

Учебное пособие 2123
.pdfПДКхпв достигнуты для всех металлов, кроме никеля
икадмия.
Вкачестве доочистки до норм ПДКр.х. предлагается адсорбционный метод. Ряд экспериментальных исследований показал - одним из наиболее предпочтительных адсорбентов ионов тяжелых металлов является гидроксид железа (III), с высокой удельной поверхностью, что достигается при использовании его в момент образования.
Из трех методов получения гидроксида железа как адсорбента, известны в настоящее время в практике очистки сточных вод, ферритизационного, электрокоагуляционного и гальванокоагуляционного наиболее благоприятные условия получения адсорбционно-активного железа
(III) реализуются в последнем. При гальванокоагуляционной очистке очищаемую воду пропускают через железные стружки, смешанные с коксом в соотношении 4:1 или с медной стружкой в соотношении 2,5:1. В результате контакта железококс или железо-медь образуется гальванопара, в которой железо является анодом. За счет разности потенциалов железо переходит в раствор без наложения тока от внешнего источника. Гальваногенерированный оксигидрат железа, представляющий собой смесь рентгеноаморфной и кристаллических фаз, состоит из двух модификаций гидроксида железа (III) и гетита с преимущественным преобладанием гидролепидокрокита. Осаждение металлов из растворов в основном происходит вследствие гидролитического осаждения и сорбции на оксигидрате железа.
Таким образом, для доочистки сточных вод можно использовать гальванокоагулятор небольшой производительности (рисунок), т.к. он будет исполнять лишь роль поставщика гальваногенерированного сорбента в раствор воды, подвергаемой очистке.
Так, для гальванического производства с расходом воды 25 м3/ч вполне достаточно гальванокоагулятора с производительностью по воде 5 м3/ч. Через такой гальванокоагулятор проходит всего 1/5 часть очищаемого стока, которая смешивается с остальным стоком в отдельной емкости (необходимо иметь 2 емкости, работающие попеременно), где при рН 9 происходит дальнейшая адсорбция ионов тяжелых металлов.
Коагулятор барабанный КБ-1 предназначен для очистки сточных, продувочных и оборотных вод от ионов металлов, органических веществ и других примесей[3].
Исходная очищаемая среда (раствор) непрерывно подается в зону загрузки скрапа, откуда поступает в рабочую зону корпуса коагулятора, вращение которого с определенной скоростью, обеспечивает перемешивание скрапа и переменный контакт его с раствором и кислородом воздуха.
Основной принцип работы аппарата заключается в том, что смесь железного и медного скрапа или железного скрапа и кокса представляют собой гальваническую пару, в результате работы
которой идет интенсивное растворение железа (наработка реагента) без подачи электроэнергии от внешнего источника.
Коагулятор барабанный КБ-1
При вращении корпуса коагулятора скрап поднимается полками (ворошителями) над поверхностью раствора, что создает условия для контакта жидкой, твердой и газообразной фаз в пленочном слое жидкости, удерживаемом скрапом. Далее, при свободном падении железного и медного скрапа, контакт гальванической пары медь – железо или кокс – железо изменяется. Указанное обстоятельство создает необходимые условия для быстрого окисления в жидкой фазе двухвалентного железа до трехвалентного состояния. При соотношении данных ионов 1:2 в жидкости образуются ферромагнитные соединения железа – магнетит, гетит, лепидокрокит. Последние два вида веществ составляют не более 15% от общего количества осадка.
Образование тонкодисперсного ферритного осадка происходит непосредственно в очищаемой среде (растворе), из которого удаляются соответствующие загрязняющие вещества, чем обеспечивается высокая степень очистки его от различных примесей.
После коагуляционной очистки раствор направляется в отстойник, где процесс естественного осветления ферритных осадков длится в течение 2-4 часов. При добавлении поверхностно – активных веществ (ПАВ) и нейтрализации раствора, процесс осветления сокращается до 15 - 20 мин.
Догрузка новых порций скрапа по мере его расхода производится с остановкой коагулятора, один раз в смену. Расход кокса контролируется визуально, по уменьшению размера окатышей до 5 – 10 мм, догрузка его не реже одного раза в неделю.
Взависимости от проектного решения, коагулятор может устанавливаться в закрытых помещениях, под навесом и на открытых площадках.
