

3.2. Разрушающие методы
К разрушающим методам контроля адгезионной прочности пленки с подложкой можно отнести следующие: нормального отрыва и отслаивания, скрайбирования, вдавливания специального индентора, воздействия электрического и магнитного полей, лазерный, а также центрифугирования, вибрации, истирания, многократного изгиба, термический и электрохимический.
Наиболее широкое распространение для производственных и экспериментальных целей получили следующие методы измерения адгезионной прочности пленок: нормального отрыва и отслаивания, а также скрайбирования.
Метод нормального отрыва является основным при оценке адгезионной прочности пленок. Различают две разновидности отрыва: метод одновременного отрыва, при котором сила отрыва направлена перпендикулярно к площади пленки, и метод последовательного отрыва (метод отслаивания), при котором сила отрыва направлена под углом к поверхности пленки. Отрыв обычно осуществляют с помощью штыря, цилиндра или проволоки, которые соответствующим образом прикрепляются к поверхности пленки.
Для определения адгезионной прочности хрупких покрытий толщиной до 150 мкм разработан способ, когда в подложке выполняют отверстие, в котором размещают штифт заподлицо с поверхностью подложки, а затем наносят на их общий торец испытуемое покрытие. Адгезионную прочность покрытия определяют по величине отрывающей нагрузки от штифта и по площади отрыва покрытия. Причем измеряют площадь боковой конической поверхности, образовавшейся в покрытии при отрыве.
Известны способ и устройство для определения адгезионной способности пленки, при этом на задней поверхности подложки, покрытой тонкой пленкой, вытравлено отверстие. Образец закрепляется на подложке микрозонда, при этом кончик стержня совмещается с центром пленки. С помощью специального привода стержень прижимают к пленке. Момент отрыва пленки определяется нагрузочным устройством. При этом с помощью микроскопа измеряется радиус круговой части пленки, оторванной от материала подложки.
В некоторых случаях для измерения адгезионной прочности многослойного материала на поверхности покрытия размещают форму, в которую заливают припой для формирования держателя. Цилиндрический участок отливки захватывают цангой прибора и прикладывают растягивающее усилие в направлении, перпендикулярном к этим слоям.
Разработан способ испытания прочности связи покрытия с подложкой, при котором подложка устанавливается неподвижно в заданном направлении. Затем к покрытию с помощью специального захвата прикладывают возрастающее усилие, измеряя величину этого усилия и возникающую в результате этого деформацию. Испытание прекращают в том случае, когда скорость деформации в функции возрастающего усилия начинает уменьшаться.
Для определения прочности на отрыв контактных площадок печатной платы разработано специальное приспособление, которое можно устанавливать на разрывную машину модели РМУ – 0,05.
Известен способ контроля адгезии пленки к подложке, по которому в пленке создают решетку надрезов рабочим инструментом и по площади или количеству отслоившихся ячеек пленки оценивают адгезию. Для увеличения достоверности контроля решетку надрезов можно создавать методом ультразвукового резания, используя при этом инструмент с решетчатой формой рабочей поверхности концентратора.
Для сокращения времени при испытании группы пленок используют трафарет, с помощью которого наносят на подложку несколько одинаковых, рядом расположенных пленок. Пленки могут иметь форму круга, квадрата, элементов микросхем и т. п. Затем подложку с нанесенными на нее пленками погружают в активную жидкую среду и определяют время отслаивания заданного количества пленок. Объективным показателем качества адгезии считается время отслоения половины одновременно испытуемых пленок от их общего количества.
Сцепление пленки с подложкой также определяют путем отделения наклеенной на поверхность пленки клейкой полосы. С помощью специального устройства клейкая полоса отрывается через промежуточно включенный динамометр под определенным углом к поверхности пленки и фиксируется усилие, показанное динамометром.
Адгезию между изоляционными и металлическими слоями в различных приборах на полупроводниковых кристаллах осуществляют с помощью специального измерительного участка. Измерительный участок, имеющий размеры кристалла, может быть сформирован совместно с рабочим кристаллом на пластине. В процессе испытания на отслаивание под углом 90° слои испытательного участка последовательно отделяют вдоль непрерывной поверхности раздела.
Для оценки прочности сцепления гальванических покрытий применяют также метод нагрева согласно ГОСТ 9.302-79. Адгезию никелевых покрытий на сплавах меди контролируют по вспучиванию пленок или отслаиванию после нагрева до 250 °С и последующего охлаждения на воздухе. Установлено, что нагрев до такой температуры с охлаждением на воздухе не всегда выявляет покрытия с низкой прочностью сцепления. Для этих целей рекомендуется использовать более высокие температуры нагрева и скорости охлаждения.
