|
Курсовая работа «Разработка сваркой конструкции детали»
На основании исходных данных (чертежа детали изготавливаемой литьём) необходимо: - разработать конструкцию сварной сборочной единицы взамен литой детали; - выбрать тип шва и метод сварки для соединения полученных деталей; - выполнить чертеж сборочной единицы; - составить спецификацию сборочной единицы; - выполнить деталировку.
Сварные соединения являются наиболее совершенными неразъемными соединениями. Прочность сварных соединений при статических и ударных нагрузках доведена до прочности деталей из целого металла. Освоена сварка всех конструкционных сталей, включая высоколегированные, цветных сплавов и пластмасс. Сварочная сборная единица представляет собой неразъёмное соединение двух или нескольких деталей, выполненное с помощью сварки. Сваркой называется процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого (ГОСТ 2601-84). По взаимному расположению соединяемых элементов различают сварные соединения стыковые, нахлесточные, угловые, тавровые, с накладками и др. Существует более 60-ти способов сварки, при которых материал в месте соединения расплавляется - сварка плавлением (дуговая, электрошлаковая, электронно-лучевая, плазменная, световая, газовая и др), нагревается и пластически деформируется - сварка с применением давления (контактная, высокочастотная, газопрессовая, трением и др) или деформируется без нагрева - сварка давлением (холодная, взрывом и др). Различают также сварку по виду используемого источника энергии - дуговую, газовую, электронно-лучевую лазерную и др.; по способу защиты материала - под флюсом, в защитных газах, вакууме и др.; по степени механизации - ручную, полуавтоматическую и автоматическую. Сварной шов - участок сварного соединения, непосредственно связывающий свариваемые элементы. При сварке плавлением шов образуется в результате кристаллизации сварочной ванны, при сварке давлением - в результате диффузии. В сварочном производстве, как правило, применяют стандартные сварные швы, конструктивные элементы которых регламентируются ГОСТами (таблица 1) в зависимости от геометрических параметров свариваемых элементов и способа сварки, который в свою очередь определяется химическим составом свариваемых материалов, прочностными и эксплуатационными требованиями к соединению. Таблица 1. Некоторые стандартные способы сварки
В процессе работы над заданием необходимо ознакомиться с правилами оформления чертежей сварных соединений деталей с использованием ручной дуговой сварки и на основании исходных данных (чертежа детали изготавливаемой литьём):
Сборочный чертеж - конструкторский документ, содержащий изображение сборочной единицы и другие данные, необходимые для её сборки (изготовления) и контроля (ГОСТ 2.102-68). Чертеж детали - конструкторский документ, содержащий изображение детали и другие данные, необходимые для её изготовления и контроля (ГОСТ 2.102-68). К другим данным, необходимым для изготовления и контроля качества детали, относятся размеры и предельные отклонения, шероховатость поверхности, допуски формы и расположения поверхностей и технические требования. Требования технические - указания по изготовлению и контролю изделия. Например, требования к термической обработке, качеству материала, методам испытаний, к маркировке, условиям эксплуатации и др. Заголовок "Технические требования" не пишут, если они расположены над основной надписью документа. При этом необходимо изучить: ГОСТ 2.104-68 «Основные надписи». ГОСТ 2.109-17 «Общие требования к чертежам». ГОСТ 2.312-72 «Условное изображение и обозначение швов сварных соединений». ГОСТ 2.305-68 «Изображения - виды, разрезы, сечения». ГОСТ 2.306-68 «Обозначения графические материалов и правила их нанесения на чертежах». ГОСТ 2.307-68 «Нанесение размеров и предельных отклонений». ГОСТ 2.309-73 «Обозначение шероховатости поверхности». Курсовая работа выполняется на форматах А4, 1 лист – титульный, 2 лист – содержание, на формате с основной надписью по форме №2, все последующие листы пояснительной записки выполняются на формате с основной надписью №2а, на последнем листе пояснительной записки указывается используемая литература. Работе присваивается шифр ИГТУ 2101ХХ.000КР, где ХХ – номер варианта. Работа может быть выполнена в ручном варианте, в машинной графике или комбинированном варианте. Пример выполнения задания сварной сборочной единицы
|
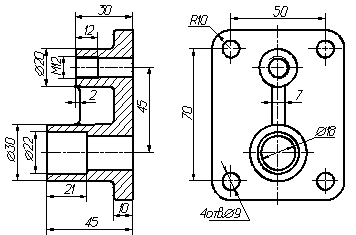
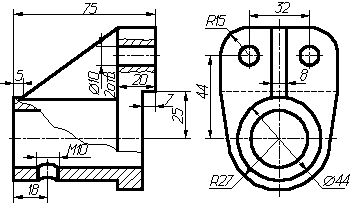
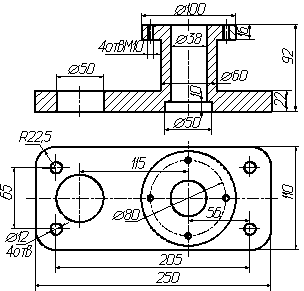
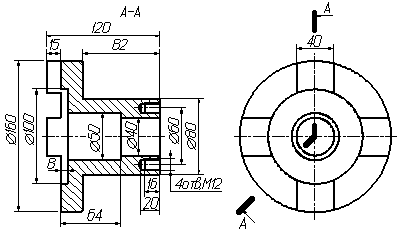
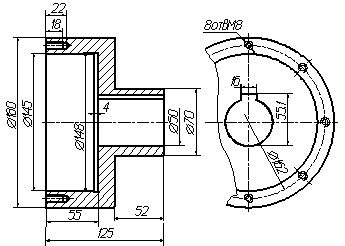
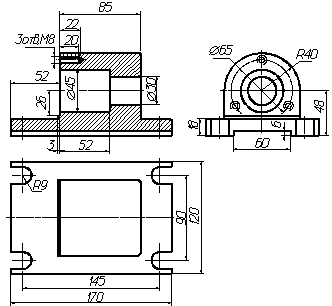
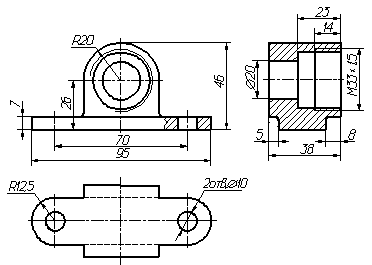
Исходные данные.
Изображение детали, выполненной из однородного материала.