Вгальванокоагуляторах используются отходы металлообработки - стальная стружка, опилки, высечка и другой скрап, а внешний источник электроэнергии вообще отсутствует. В качестве
121
катода используется коксовая мелочь массой в 4-10 |
случае предварительной очистки гидроксидным |
|||||||||||
раз меньше чем анодный материал. |
|
|
методом с отдельным обезвреживанием цианистого |
|||||||||
Первоначальная разовая загрузка вручную, 400 |
стока. Т.е. предложенный в работе С.В. Пестрикова |
|||||||||||
кг скрапа + 100 кг кокса. Стружка в |
адсорбционный метод доочистки сточных вод |
|||||||||||
гальванокоагуляторе |
растворяется |
и должна |
достаточно эффективен и приводит к получению |
|||||||||
пополняться в количестве 350-500 г на м3 |
относительно |
небольшого |
количества |
шлама |
||||||||
очищаемых стоков, т.е. при производительности |
(гидроксида железа) со степенью загрязнения |
|||||||||||
одного коагулятора 2,5 м3/час, за смену необходимо |
тяжелыми металлами на уровне 0,9 % масс[2]. |
|
||||||||||
добавить в гальванокоагулятор 2,5×8 = 10 кг (ведро) |
Достигнутая высокая степень очистки воды от |
|||||||||||
стружки, и 10 кг кокса (С) в неделю, что очевидно |
тяжелых металлов дает возможность сброса воды в |
|||||||||||
не представляет собой больших трудностей, тем |
систему канализации без нанесения какого-либо |
|||||||||||
более, что устройство аппарата позволяет сделать |
ущерба окружающей среде. В то же время это |
|||||||||||
это без его остановки. |
|
|
|
|
открывает возможность |
использования |
|
воды |
||||
Электроэнергия тратится только на вращение |
непосредственно на предприятии, что снижает |
|||||||||||
гальванокоагулятора мощностью 0,5 кВт на 1 м3 |
потребление питьевой воды. Очищенная вода может |
|||||||||||
очищаемых |
стоков. |
Весь |
процесс |
быть использована для приготовления смазочно- |
||||||||
электрохимического |
растворения |
железа |
и |
охлаждающих |
жидкостей, |
использована |
на |
|||||
дальнейших |
электрохимических процессов |
в |
противопожарные нужды, для мойки оборудования, |
|||||||||
гальванокоагуляторе осуществляется только за счет |
полов, первичной промывки деталей после |
|||||||||||
электродных потенциалов |
множества |
гальванопар |
нанесения гальванопокрытий, а также при |
|||||||||
загруженных в него. |
|
|
|
|
приготовлении |
технологических |
растворов |
|||||
В процессе электрохимического |
растворения |
травления |
и |
обезжиривания |
|
сталей, |
||||||
железа на его поверхности во всех случаях |
малочувствительных |
к избыточному |
содержанию |
|||||||||
формируется твердофазный шлам в виде |
Cl- и SO4- - ионов. |
|
|
|
|
|
||||||
гидроксидов железа (Fe(OH)2) и других металлов, а |
Таким образом, повышение эффективности |
|||||||||||
также пассивирующая пленка (при высоких ионных |
очистки воды оптимизацией гидроксидного метода |
|||||||||||
концентрациях |
в |
очищаемых |
растворах) |
и адсорбцией на гидроксиде железа (III) снижает |
||||||||
восстановленной меди и хрома. |
|
|
отрицательное воздействие на окружающую среду, |
|||||||||
Вгальванокоагуляторе процесс снятия с уменьшает водопотребление и позволяет получить
поверхности железа шлама и продуктов пассивации осуществляется постоянно, за счет простого перетирания железного скрапа при вращении коагулятора вокруг горизонтальной оси. При этом и гидроксиды железа и металлическая медь выпадают
восадок. Следует отметить, что при высоких ионной концентрациях в растворах меди (более 400 мг/л) она восстанавливается до металлической на коксе, увеличивая его положительный потенциал.
При гальванокоагуляционной очистке образуется ферромагнитная пульпа, содержащая кристаллические ферриты тяжелых и цветных
металлов: CuO∙Fe2O3, ZnO∙Fe2O3, NiO∙Fe2O3,
FeO∙Cr2O3, которые имеют (и по расчетам и по биотестированию) IV-V классы опасности, не растворяются в растворах кислот и щелочей, и могут свободно использоваться в качестве флюса в производстве керамики, добавок в красный кирпич,
внеответственное литье. Кроме этого, осадок обладает гидрофобными свойствами, поэтому может применяться в качестве подстилающего изолирующего слоя на полигонах ТБО.
Осадок ферропульпы за счет магнитных свойств образовавшихся ферритов осаждается более чем на 95%, и далее, в течение суток уплотняется до влажности 98%. Осадок легко обезвоживается. Масса осадка пульпы гальванокоагуляции, при этих же условиях (стехиометрически и по сухому веществу) составляет чуть более 500 г/час.