Вдавливание индентора иногда осуществляют в пластичный металлический материал на некотором расстоянии от края пленки. Отпечаток формуют таким образом, чтобы в результате смещения основной материал образовывал выпуклость на краю пленки. Прочность сцепления характеризует состояние покрытия на этом утолщении.
Для повышения точности и наглядности при определении начала образования трещины в покрытии в последнее можно вдавливать два индентора с различной конусностью.
Для оценки адгезии тонких металлических пленок на стекле, кварце и других прозрачных материалах методом царапаний закругленной иглой разработана специальная приставка к микроскопу МИМ-8М. Данное устройство (рис. 3.3) позволяет вести микроскопическое наблюдение зоны царапаний со стороны прозрачной подложки в процессе испытания. Испытания на пленках меди и алюминия, нанесенных термическим испарением на стекла, показали большую точность в определении нагрузки при отслаивании покрытий. Следует отметить, что данная методика неприменима для оценки адгезии между отдельными слоями при многослойной металлизации.
При определении адгезионной прочности пленок с подложкой методом царапаний необходимо учитывать промежуточный слой загрязнений между пленкой и подложкой. Данный слой существенно ослабляет сопротивляемость системы пленка – подложка внешним нагрузкам. Например, при исследовании адгезионной прочности серебряных пленок, нанесенных на корундовые подложки, наличие на границе раздела промежуточного слоя загрязнений приводит к искажению количественной информации о степени адгезионного взаимодействия системы. Рекомендуется перед напылением пленок проводить обработку подложек в тлеющем разряде, что приводит к заметному снижению уровня поверхностных загрязнений подложки.
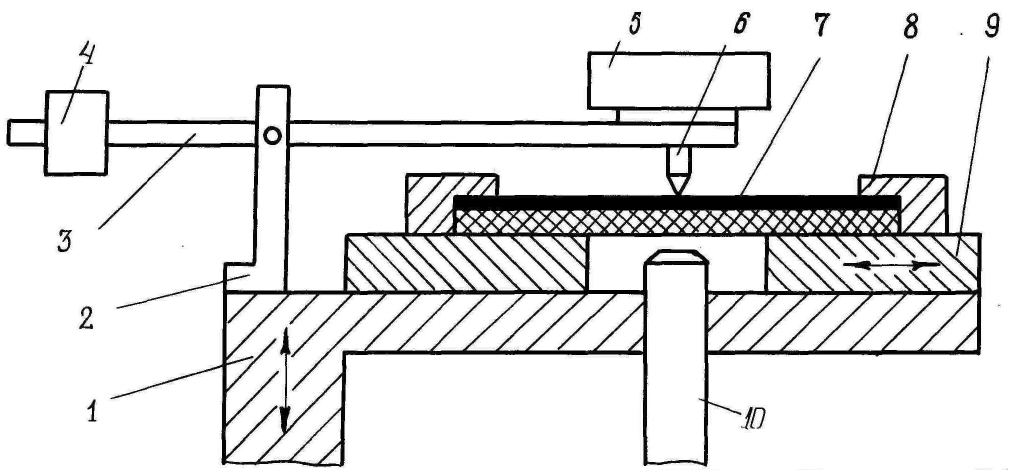
Рис. 3.3. Схема приставки к металлографическому микроскопу МИМ-8М для наблюдения следов царапаний в процессе испытания: 1 – основание столика микроскопа; 2 – стойка; 3 – коромысло; 4 – противовес; 5 – груз; 6 – игла; 7 – образец; 8 – держатель образца; 9 – столик микроскопа; 10 – объектив
Для измерения адгезии тонких пленок к ситалловым подложкам методом царапаний иглой разработана специальная установка. Адгезия определяется путем автоматического измерения критической нагрузки, необходимой для получения чистого следа на подложке. Погрешность при измерении адгезии не превышает 10 %.
Для контроля адгезионных свойств покрытий методом царапания разработан прибор, особенностью которого является то, что поперечное сечение острия царапающего элемента образует острый угол с направлением его перемещения, а его осевая линия наклонена в этом направлении.
Известен способ определения адгезионной прочности коммутационных сплавов с термоэлементами, при котором через соединение пропускают электрический ток таких величины и направления, чтобы вследствие эффекта Пельтье соединение нагревалось или охлаждалось до требуемой температуры. При каждом значении температуры к одной из сторон соединения прикладывают отрывающую нагрузку, в результате чего получают зависимость адгезионной прочности покрытия от температуры. Это позволяет определять адгезионную прочность коммутационных сплавов с термоэлементами при режимах эксплуатации изделий (рис. 3.4).
Для контроля адгезии пленки к подложке фиксируют измерение в момент отрыва ее электросопротивления на участке длиной не более 10 мм. В качестве отрывного элемента используется электрод с диэлектрическим покрытием на поверхности, предназначенной для контактирования с пленкой, а его крепление к пленке осуществляется путем подключения электрода к одному полюсу источника постоянного тока, а исследуемой пленки – к другому (рис. 3.5).
