

2.4 Виды брака при плазмохимическом травлении
Пластины списываются в брак, если у пластины появились дефекты, значительно влияющие на ее параметры и надежность, и их невозможно устранить путем реставрации.
Дефекты – это неровности, трещины, царапины, изгибы пластин, несоответствие нужным параметрам микросхемы, которые могут привести к низкой надежности изделия или браку.
Основными дефектами после операции плазмохимического травления являются: недотравленные и перетравленные участки технологического слоя, побурение фоторезиста, несоответствие линейных размеров, следы электрических пробоев, клин травления больше нормы и загрязнения.
Для устранения этих видов брака в основном необходимо оптимизировать режимы плазмохимического травления (время травления, давление, ВЧ-мощность и расход газов). Для изделий с категорией качества "ВП" изменение режимов травления необходимо проводить с помощью технолога. Затем провести контрольный процесс на скорость травления и неравномерность. Если при контроле параметры соответствуют норме - провести плазмохимическое травление и контроль одной пластины.
Возможны также следующие виды брака: бой пластин, растрескивание пластин в ходе выполнения операции, падение пластин на пол, царапины на пластине, эти виды брака чаще всего возникают из-за неосторожности оператора. В таблице 1 представлены дефекты после ПХТ, причины их возникновения, методы предупреждения и устранения.
При повышенной дефектности поверхности пластин (пылевидные частицы на поверхности) - следует провести уборку рабочего места, чистку зоны загрузки/выгрузки. Провести контрольный процесс на привносимую дефектность, если результат не соответствует норме - сообщить технологу.
Для обеспечения качества продукции необходимо тщательно соблюдать требования технологической документации, повышать квалификацию персонала, соблюдать требования ЭГ, оптимизировать процесс производства.
Таблица 1 — Дефекты после операции ПХТ
|
Вид дефекта |
Изображение дефекта |
Причина возникновения дефекта |
Методы устранения и предупреждения |
|
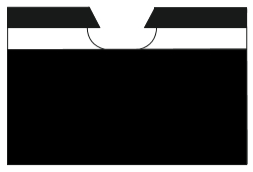
Клин травления больше нормы |
|
Плохая адгезия фоторезиста, нарушение режимов травления |
Проверить адгезию фоторезиста, срок хранения, отрегулировать режимы травления |
|
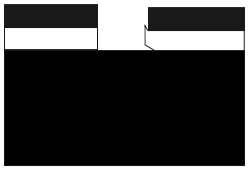
Неполное вытравливание участков технологического слоя |
|
Нарушение адгезии фоторезиста, режимов травления, экспонирования |
Проверить режимы, заменить фотошаблон |
|
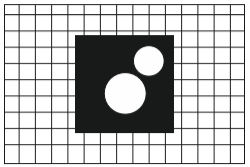
Проколы технологического слоя |
|
Пропуск брака при проявлении, дефекты фотошаблонов |
Провести анализ брака, проверить и заменить фотошаблоны, проверить качество работы |
|
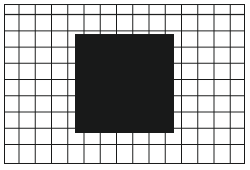
Остатки невытравленного алюминия в виде перемычек |
|
Пропуск брака на проявлении, нарушение режимов задубливания, не допроявка, дефекты фотошаблонов |
Проверить и заменить фотошаблоны, проверить и отрегулировать режимы проявления и задубливания |
|
Отслаивание металлизации и перемычек |
|
Плохая адгезия металла, нарушение режимов травления, дефекты фотошаблонов |
Заменить фотошаблон, проверить адгезию и режимы травления |
|
Несоответствие размеров элементов
|
|
Нарушение режимов травления, дефекты фотошаблона |
Проверить и заменить фотошаблон, отрегулировать режимы травления |



|
Продолжение таблицы 1 |
|||
|
Вид дефекта |
Изображение дефекта |
Причина возникновения дефекта |
Методы устранения и предупреждения |
|
Растравы, пятна и загрязнения |
|
Нарушение режимов травления, плохая адгезия фоторезиста, нарушения в работе оператора |
Провести анализ качества алюминия, отрегулировать режимы травления, проверить качество работы |
|
Бой и царапанье пластин
|
|
Неаккуратность работы оператора, искривление падающих кассет, сбой работы транспортных треков |
Заменить кассеты, отрегулировать движение треков, провести дополнительный инструктаж операторов |

Для обеспечения качества продукции необходимо тщательно соблюдать требования технологической документации, повышать квалификацию персонала, соблюдать требования ЭГ, оптимизировать процесс производства.