Анализ эффективности показал, что после адсорбции на гальваногенерированном гидроксиде железа степень очистки от ионов тяжелых металлов до норм ПДКр.х. возможна для всех металлов в
ряд продуктов, имеющих большое значение в промышленности.
Литература
1.Доклад о состоянии окружающей среды на территории Воронежской области в 2010 году.
2.Пестриков С.В. Cнижение отрицательного воздействия сточных вод гальванических производств на окружающую среду / С.В. Пестриков, Е.Н. Сапожникова,
Н.Н. |
Красногорская |
// Успехи современного |
естествознания, 2006. – № 6. – С. 42-44. |
||
3. |
Малышев В.В. Технологические особенности |
|
гальванокоагуляции // Экология производства, 2011. - №11. – С. 47 – 51.
122

УДК 658.562
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ОБЕСПЕЧЕНИЯ КАЧЕСТВА ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ
Магистрант группы МГ-101 Шутова Татьяна Сергеевна Руководитель: д-р экон. наук, проф. И.В. Каблашова
В современных условиях развития инновационной экономики происходит значительное отставание качества продукции российских предприятий по сравнению с мировым уровнем. Многие из действующих на отечественных предприятиях систем качества не способны обеспечить требуемый уровень выпускаемой продукции. Одним из основных направлений по изменению сложившейся ситуации на российских предприятиях в рамках существующей системы качества является формирование системы обеспечения качества производственных процессов посредством решения методологических и методических задач по ее внедрению и реализации
В философском смысле качество – это: признак, отличающий данную сущность от другой сущности; непосредственная характеристика непосредственного бытия.
Можно выделить следующие семь исторических этапов эволюции менеджмента качества:
индивидуальный контроль качества (до конца XIX века);
цеховой контроль качества (1900-е гг.);
приемочный контроль качества продукции (1920-е гг.);
статистический контроль качества (середина 1930-х гг.);
комплексное управление качеством
(1950-е гг.);
TQM: Всеобщий менеджмент качества (начало 1980-х гг.);
системы менеджмента качества, отвечающие требованиям стандарта ИСО серии
9000 (середина 1980-х гг.).
Немалый вклад в развитие теории менеджмента качества внесли такие ученые, как: Уильям Эдвардс Деминг, Джозеф Джуран, Арманд Фейгенбаум, Филипп Кросби, Генити Тагути, А. Кайсен, Сигео Синго, К. Меллер и другие.
В результате анализа различных определений отечественных и зарубежных авторов можно сделать вывод, что обеспечение качества производственных процессов – это процесс или результат формирования требуемых характеристик продукции при ее создании, а также поддержание этих характеристик, транспортировании и эксплуатации продукции.
Принципы обеспечения качества выступают в качестве основополагающих начал функционирования системы. Они представляют собой методологическую основу построения практической деятельности, исходные положения, на основе которых осуществляются создание, функционирование и развитие систем обеспечения качества и ee отдельных подсистем.
Международная организация по стандартизации (ИСО) обобщила весь накопленный положительный опыт работ в области обеспечения качества продукции и разработала на этой основе стандарты cepии 9000 и 10000, в основу которых
легли принципы Всеобщего Управления Качеством (TQM). Схематично основные принципы системы TQM приведены на рисунке.
Восемь принципов управления, лежащие в основе TQM
Опыт внедрения TQM в российскую практику позволяет выделить пять основных составляющих:
создание документированных систем
качества;
взаимоотношения с поставщиками;
взаимоотношения с потребителями;
мотивация к улучшению качества;
обучение в области качества. Проведенный анализ взглядов и представлений
различных авторов и практической деятельности позволил нам выдвинуть следующие основные принципы организации обеспечения качества, вытекающие из закономерностей организации производства: целенаправленности, адаптивности, соответствия ресурсным характеристикам, непрерывности совершенствования, комплексности, структурной согласованности, соответствия мировым стандартам.
Впоследние годы проблема повышения качества является все более актуальной как для крупных, так и для средних и малых предприятий. Цена перестает быть главным средством привлечения потребителя, основой же конкурентного преимущества любого предприятия становится качество процессов производства
Вусловиях современной рыночной экономики большинство руководителей малых предприятий
123
пришло к выводу, что стандарты ИСО серии 9000 являются основным «базисом» для формирования практически всех отраслевых и корпоративных стандартов.
Можно утверждать, что разработка и реализация концепции стандартов ИСО серии 9000 стали очередным этапом работ по обеспечению качества на предприятиях.
