

ФГБОУ ВПО «Воронежский государственный
технический университет»
Кафедра материаловедения и физики металлов
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
к расчету параметров
плавильных индукционных тигельных печей
в курсовых проектах по дисциплине
«Технологическое оборудование литейных цехов»
для студентов специальности 150104.65
«Литейное производство чёрных и цветных металлов»
и направления 150400.62 «Металлургия», профиля
«Технология литейных процессов»
очной формы обучения
Воронеж 2013
Составитель канд. техн. наук А.Т. Кучер
УДК 621.745
Методические указания к расчету параметров плавильных индукционных тигельных печей в курсовых проектах по дисциплине «Технологическое оборудование литейных цехов» для студентов специальности 150104.65 «Литейное производство чёрных и цветных металлов» и направления 150400.62 «Металлургия», профиля «Технология литейных процессов» очной формы обучения / ФГБОУ ВПО «Воронежский государственный технический университет»; сост. А.Т. Кучер. Воронеж, 2013. 66 с.
В методических указаниях изложена последовательность расчета геометрических и электрических параметров и элементов плавильных индукционных тигельных печей (ИТП) открытого типа.
Предназначены для студентов четвертого и пятого курсов.
Методические указания подготовлены в электроном виде в текстовом редакторе Word 2007 и содержатся в файле «Мет. указ. РПИТП. doc».
Табл. 5. Ил. 8. Библиогр.: 6 назв.
Рецензент канд. физ.-мат. наук, доц. В.А. Юрьев
Ответственный за выпуск зав. кафедрой д-р физ.-мат. наук, проф. А.Т. Косилов
Издается по решению редакционно-издательского совета Воронежского государственного технического университета
© ФГБОУ ВПО «Воронежский государственный
технический университет», 2013
1 Общие положения
1.1 Методические указания составлены на основе метода расчета ИТП, изложенного в учебных пособиях /1,2/, без привлечения метода, применяемого в пособии /3/, которое также может быть полезным при изучении ИТП.
1.2 В методических указаниях не рассматриваются теория индукционного нагрева металлов, конструкции ИТП и их узлов, источники питания (ИП) и конденсаторные батареи (КБ), комплектовка и планировка индукционных плавильных установок (ИПУ). Эти вопросы следует изучить самостоятельно в соответствующих литературных источниках (ЛИ) и отразить в курсовом или дипломном проектах.
1.3 КП может быть посвящен проектированию новой или проверочному расчету существующей ИТП. В обоих случаях перед началом проектирования необходимо изучить конструкции и технические характеристики типовых ИТП – аналогов с комплектующим оборудованием, а в процессе проектирования сопоставлять результаты расчетов и применяемые решения с аналогичными параметрами действующих печей.
1.4 В результате проектирования должна быть предложена наиболее рациональная конструкция ИТП; определены ее основные геометрические размеры, электрические параметры и технико-экономические показатели; подобрано комплектующее оборудование (ИП, компенсирующая КБ, система водяного охлаждения, маслонапорная установка, шкафы и щиты управления и др.).
1.5 Расчетно-пояснительную записку (РПЗ) необходимо оформлять в соответствии с ГОСТ 2.105 - 95, СТП ВГТУ 001 - 98 и СТП ВГТУ 004 - 2003.
1.6 Звездочкой (*) отмечены пункты, таблицы и формулы, в которых содержатся дополнительные, справочные сведения, поэтому с ними надо ознакомиться, но их не обязательно использовать в курсовых или дипломных проектах.
2 Расчет конструктивных параметров тигля
2.1 Полезный объем и геометрические размеры тигля
2.1.1 Прежде всего необходимо сделать анализ промышленных конструкций плавильных узлов, включающих футеровку, важнейшей частью которой является тигель; индуктор; корпус печи, в котором укреплены тигель с индуктором; контактное устройство, при помощи которого индуктор присоединяется к питающему шинопроводу; свод [1, с. 173 - 208]; выбрать геометрическую форму внутренней поверхности тигля; поместить в РПЗ рисунок принятого узла.
В данных методических указаниях в качестве примера взята конструкция плавильного узла, показанного на рисунке 2.1.
2.1.2 По соображениям механической прочности внутреннюю поверхность тигля делают не цилиндрической, а конической (рисунок 2.1) с углом α между образующей конуса и осью тигля в пределах от 2 до 5 о /3, с. 253/. (По другим источникам α = 2 – 4 о /1, с. 174/; α ≈ 3 о у печей ИСТ-0,16 и ИСТ-0,4; α ≈ 2 о у печи ИСТ-1/0,5 М4 – согласно их техническим паспортам.)
