

2.1.3. Построение контрольных карт [3]
(![]() -R)-карта
-R)-карта
Метод
Этап 1. Сбор данных
Соберите приблизительно 100 данных, для учебных целей возьмем 80 значений (объем выборки берем равным 80) Разделите их на 16 однородных подгрупп объемом по 5 в каждой. Заполните данными приготовленную таблицу (табл. 1). Когда практически нет повода для разделения данных на подгруппы, делите их в порядке поступления. В большинстве случаев объем группы берется в интервале от 2 до 10. Можно выбирать и объемом 1. Выберем объем подгруппы равным 5, т.е. как в литературе /3/.
Этап 2. Вычисление средних
Вычислим средние значения для каждой подгруппы:
= х1+х2 + х3 + х4 +…+ xn)/n,
где n - объем подгруппы.
Этот результат обычно подсчитывается с одним лишним десятичным знаком по сравнению с исходными данными.
Этап
3. Вычисление
![]()
Вычислите общее среднее значение , деля итог столбца для каждой из подгрупп на их число k:
= ( 1 + 2 + …+ k)/k,
причем
![]() надо вычислять с двумя лишними знаками
по сравнению
с измеренными значениями.
надо вычислять с двумя лишними знаками
по сравнению
с измеренными значениями.
Этап 4. Вычисление R
Вычислите размах R в каждой подгруппе, вычитая минимальное значение в подгруппе из максимального:
R = (максимальное значение в подгруппе)-(минимальное значение в подгруппе).
Таблица 1
Статистические данные для ( -R)-карты из
выборки первого конвейера до появления брака
Номер под- группы |
X1 |
X2 |
X3 |
X4 |
X5 |
Σx
|
|
R |
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
|
187 186 185 188 193 186 186 188 188 184 189 188 184 185 188 187
|
185 184 188 187 184 189 191 185 182 181 186 186 186 188 190 184
|
188 190 186 182 187 186 186 187 188 187 188 185 187 186 185 188
|
183 185 187 187 185 187 187 189 185 186 185 187 183 183 189 187
|
187 191 185 185 189 192 180 184 186 190 187 186 188 189 186 186
|
930 936 931 929 938 940 930 933 929 928 935 932 928 931 938 932
|
186,0 187,2 186,2 185,8 187,6 188,0 186,0 186,6 185,8 185.6 187.0 186.4 185.6 186.2 187.6 186.4
|
5 7 3 6 9 6 11 5 6 9 4 3 5 6 5 4 |
|
Итого |
2984,0 |
94 |
|||||
Среднее
|
||||||||
Этап 5. Вычисление
Вычислите
среднее
![]() для размаха R,
деля итог столбца размахов
для всех
подгрупп на их число k:
для размаха R,
деля итог столбца размахов
для всех
подгрупп на их число k:
=(R1 + R2 + … + Rk)/k.
Таблица 2
Статистические данные для ( -R)-карты из
выборки второго конвейера при появлении брака
Номер под- группы |
X1 |
X2 |
X3 |
X4 |
X5 |
Σx
|
|
R |
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
|
191 190 189 192 197 190 190 192 192 188 193 192 188 189 192 191
|
189 188 192 191 188 193 195 189 186 185 190 190 190 192 194 188
|
192 194 190 186 191 190 190 191 192 191 192 189 191 190 189 192
|
187 189 191 191 189 191 191 193 189 190 189 191 187 187 193 191
|
187 195 189 189 193 196 184 188 190 194 191 190 192 193 190 190
|
950 956 951 949 958 960 950 953 949 948 955 952 948 951 958 952
|
190,0 191,2 190,2 189,8 191,6 192,0 190,0 190,6 189,8 189.6 191.0 190.4 189.6 190.2 191.6 190.4
|
5 7 3 6 9 6 11 5 6 9 4 3 5 6 5 4 |
|
Итого |
3048,0 |
94 |
|||||
Среднее = 190,5 = 5,9 |
||||||||
Значение надо вычислять с двумя лишними знаками по сравнению с измеренными значениями, т.е. с тем же числом знаков, что и .
