G* = 850° С)
при торцовом точении (пример)
Режим |
d, мм |
||||
|
1000 |
800 |
600 |
400 |
200 |
ПСР: п, об/мин v, м/мин |
19,1 60 |
23,9 60 |
31,8 60 |
47,8 60 |
95,5 60 |
ПТР: n, об/мин v, м/мин |
19,1 60,0 |
23,8 59,8 |
31,5 59,3 |
46,9 58,9 |
91,7 57,6 |
Прерывистое резание. Предположим, что процесс состоит из периодически повторяющихся рабочего хода, во время которого режим резания сохраняется постоянным, и холостого хода, во время которого теплота в режущий клин не поступает. Анализ закономерностей теплообмена при прерывистом резании с регулярно повторяющимися циклами [54 ] позволяет для расчета температур использовать формулу (95) с введением в нее поправок χр и χх на величину Мх для рабочего и холостого ходов, положив
М1р = MxχP и М1х = Mtχx.
Функции М1р
и М1х
подставляются
в формулу (95) соответственно для
определения температуры θр в
конце рабочего хода и θХ в конце
холостого. Остальные величины в формуле
(95) сохраняют то же
значение, что и при установившемся
процессе резания. Значения поправок
χр и χх в зависимости от
безразмерного времени рабочего хода
Fop =
![]() (wр
— коэффициент температуропроводности
режущего материала, см2/с;
11
— длина
контакта по
передней поверхности инструмента, мм;
τр
— длительность рабочего хода, с) и
коэффициента ε = τх/τр
(τх —
длительность холостого хода) приведены
на рис. 45. Там же даны значения χр и
χх при Fop
≤ 1 и ε =1.
(wр
— коэффициент температуропроводности
режущего материала, см2/с;
11
— длина
контакта по
передней поверхности инструмента, мм;
τр
— длительность рабочего хода, с) и
коэффициента ε = τх/τр
(τх —
длительность холостого хода) приведены
на рис. 45. Там же даны значения χр и
χх при Fop
≤ 1 и ε =1.

Рис. 45. Функции χр и χх, используемые для расчета температуры при прерывистом резании
Линия ε = ∞ на рис. 45 описывает закономерность нарастания температуры резания при единичном рабочем ходе, она соответствует формуле (96). При многократном повторении рабочих и холостых ходов температура резания тем выше температуры одиночного реза, чем меньше длительность холостого хода по отношению к рабочему (уменьшение ε). Это естественно, поскольку с уменьшением е теплота в инструменте накапливается более интенсивно. Однако даже при малых значениях е температура установившихся процессов с высокой частотой прерывания (малые значения Fop) ниже температуры при установившемся теплообмене (Fop ≥ 100). При высоких частотах колебаний, соответствующих малым значением Fop, температура резания может быть в 1,5— 2 раза ниже температуры в установившемся процессе. Это можно использовать для улучшения условий работы контактных поверхностей инструмента.
Снижение температуры при резании с вибрациями подтверждается экспериментами. Наряду с другими факторами (изменение коэффициентов трения, улучшение условий охлаждения и др.) существенную роль при этом, по-видимому, играют и рассмотренные выше изменения в теплофизической обстановке, вносимые прерывистостью процесса обработки.
2.4 Теплофизические расчеты, относящиеся к многолезвийным инструментам и многоинструментным наладкам
Общие закономерности, полученные выше для обычных резцов, могут быть в основном применены к описанию тепловых явлений, возникающих при работе многолезвийными инструментами и инструментами, работающими в наладке. Вместе с тем процесс распространения теплоты в зоне резания при многолезвийной или многоинструментной обработке имеет свои особенности, которые должны учитываться при теплофизическом анализе. Главной из этих особенностей является влияние теплоты, образующейся в зоне резания одного из лезвий на температуру зоны резания и контактных поверхностей других лезвий (или инструментов).