На большинстве малых предприятий фактически выполняются отдельные процедуры управления качеством, предписанные стандартами ИСО серии 9000, однако они могут быть не всегда оформлены должным образом или в чем–то отличаться от установленных требований.
Как показывает опыт внедрения СМК на малых предприятиях, для внедрения ИСО серии 9000 предприятиям, в лучшем случае, требуется от 3 месяцев до 1 года.
Основными проблемами при внедрении стандарта ИСО серии 9000 на малых предприятиях являются: ограниченные ресурсы, имеющиеся в распоряжении предприятия; трудности в понимании и применении стандартов ввиду отсутствия
специалистов по управлению качеством; затраты, требуемые для внедрения и поддержания системы.
Таким образом, можно сделать вывод о том, что в современных рыночных условиях для выживания малых и средних предприятий и обеспечения качества производственных процессов на них крайне важно создание собственных высокоэффективных и результативных систем менеджмента качества с использованием методологии и принципов ИСО 9001, которые являются гарантией того, что требования потребителей будут действительно удовлетворены.
Литература
1.Адлер Ю.П. Восемь принципов, которые потрясли мир // Стандарты и качество. - М.: РИА «Стандарты и качество», 2001. № 5. 54-57.
2.Каблашова И.В. Теория и методы обеспечения качества процессов производства: Монография. Воронеж: Воронеж, гос. техн. ун-т, 2005. 173 с.
3.Мишин В.М. Управление качеством / Отв. Ред. Н.Д. Эришвили.- М.: ЮНИТИ-ДАНА, 2000. - 303 с.
Окрепилов В.В. Управление качеством. - М.: Экономика, 1998, - 257 с.
124
УДК 658.00
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ ОПЕРАТИВНОГО УПРАВЛЕНИЯ ПРОИЗВОДСТВОМ В ГИБКИХ ПРОИЗВОДСТВЕННЫХ СИСТЕМАХ
Магистрант группы МГ-102 Иванников Сергей Алексеевич Руководитель: д-р экон. наук, проф. О.Г.Туровец
В работе рассмотрены аспекты оперативного управления ГПС, приведена классификация ГПС, а также обоснована целесообразность внедрения
Врешении задач выхода страны из кризиса, обеспечения динамически устойчивого развития экономики первостепенная роль принадлежит инновациям, инновационной деятельности, способным обеспечить непрерывное обновление технической и технологической базы производства, освоение и выпуск новой конкурентоспособной продукции, эффективное проникновение на мировые рынки товаров и услуг. Это требует реформирования всех сфер общественной жизни, и прежде всего, экономики.
Внастоящее время в связи с планами президента и правительства Российской Федерации происходит активная переориентация экономики страны. Требуется еѐ основательная модернизация. Основным вектором развития экономики является развитие производства, как основного источника ВВП страны [1].
Но для развития производства недостаточно простого внутреннего изменения технической базы производства или обеспечения государственных заказов крупной машиностроительной продукции. Современная экономика должна устойчиво существовать в рыночных условиях и отвечать тем критериям эффективности, которые позволят ей существовать самостоятельно и отвечать всем требованиям конкуренции. Основным элементом такой экономики является устойчивое машиностроительное производство, обеспечивающее выпуск высококачественной продукции, успешно конкурирующей на международных рынках.
Основой такого машиностроения является всесторонняя комплексная автоматизация процессов от идей создания до производства и поставки готовой продукции на рынок, анализа еѐ использования с целью постоянного улучшения еѐ качества и обновления.
Одним из наиболее приемлемых, эффективных
иперспективных решений данной проблемы является широкое и повсеместное внедрение гибких производственных систем.
Всовременном мире в производственной сфере и среди учѐных существую различные трактовки терминов связанных с гибкими производственными системами. Рассмотрим основные из них.
Гибкие производственные системы - совокупность средств производства, обладающих способностью быстрой переналадки с производства одного вида продукции на другой [1].
Гибкие производственные системы (ГПС) — наиболее эффективное средство автоматизации серийного производства, позволяющее переходить с одного вида продукции на другой с минимальными затратами времени и труда.
Гибкая производственная система — это комплекс технологических средств, состоящих из одного-двух (не более) многоцелевых станков с ЧПУ или других металлорежущих станков с ЧПУ, оснащенных механизмами автоматической смены инструмента, автоматической смены заготовок и транспортирования их со склада до зоны обработки с помощью различных транспортных средств. Этот комплекс связан с единым математическим обеспечением, способствующим работе оборудования в автоматическом режиме с минимальным участием человека [3].