Благодаря этому толщина стенки увеличивается от поверхности металла к дну тигля в соответствии с ростом гидростатического давления.
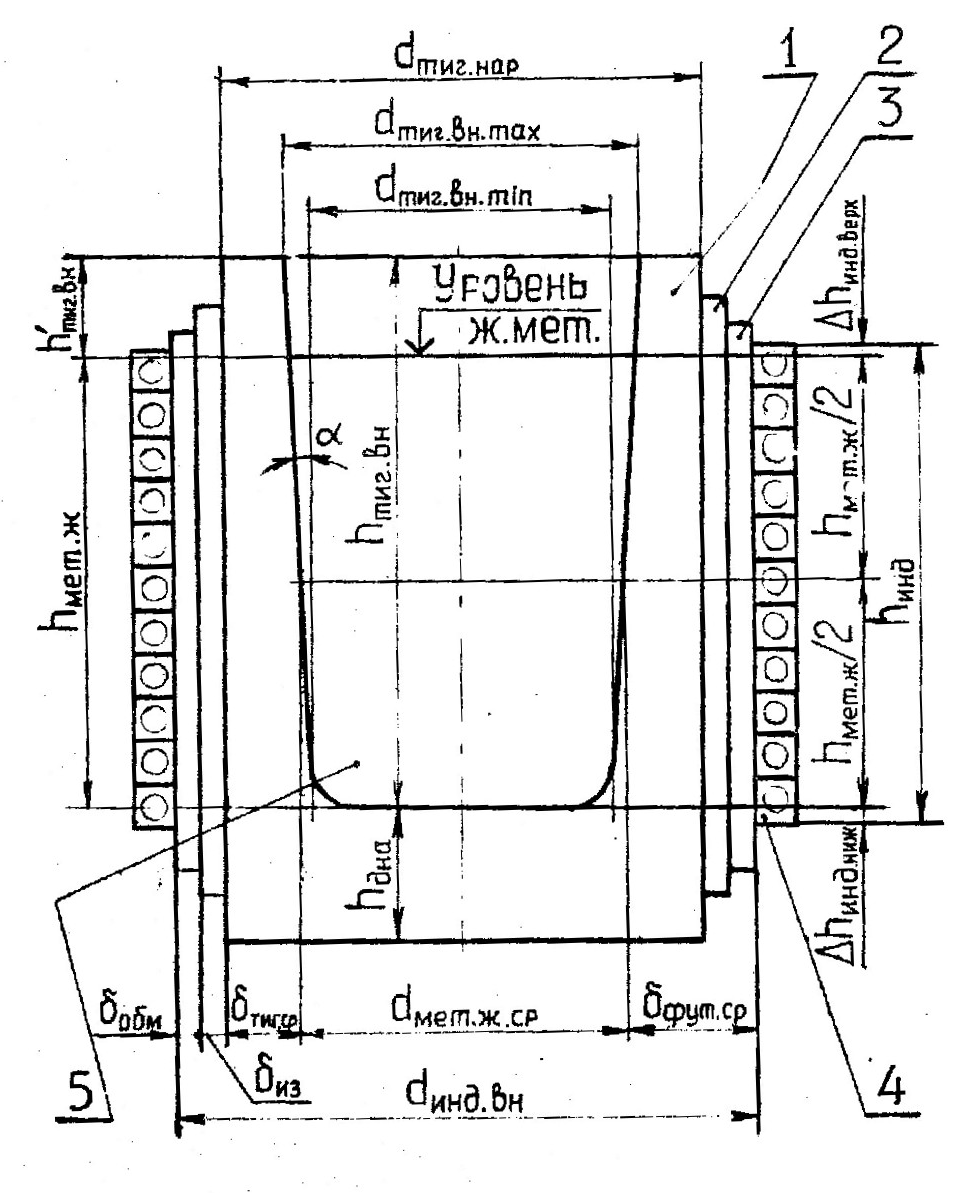
1 – тигель, 2 – теплоизоляционный слой, 3 – обмазка, 4 – индуктор, 5 – садка печи.
Рисунок 2.1 - Расчетная схема ИТП
2.1.3 Полезный объем, м3, тигля, т.е. объем жидкого металла в тигле
![]() =
=
![]() ,
(2.1)
,
(2.1)
где m мет – масса садки печи, т.е. номинальная полезная металлоемкость тигля, кг;
γ мет.ж – плотность жидкого металла в тигле при температуре разливки, кг/м3.