В принципе возможны два вида размещения взаимовлияющих лезвий на изделии: по направлению скорости резания и по направлению подачи. В первом случае режущие лезвия могут быть объединены в общем корпусе инструмента (сверла, протяжки, фрезы, развертки и т. д.) или располагаться независимо (например, при встречной отрезке изделий от двух поперечных суппортов). Во втором случае, как, например, при обточке ступенчатого валика на многорезцовом станке, инструменты располагаются в одном или нескольких суппортах и перемещаются друг за другом вдоль оси изделия. Возможна комбинация обоих видов размещения взаимовлияющих лезвий. Так, на двухступенчатом зенкере зубцы расположены друг за другом как по направлению вращения инструмента, так и вдоль оси последнего. Рассмотрим вопрос о взаимовлиянии режущих зубьев при обоих вариантах их размещения в пространстве.
На рис. 46 показана схема обработки изделия несколькими зубьями, последовательно расположенными по направлению скорости резания. Каждый из них срезает слой толщиной а. Предположим, что имеются все данные для расчета теплообразующих и итоговых потоков при работе первым зубом (№ 0), когда влияния впереди идущих зубьев еще нет. Тогда мы можем рассчитать по формуле (54) количество теплоты Qи поступающей в деталь из зоны резания зуба № 0. Выясним, какое влияние оказывает эта теплота на повышение температуры резания зубьев № 1, 2 и т. д. Учтем два следующих обстоятельства. Во-первых, на расстоянии, большем трех-четырех длин источника, форма закона распределения его интенсивности сравнительно мало сказывается на температуре данной точки нагреваемого тела. Во-вторых, толщина реза а, как правило, мала относительно шага t0, что позволяет пренебречь различием между температурой точки А, расположенной на кромке, и температурой точки N, расположенной на обрабатываемой поверхности.
Таким образом,
процесс распространения теплоты Qи
в детали
можно
схематизировать, как это показано в
нижней части рис. 46, т. е. представить
его как результат воздействия плоского
источника интенсивностью qn
=
![]() ,
быстро движущегося по поверхности
тела с адиабатической границей. Пользуясь
формулой (28) и полагая в ней Км
≈ 1, пишем
,
быстро движущегося по поверхности
тела с адиабатической границей. Пользуясь
формулой (28) и полагая в ней Км
≈ 1, пишем
![]() .
(117)
.
(117)

Рис. 46. Схема процесса резания многолезвийным инструментом и схематизация расположения источников, передающих теплоту в изделие
В формулу (117) скорость резания подставляется в м/мин, а линейные размеры — в мм. Значения QИ могут быть рассчитаны по одной из формул (54). Однако для ориентировочных расчетов можно иметь в виду, что при обработке ряда конструкционных материалов (за исключением особо теплопроводных) и в области практически применяемых режимов резания теплота QИ составляет 15—25% общей тепловой мощности процесса. Следовательно,
QИ ≈ (0,006 ÷ 0,01)Рzv кал/с
Дополнительную температуру, возникающую в точке А под действием источника QИ, можно рассчитать по формуле:
∆θ1
= θmax(![]() ),
(118)
),
(118)
где ψ ≈ t0 / (l0 + l2) — безразмерный шаг между зубьями инструмента.
Учесть повышение температуры зубьев № 2, 3 и т. д., возникающее от того же источника, расположенного у зуба № 0, более сложно. Дело в том, что непосредственное применение формулы (118) здесь недопустимо, так как часть металла, расположенная у поверхности детали, удалена последующими зубьями и не учитывать этого нельзя. Поэтому воспользуемся следующим приемом. Повышение температуры зуба 2 (точка В) будем рассматривать как результат суммарного влияния источника qИ и источника с температурой ∆θ1, расположенных в точке А. Для каждого из них применение формулы (118) допустимо. Таким образом, суммарное повышение температуры для зуба № 2 составляет:
Для любого m-го зуба по аналогии получаем
![]()
а так как в скобках стоит сумма членов геометрической прогрессии, то
![]() .
(119)
.