В соответствии с ГОСТ 26229 гибкая производственная система - совокупность в разных сочетаниях оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение заданного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
Итак на основании представленных определений автором было сформулировано следующее определение ГПС, отвечающее, с одной стороны всем рассмотренным аспектам предыдущих понятий, и с другой наиболее полно отражающей предмет рассматриваемый в данной работе.
Гибкая производственная система – это система производства продукции, включающая в себя технологическое оборудование, соответствующую транспортную систему, автоматизированную систему управления и проектирования, а также способная к максимально быстрому и низкозатратному проектированию и освоению выпуска новой продукции [4].
По масштабности ГАП разделяется [1]:
1. Гибкий производственный модуль (ГПМ). Единица технологического оборудования для
производства изделий произвольной номенклатуры в установленных пределах значений их характеристик с программным управлением, автономно функционирующая, автоматически
125
осуществляющая все функции, связанные с их изготовлением, имеющая возможность встраивания
вгибкую производственную систему.
2.Гибкая производственная система (ГПС). Совокупность в разных сочетаниях
оборудования с ЧПУ, роботизированных технологических комплексов, гибких производственных модулей, отдельных единиц технологического оборудования и систем обеспечения их функционирования в автоматическом режиме в течение указанного интервала времени, обладающая свойством автоматизированной переналадки при производстве изделий произвольной номенклатуры в установленных пределах значений их характеристик.
3. Гибкая автоматизированная линия (ГАЛ). Гибкая производственная система, в которой
технологическое оборудование расположено в принятой последовательности технологических операций.
4. Гибкий автоматизированный участок (ГАУ). Гибкая производственная система, функционирующая по технологическому маршруту, в котором предусмотрена возможность изменения последовательности использования
технологического оборудования.
5. Гибкий автоматизированный цех (ГАЦ). Гибкая производственная система,
представляющая собой в различных сочетаниях совокупность гибких автоматизированных линий, роботизированных технологических комплексов, гибких автоматизированных участков, роботизированных технологических участков для изготовления изделий заданной номенклатуры.
6. Гибкий автоматизированный завод (ГАЗ). Гибкая производственная система,
представляющая собой совокупность ГАЦ.
По степеням автоматизации ГПС подразделяются на гибкие производственные комплексы (ГПК) и гибкие автоматизированные производства (ГАП).
ГПК определяется как ГПС, состоящая из нескольких ГПМ, объединенных автоматизированной системой управления и автоматизированной транспортно-складской системой, автономно функционирующая в течение заданного интервала времени и имеющая возможность встраивания в систему более высокой системы автоматизации.
ГАП представляет собой ГПС, состоящую из одного или нескольких ГПК, объединенных автоматизированной системой управления и транспортно-складской системой.
7. Роботизированный технологический комплекс (РТК).
Совокупность единицы технологического оборудования, промышленного робота и средств
оснащения, автономно функционирующая и осуществляющая
многократные циклы. РТК, предназначенные для работы в ГПС, должны иметь автоматизированную переналадку и возможность встраивания в систему. Средствами оснащения РТК могут быть: устройства накопления, ориентации, поштучной выдачи объектов производства и другие средства, обеспечивающие функционирование РТК.
Для решения задач ГПС в ней функционирует подсистема оперативно-календарного планирования (ОКП), обеспечивающая качественную работу системы управления деятельностью ГПС [3]. Оперативно-календарное планирование базируется на методах теории расписаний, получающих в последние годы всѐ большее развитие. В настоящее время накоплен значительный опыт решения задачи ОКП для различных производственных систем, в том числе и по автоматизации ОКП. На основании задач и функций ГПС автором был разработан алгоритм функционирования системы оперативнокалендарного планирования в системе ГПС, представленный на рисунке 1.
Система ОКП в условиях автоматизации представляет собой комплекс программ информационно связанных с накопленными данными о производстве. Окончательное решение в ряде случаев может быть выполнено только человеком. Для достижения полной автоматичности систем ОКП необходима вычислительная техника оперирующая знаниями, а не данными, т.е. с элементами искусственного интеллекта [2].
Основными функциями оперативного управления в условиях ГПС являются следующие:
-определение оптимального объѐма выпускаемой продукции в условиях заданной загрузки и надѐжности функционирования;
-составление расписания функционирования
ГПС;
-определение графика работы не только основного технологического оборудования но и транспортных средств;
-корректировка плана в зависимости от состояния системы;
-прогнозирование выполнения плановых задач
втребуемые сроки;
-планирование заказов на инструмент, оснастку, материалы;
-сбор информации, ѐ классификация, распределение по местам хранения (база данных, локальная база данных);
-осуществление связи в реальном масштабе времени управляющих ЭВМ.
