

Диплом Бурхонов ТЭП
.pdf
|
Чрезмерно низкая |
|
|
|
плотность тока |
Увеличить ток на ванне |
|
|
|
|
|
|
Экранирование |
Перераспределить детали |
|
Отдельные участки по- |
отдельны участков |
на подвеске, устранить |
|
поверхности деталей |
экранирование |
||
верхности деталей не |
|||
Газовые мешки при |
Изменить расположение |
||
покрываются хромом |
|||
хромировании |
деталей |
||
|
|||
|
|
|
|
|
Наличие отверстий |
Отверстия закрыть свин- |
|
|
вблизи непокрытых |
||
|
цовыми пробками |
||
|
мест |
||
|
|
||
Отдельные точки на |
Поры и раковины в |
Улучшить механическую |
|
хромированной |
|||
основном металле |
подготовку деталей |
||
поверхности |
|||
|
|
||
Наросты, пригар на |
|
Снизить среднюю плот- |
|
Чрезмерно высокая |
ность тока или защитить |
||
выступающих участках |
|||
местная плотность тока |
выступающие участки |
||
и краях |
|||
|
экранами |
||
|
|
||
Чрезмерно высокое |
Образование толстое |
Удалить пленку с анодов |
|
напряжение на ванне |
пленки на анодах |
||
|
|||
|
|
|
|
|
|
Осадить серную кислоту |
|
|
|
солями бария, после чего |
|
Темные осадки, |
|
проработать в течение 3-4 |
|
прекращение осаждения |
Присутствие азотной |
ч электролит при высоких |
|
хрома, растворение |
кислоты |
плотностях тока. При |
|
свинцовой футеровки |
|
большой концентрации |
|
|
|
азотной кислоты сменить |
|
|
|
электролит |
|
Темный цвет хромового |
Массивные детали не |
Обеспечить нормальный |
|
были прогреты перед |
|||
покрытия |
прогрев деталей |
||
включением тока |
|||
|
|
||
|
Недостаточная |
Добавить необходимое |
|
|
концентрация серной |
количество серной |
|
Темные осадки, |
кислоты |
кислоты |
|
образование пятен |
Повышенное |
Увеличить отношение |
|
|
содержание Cг3+ |
||
|
|
||
|
Примеси железа Fe3+ |
- |
|
Быстрое увеличение |
Неправильное |
Увеличить анодную или |
|
концентрацииCг3+ |
уменьшить катодною |
||
соотношение Sа:Sк |
|||
Сг3+ |
поверхности |
||
|
21
Серый цвет покрытия на |
Малое расстояние |
|
|
нижних участках |
Сменить расположение |
||
между деталями и дном |
|||
поверхности на |
деталей |
||
ванны |
|||
подвеске |
|
||
|
|
||
|
|
|
|
Серый цвет покрытия на |
Малое расстояние |
|
|
верхних участках |
между деталями и |
Изменить расположение |
|
поверхностей на |
поверхностью |
деталей |
|
подвеске |
электролита |
|
22
2.Технологическая часть
2.1 Характеристика покрываемого изделия
Хромирование
Таблица 3
|
|
Способ |
Размерная |
Назначение |
|
Толщина |
|
Изделия |
Материал |
Покрытие |
покрытия |
||||
изготовления |
характеристика |
покрытия |
|||||
|
|
|
мкм |
||||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
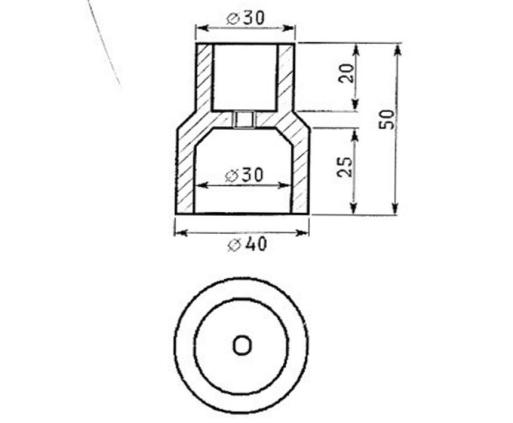
Втулка |
Сталь3 |
Токарная |
S=3.5 дм2 |
Защитное |
Хром |
18 |
|
обработка |
|||||||
|
|
|
|
|
|
||
|
|
|
|
|
|
|
Эскиз покрываемого изделия
23
Цинкование
|
|
|
|
|
|
|
|
Таблица 8.1 |
||
|
|
Характеристика покрываемых изделий. |
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Толщина |
|
Изделие |
Мате- |
Способ |
Характеристика по |
Назначение |
Покрытие |
покрытия |
|
|||
риал |
изготовл. |
размерам |
покрытия |
в |
|
|||||
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
мкм |
|
|
|
|
|
|
|
|
|
|
|
|
уголок |
Сталь3 |
токарный |
площадь 1,68 дм2 |
защита от |
цинк |
|
9 |
|
||
|
|
станок |
|
|
коррозии |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Толщина цинковых покрытий. |
|
|
|
|
|||
|
|
|
|
|
|
|
|
Таблица 8.2 |
||
Группа условий |
|
Толщина |
|
|
|
|
|
|
||
эксплуатации |
|
покрытия, мкм |
Характеристика условий эксплуатации |
|||||||
|
|
|
|
|
|
|||||
Л |
|
|
6-9 |
|
Отапливаемые и вентилируемые помещения. |
|||||
|
|
|
|