2.1.4 Геометрическую форму внутренней полезной части тигля, занимаемую жидким металлом, характеризуют углом конусности поверхности и безразмерностным коэффициентом формы жидкого металла в тигле
![]() =
=
![]() ,
(2.2)
,
(2.2)
где d мет.ж.ср – средний диаметр жидкого металла в тигле, м (средний потому, что внутренняя поверхность полезной части тигля имеет форму усеченного конуса);
hмет.ж – высота жидкого металла в тигле, примерно равная высоте садки, м.
Коэффициент Кмет.ж по формуле (2.2) не вычисляют, а предварительно принимают равным Кмет.ж = 0,8. Предельные значения коэффициента Кмет.ж = 0,5 – 1,0 /1 - 4/.
2.1.5* В разных ЛИ коэффициент Кмет.ж обозначают по разному.
Так, в работе /1, с. 220/ Кмет.ж = А, и далее сказано, что величина этого коэффициента у современных тигельных печей колеблется в широких пределах, но в среднем для большого количества печей Кмет.ж = А = 0,8 независимо от выплавляемого металла или сплава, емкости и типа печи (вакуумной или открытой).
В работе /2, с. 75/ Кмет.ж = А = 0,5 – 1,0, причем меньшие значения выбирают для малых печей.
Авторы работы /3, с. 253/ обозначают коэффициент Кмет.ж = С1 = 0,65 – 0,95 и предлагают его оптимальные значения для чугуна и алюминия определять по графикам в зависимости от массы mмет.
В работе /4, с. 222/ используют коэффициент 1/ Кмет.ж = = В, зависящий от вместимости печи (таблица 2.1*):
Таблица 2.1*
Металлоемкость mмет печи, кг |
Коэффициент В
|
До 1000 включ. Св. 1000 " 3000 " " 3000 |
От 2,00 до 1,50 включ. Св. 1,50 " 1,35 " " 1,35 " 1,25 " |
Типовые ИТП имеют Кмет.ж ≈ 0,525 (ИСТ-0,16); Кмет.ж ≈ ≈ 0,931 (ИСТ-0,4); Кмет.ж ≈ 0,765 (ИСТ-1/0,5 М4).
2.1.6 Средний диаметр , м, жидкого металла в тигле
dмет.ж.ср
=
![]() .
(2.3)
.
(2.3)
Диаметр dмет.ж.ср = 0,245 м у печи ИСТ-0,16; dмет.ж.ср = = 0,405 м у печи ИСТ-0,4; dмет.ж.ср = 0,514 м у печи ИСТ-1/0,5 М4.
2.1.7 Высоту, м, металла в тигле находят из формулы (2.2):
hмет.ж
=
![]() .
(2.4)
.
(2.4)
У типовых ИТП hмет.ж ≈ 0,467 м (ИСТ-0,16); hмет.ж ≈ ≈ 0,435 м (ИСТ-0,4); hмет.ж ≈ 0,672 м (ИСТ-1/0,5 М4).
2.1.8 Высота hтиг.вн внутренней поверхности тигля (т.е. его глубина) должна быть больше высоты hмет.ж жидкого металла в тигле на некоторую величину h'тиг.вн:
hтиг.вн = hмет.ж + h'тиг.вн . (2.5)
Эти высоты у типовых ИТП равны: h'тиг.вн = 0,053 м, hтиг.вн = 0,520 м у ИСТ-0,16; h'тиг.вн = 0,175 м, hтиг.вн = 0,610 м у ИСТ-0,4; h'тиг.вн ≈ 0,128 м, hтиг.вн = 0,800 м у ИСТ-1/0,5 М4.
Общие рекомендации по определению h'тиг.вн любых ИТП не обнаружены.
2.1.9 Внутренний диаметр, м, дна тигля
dтиг.вн.min = dмет.ж.ср – hмет.ж tgα. (2.6)
Диаметр dтиг.вн.min = 0,22 м у печи ИСТ-0,16;dтиг.вн.min = = 0,38 м у ИСТ-0,4; dтиг.вн.min = 0,48 м у ИСТ-1/0,5 М4.
2.1.10 Внутренний диаметр, м, верхнего торца тигля
dтиг.вн.max = dмет.ж.ср + (hмет.ж + 2h´тиг.вн ) tgα. (2.7)
Диаметр dтиг.вн.max = 0,275 м у ИСТ-0,16; dтиг.вн.max = = 0,450 м у ИСТ-0,4; dтиг.вн.max = 0,560 м у ИСТ-1/0,5 М4.