

Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования
«Ижевский Государственный Технический Университет»
Кафедра «Производство машин и механизмов»
ПРОЕКТИРОВАНИЕ ФРЕЗЕРНОГО ПРИСПОСОБЛЕНИЯ
Курсовой проект
по курсу «Проектирование технологической оснастки»
Выполнил:
Проверил:
преподаватель
2010
Содержание
1. Определение погрешности базирования…………………………………….
2. Определение силы закрепления……………………………………………...
3. Расчет зажимного механизма ………………………………………………..
3.1. Расчет винтового зажимного механизма…………………………………..
3.2. Расчет зажимного механизма с круглым стандартным эксцентриковым кулачком………………………………………………………………………….
3.3 Расчет клинового механизма………………………………………………..
3.4 Расчет пневматического зажимного механизма…………………………...
3.5 Расчет гидравлического зажимного механизма……………………………
4. Конструкторская проработка приспособлений…………………………...
Литература………………………………………………………………………..
Приложение А (Обязательное) Чертежи разработанных приспособлений…………………………………………………………………
1 Определение погрешности базирования
Погрешность базирования εб – это величина между крайними положениями измерительной базы. Величина εб зависит от принятой схемы базирования и точности выполнения баз заготовок (включая отклонение размера, формы и взаимного расположения баз).
Различают допустимую
![]() и действительную
и действительную
![]() (расчетную) погрешности базирования.
При практических расчетах, в большинстве
случаев, можно допустимое значение поля
рассеивания размеров, порождаемое
погрешностями базирования определять
приближенно по упрощенной формуле.
(расчетную) погрешности базирования.
При практических расчетах, в большинстве
случаев, можно допустимое значение поля
рассеивания размеров, порождаемое
погрешностями базирования определять
приближенно по упрощенной формуле.
![]() или
или
![]()
Т – поле допуска размера, проставленного на операционном чертеже детали;
![]() -
точность обработки, которая получается
при выполнении данной операции без
учета погрешности базирования.
-
точность обработки, которая получается
при выполнении данной операции без
учета погрешности базирования.

Действительная погрешность базирования для фрезерования плоскостей равна нулю, т.к. измерительная и технологическая базы совпадают.
Допустимая погрешность базирования равна
![]() мм
мм
При данном способе
базирования условие
![]() выполняется
выполняется
2 Определение силы закрепления
Конфигурация обрабатываемой поверхности и вид оборудования определяют тип применяемой фрезы. Ее параметры определяются размерами обрабатываемой поверхности и глубиной срезаемого слоя. Диаметр фрезы для сокращения основного технологического времени и расхода инструментального материала выбирают по возможности наименьшим, учитывая при этом жесткость технологической системы, схему резания, форму и размеры обрабатываемой заготовки.
Принимаем D=50мм
Глубина t и ширина B фрезерования – понятия, связанные с размерами слоя заготовки, срезаемого при фрезеровании.
Во всех видах фрезерования, за исключением торцового, t определяется продолжительностью контакта зуба фрезы с заготовкой; t измеряется в направлении, перпендикулярном к оси фрезы. Ширина фрезерования В определяет длину лезвия зуба фрезы, участвующую в резании; В измеряется в направлении, параллельном оси фрезы. При торцовом фрезеровании эти понятия меняются местами.
Подача.
При фрезеровании различают подачу на один зуб Sz, подачу на один оборот фрезы S и подачу минутную Sм мм/мин, которые находится в следующем соотношении:
Sм=S*n=Sz*z*n
где n-частота вращения фрезы, об/мин; z-число зубьев фрезы.
Исходной величиной подачи при черновом фрезеровании является величина ее на один зуб Sz , при чистовом фрезеровании – на один оборот фрезы S, по которой для дальнейшего использования вычисляют величину подачи на один зуб Sz=S/z.
В зависимости от материала и количества зубьев фрезы выбираем подачу на зуб Sz=0,8…0,15 мм/об; принимаем Sz=0,08.
Скорость резания – окружная скорость фрезы, м/мин,