Известен способ определения адгезии металлических пленок к диэлектрическому основанию, при котором через пленку пропускают ток, при этом основание с пленкой находится в зоне действия магнитного поля. Зафиксировав величину тока и напряженность магнитного поля в момент отрыва пленки от подложки, расчетным путем определяют величину адгезии.
Снизить трудоемкость определения адгезионной прочности токопроводящих покрытий к подложкам можно путем размещения подложки с покрытием между двумя электродами в поле действия электрического разряда. По величине пятна разрушенного покрытия судят об адгезионной прочности пленок. Особенностью данного способа является то, что подложку размещают в вакуумной камере, корпус которой используют в качестве положительного электрода, а покрытие электрически соединяют с отрицательным электродом. В качестве воздействующего на покрытие разряда используют электродуговой разряд.

Рис. 3.4. Схема для определения адгезионной прочности покрытия: 1 – подложка; 2 – коммутационный сплав; 3 – медные пластины; 4 – источник постоянного тока; 5 – амперметр; 6 – термопара; 7 – вольтметр; 8 – сосуд Дьюара; 9 – захват разрывной машины

Рис. 3.5. Схема измерения адгезии металлической пленки к диэлектрической подложке: 1 – диэлектрическая подложка; 2 – металлическая пленка; 3 – электростатический зонд; 4 – оксидный слой; 5, 6 – прижимные контакты; 7 – микрометр; 8 – источник напряжения; 9 – динамометр
Разработана установка для определения электроадгезионной прочности сцепления токопроводящих покрытий с полупроводниковыми подложками (рис. 3.6). Регистрирующее устройство показывает электроадгезионную прочность токопроводящего покрытия с полупроводниковой подложкой в зависимости от величины приложенного напряжения.

Рис. 3.6. Установка для определения прочности сцепления покрытия с подложкой: 1 – основание; 2 – съемный электрод; 3 – электрод; 4 – покрытие; 5 – полупроводниковая подложка; 6 – ролик; 7 – зажим; 8 – регистрирующее устройство; 9 – коммутатор; 10 – источник электрического напряжения
Для определения адгезии тонких проводящих пленок известен способ, по которому между покрытием на подложке и дополнительным электродом, расположенным на расстоянии, исключающем электрический пробой между ними, прикладывают возрастающее по амплитуде напряжение. Об адгезии судят по величине напряженности электрического поля между электродами в момент отрыва токопроводящего покрытия от подложки.
Адгезию электропроводящей пленки к диэлектрической подложке определяют также путем размещения с противоположной стороны диэлектрической подложки контрольного электрода. Между пленкой и электродом прикладывают переменное электрическое напряжение, повышая амплитуду от нуля до напряжения ионизации. Величина ионизации зависит от неоднородности переходного слоя между металлической пленкой и диэлектрической подложкой, т. е. от качества адгезии. На рис. 3.7 представлена схема реализации данного способа. В качестве электрода можно использовать электролит, смачивающий подложку. Исследования, проведенные на образцах ситалла с напыленными на них металлическими покрытиями, показали возможность использования данного способа в технологии производства изделий электронной техники.

Рис. 3.7. Устройство для определения адгезии электропроводящей пленки к диэлектрической подложке: 1 – пленка; 2 – переходной слой; 3 – подложка; 4 – электрод; 5 – измеритель ионизации; 6 – источник питания
Известен способ контроля адгезии тонких металлических пленок к диэлектрической подложке, при котором подложку с пленкой размещают в электромагнитном поле сверхвысокой частоты. При этом способе используется разница волновых сопротивлений металлической пленки и диэлектрической подложки. Электромагнитная волна, пройдя пленку, отражается от поверхности диэлектрической подложки, в результате чего на границе раздела металл – диэлектрик возникают пондеромоторные силы, которые и отрывают пленку от подложки. Частота электромагнитного поля варьируется в пределах 0,6-40000 ГГц. Адгезию тонкой металлической пленки к диэлектрической подложке определяют в момент отрыва по величине напряженности электромагнитного поля.
В других случаях диэлектрическую подложку с пленкой располагают в электромагнитном поле сверхвысокой частоты таким образом, чтобы поверхность пленки находилась со стороны источника электромагнитного поля. Между источником поля и пленкой размещают поглотитель мощности электромагнитного поля (например дистиллированную воду) и прикладывают к источнику электромагнитного поля постоянное напряжение сверхвысокой частоты. Уменьшают объем поглотителя вследствие испарения воды до тех пор, пока не произойдет отслоение пленки. Измерением объема поглотителя мощности электромагнитного поля в момент отслоения пленки от подложки определяют адгезионную прочность сцепления металлической пленки с диэлектрической подложкой.