Комплекс задач и соответственно выполняемых функций может быть изменѐн в зависимости от требований, предъявляемых к ГПС.
126
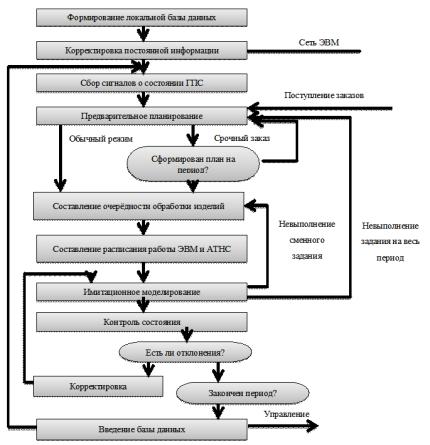
Рис. 1. Схема функционирования ОКП в ГПС
Литература
1.Ямопольский Л.С., Банашак З. Автоматизация проектирования и управления в гибком производстве. - Киев: Техника 1989, Варшава - Научно-техническое издательство 1989, 214с
2.Васильев В.Н., Садовская Т.Г. Организационноэкономические основы гибкого производства: Учеб. Пособие для машиностр. спец. вузов. - Высш. Шк., 1988. -
272 с: ил.
3.Курс лекций по дисциплине: «Основы оперативного планирования и управления машиностроительным производством» /Воронеж. гос. техн. ун-т; Сост. Н. М. Подприхин. Воронеж, 2002. с.
4.А.Т. Александрова, Е.С. Ермаков «Гибкие производственные системы электронной техники» М. 2005 г.
127
УДК 331.108
ТЕОРЕТИЧЕСКИЕ ОСНОВЫ УПРАВЛЕНИЯ ТРУДОВЫМИ РЕСУРСАМИ
Магистрант группы МГ-101 Дмитриева Алена Владимировна Руководитель: д-р экон. наук, проф. В.Н. Родионова
Рассматривая трудовую деятельность как неразрывное единство процесса (вида деятельности) и трудового потенциала (вида экономических ресурсов), можно предположить, что с позиций эффективности управленческого воздействия методология управления трудовой деятельностью должна быть направлена на трудовой потенциал работников, так как работники, имея разные потребности и мотивы к труду, по-разному реализуют свой трудовой потенциал и вносят различный трудовой вклад в формирование совокупного результата трудовой деятельности организации.
Развитие теорий управления трудовыми ресурсами шло под влиянием различных школ управления. В настоящее время различают три группы теорий:
1.классические теории;
2.теории человеческих отношений;
3.теории человеческих ресурсов. Классические теории получили развитие в
период с 1880 по 1930 г. Видными представителями классических теорий являются: Ф. Тейлор, А. Файоль, Г. Эмерсон, Л. Урвик, М. Вебер, Г. Форд, А.К. Гастев, П.М. Керженцев и др.
Теории человеческих отношений стали применять с начала 1930-х годов. К представителям теорий человеческих отношений относятся: Э. Мэйо, К. Арджерис, Р. Ликарт, Р. Блейк и др.
Теории человеческих ресурсов являются современными. Авторами теорий человеческих ресурсов являются: А. Маслоу, Ф. Герцберг, Д. Макгрегор и др.
На наш взгляд, именно концепция управления человеческими ресурсами рассматривает людей как ключевой ресурс и социальную ценность, обосновывает целесообразность стратегического, инвестиционного подхода к их формированию, использованию и развитию подобно другим видам ресурсов.
Проблема управления трудовыми ресурсами, согласно этой теории, анализируется с точки зрения постулатов «человек как ресурс» и «человек как субъект» в рамках трех основных подходов к управлению - экономического, органического и гуманистического.
Проанализировав различные определения отечественных и зарубежных авторов можно сделать вывод, что управление трудовыми ресурсами предприятия представляет собой процесс, включающий в себя взаимосвязанные и взаимозависимые направления, позволяющие регулировать основные социально-трудовые отношения в процессе их формирования и использования.
Рассматривая |
управление |
трудовыми |
|
ресурсами как |
процесс, |
можно |
выделить |
следующие основные направления: |
|
||
1.Подбор и отбор трудовых ресурсов
2.Обучение и развитие трудовых ресурсов
3.Оценка деятельности трудовых ресурсов
4.Стимулирование и мотивация труда.