Cv=55; q=0,45; x=0,3; y=0,2; u=0,1; p=0,1; m=0,33;
T=180 мин (при D=80мм) – период стойкости фрезы
Kv=Kмv*Knv*Kиv
![]() -коэффициент
учитывающий качество обрабатываемого
материала
-коэффициент
учитывающий качество обрабатываемого
материала
Knv=1 - коэффициент учитывающий состояние поверхности заготовки
Kиv=1 - коэффициент учитывающий материал инструмента
Сила резания. Главная составляющая силы резания при фрезеровании – окружная сила, Н
![]() Н
Н
Cp=68,2; x=0,86, y=0,72; u=1; q=0,86; w=0;
![]() - поправочный
коэффициент на качество обрабатываемого
материала
- поправочный
коэффициент на качество обрабатываемого
материала
![]() об/мин
– частота вращения фрезы
об/мин
– частота вращения фрезы
Крутящий момент на шпинделе
![]() Н*м
Н*м
Мощность резания
![]() кВт
кВт
Выбираем горизонтально-фрезерный станок 6Р80, с мощностью электропривода главного движения 3 кВт.
Принимаем по
паспорту станка
![]() об/мин
об/мин
Тогда скорость резания будет равна
![]() м/мин
м/мин
Относительные составляющие силы резания при фрезеровании
![]() Н
Н
![]() Н
Н
![]() Н
Н
Направление относительных составляющих сил резания при фрезеровании смотри на рис.
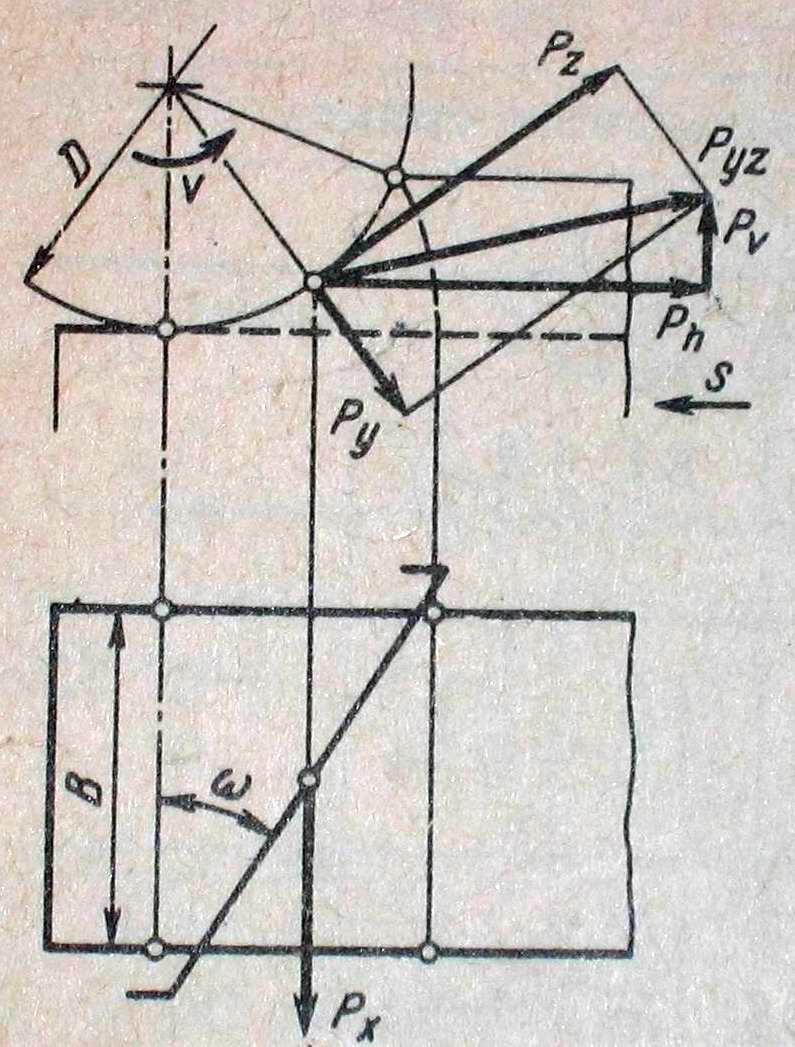
Рассмотрим возможные расчетные схемы для данной заготовки
Перемещение от силы Ph не будет, т. к. она направлена в сторону установочных элементов (на призму).
Действием силы Pх можно пренебречь, т.к. она слишком мала.
Остается перемещение от силы Pv и опрокидывающий момент, создаваемый силами Pv и Ph, расчетные схемы представлены ниже
Определим силу закрепления, необходимую для компенсации опрокидывающего момента, составив уравнение

![]()
![]()
![]()
Определим силу закреплении, необходимую для компенсации перемещения от силы Pv
![]()
![]()
![]() - сила трения
- сила трения
![]() - коэффициент
полусухого трения
- коэффициент
полусухого трения
![]()
Определим коэффициент запаса
К=К0*К1*К2*К3*К4*К5*К6=1,5*1,2*1,6*1,0*1,0*1,5=5,184
К0=1,5 – коэффициент гарантированного запаса
К1=1,2 – коэффициент, учитывающий увеличение сил трения из-за случайных неровностей на обрабатываемых поверхностях
К2=1,6 – коэффициент, характеризующий увеличение сил резания в следствии затупления режущего инструмента
К3=1,0 – коэффициент, учитывающий увеличение сил резания при прерывистом резании
К4=1,2 – коэффициент, характеризующий постоянство силы закрепления в зажимном механизме
К5=1,0 – коэффициент, характеризующий эргономику ручных зажимных механизмов (эксцентриковый З.М.)
К6=1,5 – коэффициент учитывающий наличие крутящего момента
Определим силу закреплении с учетом коэффициента запаса
Рз=Wmax*К=1640*5,184=8502 Н