С целью повышения точности контроля качества адгезии покрытий с подложками размещают исследуемые образцы в зоне действия полей токов высокой частоты и ультразвуковых колебаний и нагревают локальные участки соединения пленки с подложкой. При взаимодействии электромагнитной волны с ультразвуковой волной в соединении проявляется эффект магнитострикции. При соответствующих режимах происходит механическое разрушение слоя покрытия (трещинообразование, отслоение или вспучивание). Соединение покрытие-подложка считается годным в случае отсутствия на поверхности покрытия вышеуказанных дефектов.
Повысить точность определения адгезии металлических пленок к поверхности подложки, выполненной из оптически прозрачного материала, можно с помощью специально разработанного устройства. Для этого подложку с пленкой помещают в ванну с гиротропной жидкостью, возбуждают в этой жидкости ультразвуковые колебания концентратором до возникновения в металлической пленке зон разрушения. Появление и характер зон разрушения регистрируют при помощи потока поляризованного излучения от источника, проходящего через подложку, зоны разрушения пленки и гиротропную жидкость и падающего на зеркальную поверхность концентратора. Для определения сил сцепления металлической пленки с полимерной подложкой разработана специальная установка, состоящая из трех блоков: акустического, гидравлического и регистрационного. Интенсивные ультразвуковые колебания, проходя через жидкость, вызывают кавитационные явления большой разрушительной силы, которые и отрывают пленку от подложки. Величину адгезии рассчитывают по числу кавитационных пузырей в единице объема, давлению, создаваемому пузырями при их захлопывании, и количеству снятого с пленки металла.
Для контроля адгезии металлической пленки к диэлектрической подложке в пленке выполняют сквозные прорези по спирали с непрерывно уменьшающимся шагом до отделения пленки от подложки. С целью повышения точности определения адгезии прорези необходимо наносить по логарифмической сходящейся или расходящейся спирали, начало и конец которой переходят в окружности. Адгезию контролируют измерением емкости или электросопротивления участка пленки между окружностями.
Используется метод определения адгезии тонкой пленки к подложке, в котором используется импульсное излучение (сфокусированный электронный или лазерный луч), направляемое на подложку со стороны пленки до ее расплавления. В этом случае величину адгезии определяют по размерам оплавленной зоны, т. к. между размером оплавленной зоны и адгезией пленки с подложкой существует тесная корреляционная связь. На рис. 3.8 показана зависимость площади оплавления пленок алюминия электронным лучом диаметром 0,5 мм с энергией 5·10 Вт/см в импульсе длительностью 1 мс от ее адгезии к подложке.

Рис. 3.8. Взаимосвязь площади оплавленной зоны пленки алюминия с ее адгезией к подложке из кремния (1) и моноокиси кремния (2)
С целью повышения точности при контроле вакуумно-напыленных пленок Cr, Cu, Au и др. нагрузку создают путем сканирования непрерывным лучом лазера, имеющим плотность мощности от 105 до 106 Вт/см2 и скорость сканирования, равную скорости распространения звука в материале пленки.
Для ускорения контроля адгезии пленок к подложке на участках протяженностью не более 100 мкм воздействуют на пленку с помощью не менее двух одинаковых источников разрушения в виде лазеров. Причем источники разрушения располагают один от другого на расстоянии l, определяемом из условия
l
≥![]() ,
,
где α – коэффициент теплопроводности материала подложки; t – длительность воздействия источников разрушения.
При размещении источников разрушения на расстоянии l меньше указанного пленка расплавляется при наложении импульсов один на другой из-за отсутствия достаточного теплоотвода в материал подложки. Для количественной оценки величины адгезии сравнивают минимальные расстояния, при которых разрушается область пленки между двумя оплавленными зонами.
Прочность сцепления пленки с подложкой можно определять по коэффициенту отражения теплового потока от поверхности покрытия. Для этого на поверхность покрытия воздействуют тепловым потоком, например лучом лазера. Сравнивают коэффициент отражения с таким же коэффициентом, измеренным на эталонном соединении, и по результатам сравнения судят о степени адгезии пленки с подложкой. Качество сцепления пленки с подложкой тем лучше, чем больше величина коэффициента отражения теплового потока от поверхности покрытия контролируемого соединения совпадает с величиной коэффициента отражения теплового потока эталонного образца. Разработан образец для определения прочности сцепления покрытия с подложкой при отслаивании, условия изготовления которого позволяют приблизиться к технологии монтажа ИС с планарными выводами на печатной плате. В этом случае на поверхности подложки формируют ряд параллельных полосок покрытия разной ширины. Затем поверхность покрытия сканируют лазерным лучом и формируют строчную развертку лазерного луча. Адгезионную прочность определяют по тепловому воздействию в данных участках пленок.