На наш взгляд, основой управления трудовыми ресурсами на малом предприятии в настоящее время являются следующие составляющие:
1.возрастающая роль личности работника,
2.знание его мотивационных установок,
3.умение их формировать и направлять в соответствии с задачами, стоящими перед организацией.
Управления трудовыми ресурсами на современном этапе развития общества, прежде всего, – это управление на основе постоянных нововведений. Инновационный тип управления основан на разработке и внедрении организационных нововведений и направлен на коренное совершенствование организации труда, обеспечение более полного соответствия параметрам технико-технологической базы производства.
При всем многообразии существующих в мире подходов к управлению персоналом в организации, отличиях в средствах и методах их практической реализации, можно сформулировать основополагающие принципы современной концепции управления персоналом:
1.Признание трудовых ресурсов решающим фактором эффективности и конкурентоспособности организации, ключевым ее ресурсом, экономически полезным и социально ценным.
2.Принцип инвестиционности заключается в признании экономической целесообразности капиталовложений, связанных с привлечением, использованием и развитием персонала организации.
3.Самоуправление и демократизация - активное привлечение работников к управлению на всех уровнях, делегирование полномочий в рамках их компетентности.
4.Принцип развития. Современные организации создают условия для непрерывного обучения и развития работников, стремясь раскрыть их интеллектуальные, творческие и предпринимательские способности, способствуя росту их компетенции и мотивации для достижения как общих организационных целей, так и для удовлетворения их личных потребностей.
5.Принцип качества трудовой жизни. В условиях перехода от технократического подхода к гуманистическому в управлении трудовыми ресурсами организации должны обеспечивать обогащение содержания труда, справедливое
128
вознаграждение за личный вклад в конечный |
с моральным и психологическим воздействием на |
результат организации, создание комфортных |
работников. |
условий и благоприятного психологического |
На наш взгляд, общепринятая классификация |
микроклимата в трудовом коллективе. |
методов управления не в полной мере отражает их |
6.Принцип инновационности состоит в сущность. Любой нормативный акт как атрибут
постоянном совершенствовании форм организации труда, обновлении методов воздействия и побуждения работников к производительной и творческой деятельности, разработке и внедрении прогрессивных персонал-технологий развития трудовых ресурсов.
Данные принципы следует рассматривать в качестве базовых установок, общих подходов в формировании механизма управления персоналом на уровне организации с учетом конкретной ситуации и специфики ее деятельности.
В настоящее время в научной литературе можно найти достаточное количество определений, характеризующих методы управления трудовыми ресурсами. Через методы управления персоналом реализуется основное содержание управленческой деятельности.
На наш взгляд, методы управления трудовыми ресурсами – это способы воздействия на коллективы и отдельных работников с целью осуществления координации их деятельности в процессе функционирования и развития предприятия.
В практике управления персоналом, как правило, одновременно применяют различные методы и их сочетания. В системе методов управления трудовыми ресурсами выделяют:
1.Административные методы - ориентированы на такие мотивы поведения, как осознанная необходимость дисциплины труда, чувство долга, стремление человека трудиться в определѐнной организации и т.п.
2.Экономические методы - осуществляют материальное стимулирование коллективов и отдельных работников. Они основаны на использовании экономического механизма.
3.Социально-психологические методы - связаны с социальными отношениями в коллективе,
административного метода управления, кроме административно-правовых, решает и социальноэкономические вопросы, а реализация нормативного акта требует применения знаний в области психологии. Вместе с тем результаты экономического управления чаще всего отражаются или фиксируются в административных документах. Экономические вопросы неправомерно рассматривать в отрыве от социальных и, наоборот, социальные — в отрыве от экономических и правовых вопросов.
В организациях, где материальное стимулирование играет основную роль, применяются экономические методы управления персоналом. В данном случае лучше применять комплексно-целевой подход.
Таким образом, в современной науке и практике менеджмента, как свидетельствует выше проведенный анализ, происходит постоянный процесс совершенствования, обновления и поиска новых подходов, концепций, идей в области управления трудовыми ресурсами как ключевым и стратегическим ресурсом деловых организаций.
Литература
1.Ансофф И. Стратегическое управление / Пер. с англ. М.: Экономика, 2008.
2.Борисенко И. Л., Батищев С.А. Основы эффективного управления социально-экономической системой // Организатор производства.-2004. №1.
3.Кибанов А.Я. Управление персоналом организации. – М., 2007., 130с.
4.Красноженова Г. Ф., Симонин П. В. Управление трудовыми ресурсами Уч. пособие, ИНФРА-М, 2010. – 159 с.