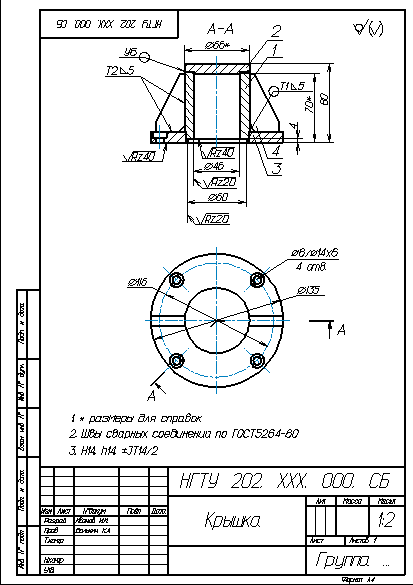
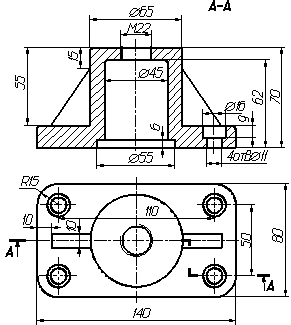
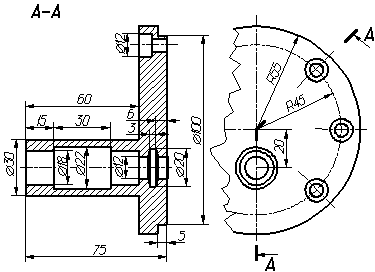
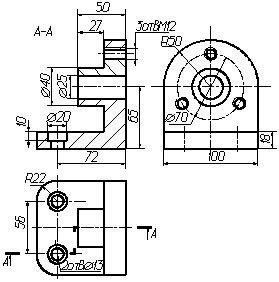
Разработка конструкции сварной сборочной единицы.
Взамен предложенной литой детали, соблюдая рекомендации по обеспечению технологичности сварного соединения, разделяю её на части.

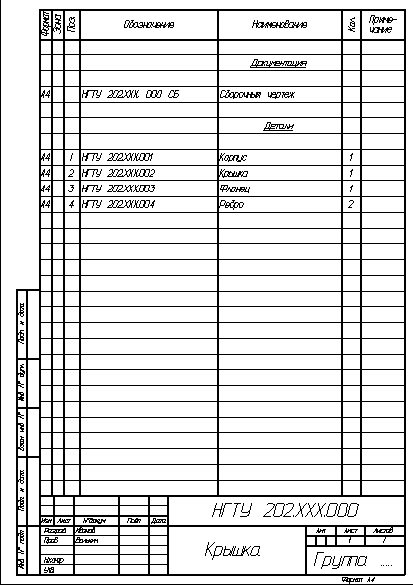
В данном случае выполняю сварную сборочную единицу состоящую из пяти деталей:
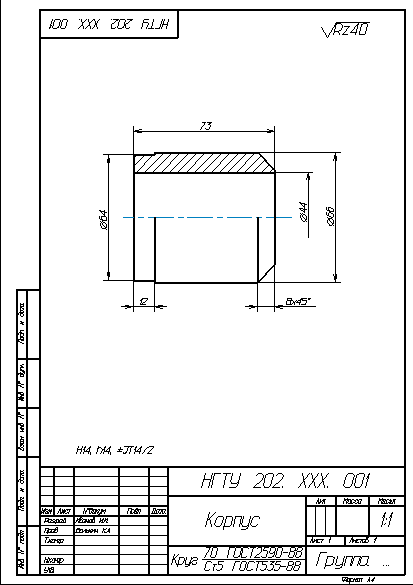
Корпус (1 шт.) Крышка (1 шт.) Фланец (1 шт.) Ребро (2 шт.)