(119)
Пример. При расточке отверстия d = 60 мм в детали из стали ШХ15 [со = 0,065 см2/с, % = 0,08 кал/(см . с .°С)] резцом с пластиной из сплава Т14К8 (v = 60 м/мин, b X а=2 Х 0,16 мм2, y= 0°, l2 = 0,2 мм) усадка стружки k= 3,6, а усилие Рг = =110 кгс. Определим повышение температуры резания при переходе от расточки одиночным резцом к обработке четырехперым зенкером, сохраняя для каждого из его зубьев сечение среза таким же, как и для расточного резца.
Рассчитав по формуле (62) значение угла
сдвига Ф ≈ 15° 30', определяем
![]() Шаг зубьев инструмента t0
≈ 47 мм. Полагая, что QH
≈ 0.008 Pzv=53
кал/с, при
Шаг зубьев инструмента t0
≈ 47 мм. Полагая, что QH
≈ 0.008 Pzv=53
кал/с, при
![]() по формуле (119)
получаем ∆θ1
≈ ∆θ2
≈ ∆θ3
≈ ≈ ∆θ4
≈ 22э.
Как видно,
несмотря на существенное повышение
по формуле (119)
получаем ∆θ1
≈ ∆θ2
≈ ∆θ3
≈ ≈ ∆θ4
≈ 22э.
Как видно,
несмотря на существенное повышение
общей тепловой мощности процесса, температура на каждом зубе многолезвийного инструмента повышается по отношению к отдельно взятому резцу незначительно. Это объясняется тем, что в данном случае шаг зубьев достаточно велик и теплота, передающаяся из зоны резания, успевает в значительной мере рассеяться в массе детали.
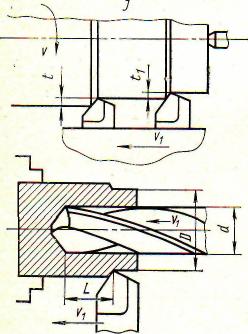
Рис. 47. Типичные схемы расположения инструментов в наладке
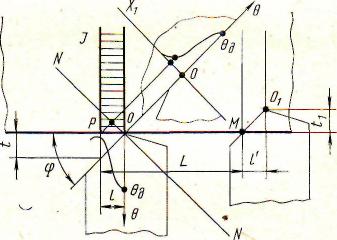
Рис. 48. Схема к расчету взаимовлияния лезвий, расположенных по направлению подачи.
Переходим к рассмотрению взаимовлияния режущих инструментов, лезвия которых расположены по отношению друг к другу вдоль оси детали. Типичные примеры таких наладок приведены на рис. 47. В них инструмент, идущий впереди (резец, сверло), создает в детали тепловое поле, оказывающее влияние на температуру резания инструментом, идущим позади. Важной особенностью таких схем является то, что скорость резания v во много раз превышает скорость подачи v1. Это позволяет при определении температуры точек, достаточно удаленных от зоны резания, схематизировать процесс так, как это показано жирными линиями на рис. 48, т. е. представить тепловыделение в виде двухмерного ограниченного источника J, движущегося со скоростью v1 в направлении оси детали. Следует обратить внимание на то, что при практически применяемых скоростях подачи v1 такой источник часто не может быть отнесен к быстродвижущимся. Поэтому в данном случае для расчетов должны применяться формулы, справедливые для источников, движущихся с любой скоростью.