Этап 6. Вычисление контрольных линий
Вычислите каждую контрольную линию для -карты и для R-карты по следующим формулам.
-карта. Центральная линия:
CL =
Верхний контрольный предел:
UCL= + A2
Нижний контрольный предел:
LCL= - A2

R-карта. Центральная линия:
CL=
Верхний контрольный предел:
UCL= D4
Нижний контрольный предел:
LCL= D3
Нижний предел не рассматривается, когда n меньше 6.

Константы А2, D4 и D3 - коэффициенты, определяемые объемом подгрупп (n). Они приведены в табл. 3, а также в табл. А.2 Приложения [3].
Этап 7. Нанесение контрольных линий
Приготовьте лист бумаги в клеточку, затем нанесите слева вертикальную ось со значениями и R и горизонтальные оси с номерами подгрупп. Разметьте верхний и нижний пределы так, чтобы между ними оказалось 20 - 30 мм. Центральную линию сделайте сплошной, а контрольные пределы - пунктирными линиями.
Таблица 3
Перечень коэффициентов для ( - R)-карты
Объем подгруппы, n |
-картa |
R-карта |
||
A2 |
D3 |
D4 |
d2 |
|
2 3 4 5 6 |
1,880 1,023 0,729 0,577 0,483 |
- - - - - |
3,267 2,575 2,282 2,115 2,004 |
1,128 1,693 2,059 2,326 2,524 |
Этап 8. Нанесение точек
Разметьте и R для каждой подгруппы на одной и той же вертикальной оси напротив соответствующего номера подгруппы. Нанесите номера подгрупп на горизонтальную ось с интервалом в 2 - 5 мм. Чтобы легче было различать и R, возьмем для знак • (точка), для R - х (крестик), а для тех значений, которые выходят за пределы - кружочки.
Этап 9. Запишите необходимую информацию
Выпишите объем подгруппы (n) в верхнем левом углу -карты. Запишите также и другие необходимые сведения, имеющие отношение к изучаемому процессу, такие как название процесса и продукта, период времени, метод измерения, условия работы, смена и т.д.
Пример расчета значений статистических данных для выборки, полученной до появления брака т. е. для таблицы №1
Этап 2
Так для первой подгруппы:
= (187 + 185 + 188 + 183 + 187 )/5 = 186
Для второй подгруппы:
= (186 + 184 + 190 + 185 + 191 )/5 = 187,2
Для третьей подгруппы:
= (185 + 188 + 186 + 187 + 185 )/5 = 186,2
Аналогичным образом вычисляют средние значения для остальных подгрупп..
Этап 3. Вычисление :
![]() =
(186,0 + 187,2 +…+ 186,4) /16 = 186,5 вольт, т.е.это
значение совпадает с средним значением
параметра качества, указанного в
нормативной документации для качественных
изделий. Таким образом, изделия (блоки
питания) с напряжениями, указанными в
таблице №1 являются качественными.
=
(186,0 + 187,2 +…+ 186,4) /16 = 186,5 вольт, т.е.это
значение совпадает с средним значением
параметра качества, указанного в
нормативной документации для качественных
изделий. Таким образом, изделия (блоки
питания) с напряжениями, указанными в
таблице №1 являются качественными.
Этап 4. Вычисление R:
Для первой подгруппы:
R= 188 – 183= 5
Для второй подгруппы:
R= 191 – 184= 7
Для третьей подгруппы:
R= 188 – 185= 3
Аналогично вычисляются значения размаха для остальных подгрупп.
Этап 5. Вычисление среднего значения размаха:
=(5 + 7 + 3 + 6 +…+ 4)/16= 5,9
Этап 6 (рис. 4). Вычисление контрольных линий и построение X-карты:
-картa
CL= = 186,5 - центральная линия на X-карте
UCL=
+A2
=186,5
+ 0,577![]() 5,9=
189,9 - верхний контрольный предел на
X-карте.
5,9=
189,9 - верхний контрольный предел на
X-карте.