![]()
![]()
![]()
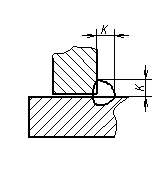
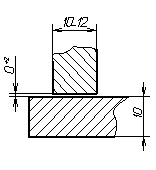
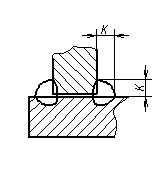
Выбор типа шва для соединения.
Сварка будет производиться ручной дуговой сваркой по ГОСТ 5264-80.
В разработанной сварной сборочной единице будет использовано 3 типа сварных швов:
Соединяемые детали |
Место соединения |
Тип шва |
Конструктивные элементы |
|
подготовленных кромок свариваемых деталей |
сварного шва шва |
|||
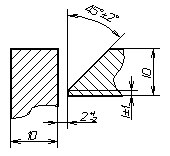
корпус и крышка |
|
У6 |
|
|
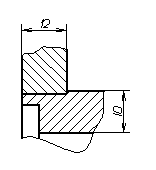
корпус и фланец |
|
Т1 |
|
|
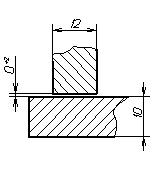
ребро и корпусом |
|
Т3 |
|
|
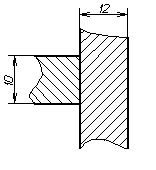
ребро и фланцем |
|
|||



Спецификация. 5. Сборочный чертеж.
6. Рабочие чертежи деталей.



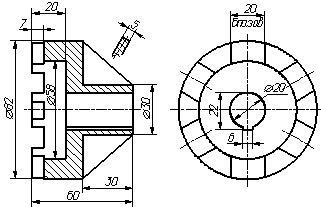
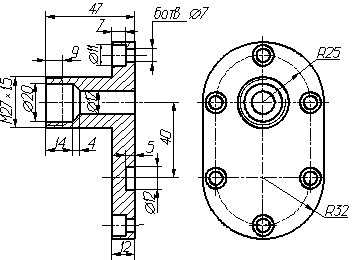
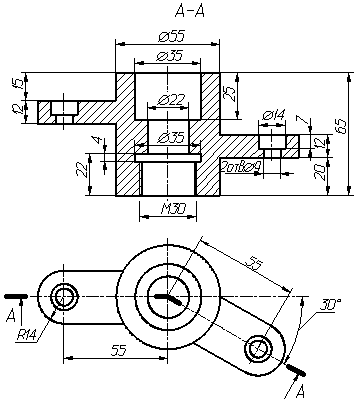
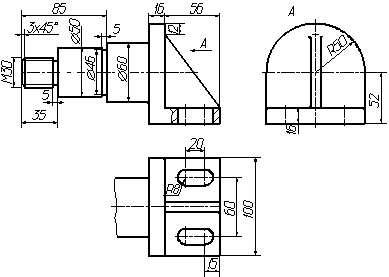
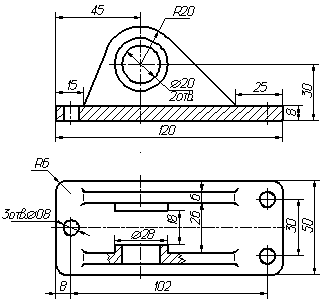
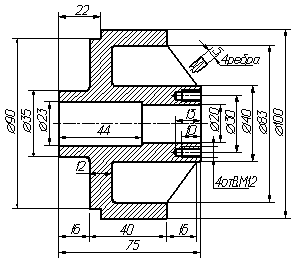
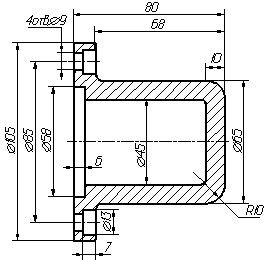
Варианты заданий
Вариант 1.
|
Вариант 2.
|
Вариант 3.
|
Вариант 4.
|
Вариант 5.
|
Вариант 6.
|
Вариант 7.
|

Вариант 8.
|
Вариант 9.
|

Вариант 10.
|
Вариант 11.
|
Вариант 12.
|
Вариант 13.
|
Вариант 14.
|

Вариант 15.
|
Вариант 16.
|

Вариант 17.
|

Вариант 18.
|
Вариант 19.
|

Вариант 20.
|
Вариант 21.
|
Вариант 22.
|

Вариант 23.
|

Вариант 24.
|
Вариант 25.
|

Вариант 26.
|

Вариант 27.
|

|
Вариант 28.
|
||||||
|---|---|---|---|---|---|---|---|
|
|
|
|||||