5.Основы управления персоналом / под ред. Генкина Б. М., - М.: Проспект, 2006. - 356 с.
6.Шекшня С.В. Управление персоналом современных организаций. – М., 2010., 320с.
129
УДК 87.0
ФЕНОМЕН МИФА И ЕГО ФУНКЦИИ В СИСТЕМЕ СОВРЕМЕННОГО ОБЩЕСТВА
Аспирант кафедры философии Екимова Ольга Владимировна Руководитель: д-р филос. наук, проф. Л.Я.Курочкина
В работе рассматривается феномен мифа, раскрываются его социально значимые функции, отмечается превалирование его идеологических функций, а также существование имманентного буржуазному обществу коммерческого (рекламного) мифа. Показано, что миф в большинстве случаев является регулирующим инструментом в системе общества
Миф – это социальное явление, присущее любому обществу. Современное общество не является исключением. Каждый из нас обладает мифологическим сознанием, и элементы мифологизации присутствуют в самых различных сферах нашей жизни. Поэтому проблема мифа в системе современного общества является актуальной и остро стоящей. В то же время изучение этой проблемы сопряжено с определенными сложностями, главная из которых состоит в невозможности абстрагироваться от мифологичности собственного сознания: преодолевая один, исследователь подвергается воздействию нового.
Исследователи придерживаются различных точек зрения на степень мифологичности исторических эпох, например Ролан Барт считает, что более всего «мифологична» наша современность, она является как бы привилегированным полем для мифологизирования. Из орудия первобытного образного мышления миф превращается в инструмент политической демагогии. В данном случае, Барт говорит прежде всего о «буржуазной» идеологии. Известный теоретик мифа М. Элиаде, напротив, трактует социализм в качестве нового эсхатологического мифа. По Мелетинскому, степень мифологизма приблизительно одинакова на разных стадиях общественного развития.
Таким образом, каждое время и общество имеет свою собственную обусловленную социально-культурными, политическими и экономическими факторами мифологию.
Миф соответствует требованиям эпохи и выполняет ряд важных социальных функций. Функции современного социального мифа коррелируют с функциями древнего архаического мифа, в то же время, имея ряд особенностей, характерных для современной эпохи.
Несмотря на бурное развитие научнотехнического прогресса, резкого увеличения образованности людей за последний век, индивидуальное сознание сохраняет особенности, присущие древнему человеку. Одной из таких особенностей является стремление к упрощенному пониманию мира. В этой связи, расширение теоретических научных знаний, как в естественных, так и гуманитарных дисциплинах (психология, социология) усиливает необходимость упрощения мира, подгонки абстрактных категорий под чувственно-конкретные образцы. Поэтому функция
упрощения современного мифа является одной из основных. В мифе реальность с множеством ее противоречий упрощается до самой простой формы борьбы Добра со Злом. Особенно заметен этот процесс во времена революций и войн. Наступает время своеобразной «реализации метафоры».
По словам Мелетинского, миф вообще исключает неразрешимые проблемы и стремится объяснить трудно разрешимые через более разрешимое и понятное. Эта функция является одной из важнейших причин распространенности мифа, так как человеку свойственно верить тому, что понятно.
Одной из важнейших социальных функций мифа является его аксиологическая функция, она задает определенную ценностную шкалу явлениям и отношениям, протекающим между человеком и окружающим миром. Миф указывает на те ценности и нормы поведения, которые адекватны данному обществу. Воспринимаемый некритически, он отвергает возможность мифологизированного сознания задаваться вопросами о целесообразности того или иного действия.
Из аксиологической вытекает мировоззренческая функция мифа. Миф формирует картину мира, которая всегда претендует на достоверность, на то, чтобы быть единственно верной. Мифологическая картина мира характеризуется своей иррациональностью, нередко алогичностью. Она не имеет рациональных доказательств. Причина доверия к ней кроется в эмоциональности такой картины мира.
Необходимо отметить телеологическую функцию и функцию идентификации. Они взаимосвязаны между собой и обе связаны с аксиологической функцией. Миф, в том числе и современный, отвечает на один из важнейших вопросов человеческого бытия – смысложизненный. Он эксплицирует цели и смысл человеческого существования, то от чего и к чему движется человеческое общество. В этом состоит суть телеологической функции.
Функция идентификации проявляется в том, что миф создает иллюзию сопричастности. Мы сопереживаем с героями мифа и идентифицируем себя с ними.
Чаще всего аналитическому взгляду исследователей подвергается идеологическая функция, которая нередко подчиняет себе все остальные функции, формируя определенную общественную идеологию. Идеологическая функция
130