LCL= - A2 = 186,5 - 0,577 5,9 = 183,1 - нижний контрольный предел на X-карте.
R-карта - вычисление контрольных линий и построение
R - карты (рис. 6)
CL= = 5,9 - центральная линия на R-карте,
UCL=D4 =2,115 5,9 = 12,5 - верхний контрольный предел,
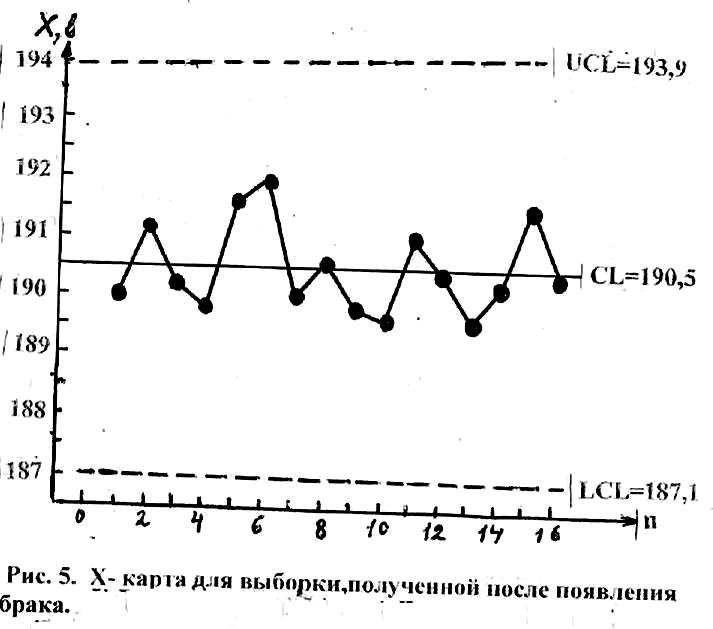
LCL= - нижний контрольный предел (не рассматривается). Аналогичным образом в соответствии с табл. 2, проводятся вычисления значений , , R, , CL, UCL, LCL и строится X- карта для выборки, полученной после появления брака (рис.5). Если рис 4 совместить с рис.5 на одном листе, то большинство точек рис. 5 будут находиться выше верхнего контрольного предела рис. 4. Это говорит о том, что на рис.5 показана выборка с бракованными изделиями, а на рис.4 - выборка с качественными изделиями.
pn-карта
Метод
Этап 1. Сбор данных.
Возьмите выборку и классифицируйте продукцию по качеству на годную и бракованную в соответствии со стандартом. Теперь возьмите выборку такого объема, чтобы в среднем в каждую подгруппу попадало от 1 до 5 негодных изделий и соберите 20 - 25 таких подгрупп (табл. 4).
Таблица 4
Таблица данных для pn-карты
Номер подгруппы |
Объем подгруппы, n |
pn (число дефектных изделий) |
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 |
100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 100 |
4 2 0 5 3 2 4 3 2 6 1 4 1 0 2 3 1 6 1 3 3 2 0 7 3 |
Итого |
Σn=2500 |
Σpn=68 |
Этап
2. Вычисление
![]()
Вычислите среднюю долю дефектов , деля общее число дефектов в каждой подгруппе на общее число подгрупп:
![]()
Этап 3. Вычисление контрольных линий
Центральная линия:
CL= n
Верхний контрольный предел:
UCL=![]() n
+ 3
n
+ 3![]()
Нижний контрольный предел:
LCL= n - 3
Нижний предел не рассматривается, если его значение - отрицательное число.
Этап 4. Построение контрольной карты
Проведите горизонтальную ось с номерами подгрупп и вертикальную ось с числами дефектов. Сплошной линией сделайте центральное значение pn и пунктирными линиями - верхний и нижний пределу. Затем нанесите на график числа дефектов для каждой подгруппы (рис. 7).
Пример
Этап 2
![]()
Этап 3.
CL= n=0,0272*100=2,72
UCL=
n
+ 3
=2,72+3![]() =7,60
=7,60
LCL= n - 3 =2,72-3 = - (не рассматривается).