Если по поверхности тела с адиабатической
границей с любой скоростью v1
движется одномерный источник
теплоты
![]() ,
то формула для расчета температуры
точек тела в подвижной системе координат,
связанной с источником [64], имеет вид:
,
то формула для расчета температуры
точек тела в подвижной системе координат,
связанной с источником [64], имеет вид:
![]()
где х, у — координаты рассматриваемой точки тела; хИ — координата источника; К0 [и] — функция Бесселя от мнимого аргумента второго рода нулевого порядка, которая табулирована [64, 86]. Заменяя для приближенных расчетов осесимметричную задачу плоской, можем для плоского источника, показанного на рис. 47, написать
![]()
Последнее выражение справедливо для точек х ≥ l, где l — длина источника, измеренная по направлению скорости vv1. Введем безразмерные величины
![]()
Тогда
![]()
Максимальное значение температуры возникает в точке ψ = 1, v= О (точка О на рис. 48). Обозначим его θmах. Тогда для любой другой точки, расположенной за пределами источника, получаем
 (120)
(120)
При малых значениях аргумента 0,2 ≤ и ≤ 2 с погрешностью не более 3—4% функцию /С0[м1 можно приближенно заменить выражением К0 [u] ≈ 1,14 u-0,4 ехр [—u]. Пользуясь этой заменой и полагая по ходу решения
формулу (120) приводим к виду:

График функции β в зависимости от η = Pe . v2 и ψ приведен на рис. 49. Для точек, расположенных на поверхности (η = 0), β ≈ ψ0,6-(ψ-1)0,6
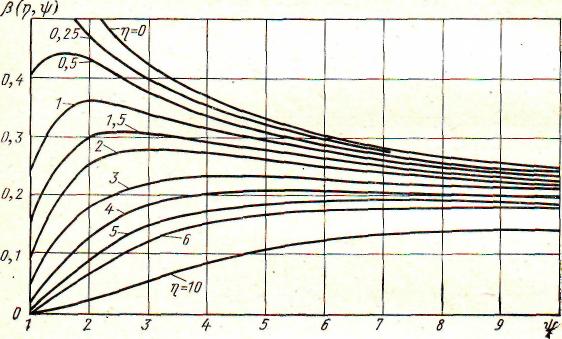
Рис. 49. График функции β (η,ψ), используемой при расчете взаимовлияния инструментов в наладке
Применим рассмотренный вывод к решению вопроса о взаимовлиянии режущих лезвий в многоинструментной наладке. Полагаем l = b cos φ = t ctg φ (рис. 48). Рассекая деталь и резец плоскостью, проходящей через вершину резца (чтобы не затемнять чертеж, сечение не заштриховано), заметим, что температура в точке О, где сходятся поверхность резания, обработанная поверхность и вершина резца, может быть принята равной θД. В глубь обрабатываемого материала, по направлению х1 температура быстро убывает. Следовательно, для источника J можно положить θmax ≈ θД и написать
![]() (121)
(121)
где ∆θ (х, у) — повышение температуры точки х, у обрабатываемого материала в зоне работы данного инструмента, которое возникает под действием инструмента, движущегося впереди. Рассмотрим два типичных примера. Для условий, приведенных в приложении III, θД ≈ 190° С. Если в наладке второй резец установлен на расстоянии L — 20 мм, то для точки М (см. рис. 48) получаем
![]()
Второй пример. Предположим, что в схеме наладки, показанной на рис. 47, сверло диаметром d = 30 мм обрабатывает деталь из стали 45 (w == 0,08 см2/с) с режимом резания v = 25 м/мин, s = 0,11 мм/об, без охлаждения. В этих условиях температура уголка у периферии сверла θД ≈ 300° С [54]. Одновременно резец, расположенный на расстоянии L = 25 мм, обрабатывает деталь по диаметру D =60 мм. Определим влияние теплоты, возникающей при сверлении, на температуру проходного резца. Частота вращения детали при заданном режиме сверления п = 265 об/мин, скорость подачи v1 = 0,048 см/с. Длина источника l = 0,5d ctg φ ≈ 0,86 см. Далее: Ре = 0,26;
v =![]() η
= 0,79; ψ = 2,9; β = 0,35. По формуле
(121) ∆θ≈ 100° С.
η
= 0,79; ψ = 2,9; β = 0,35. По формуле
(121) ∆θ≈ 100° С.
Из рассмотренных примеров видно, что повышение температуры, возникающее как результат взаимовлияния лезвий, достаточно велико. Поэтому оно должно учитываться в расчетах, связанных с анализом многоинструментных наладок. Теплофизические расчеты здесь могут быть использованы при рассмотрении вопроса о материале для отдельных инструментов, при расчете термических погрешностей и разработке условий, снижающих величину погрешности, а также для других целей.