Относительная влажность 65±15% при |
||||||
|
|
|
|
|
||||||
|
|
|
|
|
температуре |
|
|
|
|
|
|
|
|
|
|
25Т |
|
|
|
|
|
С |
|
|
15-18 |
|
Отсутствие атмосферных осадков, |
|||||
|
|
|
|
неотапливаемые помещения, атмосфера |
||||||
|
|
|
|
|
||||||
|
|
|
|
|
загрязнена небольшим количеством |
|||||
|
|
|
|
|
промышленных газов. Температура воздух от - |
|||||
|
|
|
|
|
60 до +60’С, относительная влажность 95±3% |
|||||
|
|
|
|
|
при температуре +30*С |
|
|
|
||
Ж |
|
|
|
|
Эксплуатация на открытом воздухе. |
|||||
|
|
|
24-30 |
|
Воздействие атмосферных осадков, |
|||||
|
|
|
|
загрязненных промышленными газами. |
||||||
|
|
|
|
|
||||||
|
|
|
|
|
Относительная влажность 95±3% при |
|||||
|
|
|
|
|
температуре +35*С (тропические |
|||||
|
|
|
|
|
условия) |
|
|
|
|
|
ОЖ |
|
|
36-42 |
|
Эксплуатация в особых условиях. Длительное |
|||||
|
|
|
пребывание в воде. Атмосфера насыщена |
|||||||
|
|
|
|
|
||||||
|
|
|
|
|
промышленными газами |
|
|
|
||
|
|
|
||||||||
П р и м е ч а н и я |
Здесь приняты следующие группы условий эксплуатации по |
|||||||||
9791-68; |
|
|
ГОСТ 9791– 68; Л- легкая; С - средняя; Ж - жесткая; ОЖ - |
|||||||
|
|
|
||||||||
|
|
|
очень жесткая. |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
[6, стр.6] |
|
24

Изделие эксплуатируется в легких условиях: в отапливаемых и вентилируемых помещениях при температуре 250С, поэтому толщина покрытия должна составлять 6-9 мкм.
Эскиз покрываемого изделия
Рис 2. Эскиз, детали поступающей на покрытие
25
|
|
|
|
|
|
Таблица 4 |
|
|
Технологическая схема процесса хромирование |
|
|
||||
|
|
|
|
|
|
|
|
|
|
Состав электролита |
|
|
|
|
|
№ |
|
|
Содерж- |
|
Кат. |
|
Время, |
|
Компоненты |
Т, °С |
Плотность |
||||
|
Операция |
ание, г/л |
мин |
||||
|
|
|
тока, |
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
А/дм2 |
|
|
1 |
Монтаж деталей на |
|
|
|
|
|
|
|
подвески |
|
|
|
|
|
|
|
|
NaOH |
10-20 |
|
|
|
|
|
Электрохимическое |
Na2CO3 |
20-40 |
|
|
|
k=5-8 |
2 |
|
|
|
|
|
||
обезжиривание |
|
|
60-80 |
2-10 |
|
|
|
|
Na2SiO3 |
3-5 |
|
|
|||
|
реверс |
|
|
|
a=1-3 |
||
|
|
|
|
|
|
||
|
|
Na3PO4 |
20-40 |
|
|
|
|
|
|
|
|
|
|
|
|
3 |
Промывка теплая |
H2O |
- |
40-50 |
- |
|
1-2 |
|
проточная |
|
|||||
|
|
|
|
|
|
|
|
|
Промывка |
H2O |
|
18-25 |
- |
|
1-2 |
4 |
проточная |
|
|
||||
|
|
|
|
|
|
||
5 |
Активация |
H2SO4 |
50-100 |
18-30 |
|
|
0.25-1 |
|
|
|
|
|
|
|
|
6 |
Промывка |
H2O |
|
18-25 |
|
|
1-2 |
|
проточная |
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
200-250 |
|
|
|
|
7 |
|
CrO3 |
|
|
|
|
|
Хромирование |
H2SO4 |
2.2-2.5 |
50-55 |
25-35 |
|
53 |
|
|
|
||||||
|
|
|
3-5 |
|
|
|
|
8 |
Промывка |
H2O |
|
18-25 |
|
|
1-2 |
улавливание х2 |
|
|
|
||||
|
|
|
|
|
|
|
|
9 |
Промывка теплая |
H2O |
|
45-50 |
|
|
1-2 |
|
проточная |
|
|
|
|||
|
|
|
|
|
|
|
|
10 |
Сушка |
|
|
80-90 |
|
|
30 |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
11 |
Демонтаж деталей с |
|
|
|
|
|
5 |
подвесок |
|
|
|
|
|
||
|
|
|
|
|
|
|
|
26
|
Технология электролитического цинкования изделий |
|
||||||
|
|
|
|
|
|
Таблица 9 |
||
|
|
Состав электролита |
|
|
Плотность |
|
||
|
|
|
|
тока, А/дм2 |
|
|||
|
|
|
|
|
|
|||
№ |
|
|
Содер- |
Т,°С |
|
|
Время, |
|
|
Операция |
Компоненты |
жани |
Кат. |
Анод. |
|||
|
|
мин |
||||||
|
|
|
е, г/л |
|
|
|
||
|
|
|
|
|
|
|
||
1 |
Монтаж деталей на |
|
|
|
|
|
|
|
|
подвески |
|
|
|
|
|
|
|
|
|
|
|
|
2-5 |
2-5 |
|
|
|
|
|
15-20 |
|
|
|
||
|
|
1) гидроокись натрия (сода |
|
|
|
|
||
|
Электрохимическое |
|
|
|
|
|
||
2 |
каустическая) |
|
60- |
|
|
|
||
обезжиривание |
|
|
|
6 |
||||
|
2) средство моющее |
|
70 |
|
|
|||
|
реверс |
|
|
|
|
|||
|
техническое Н1 (КМН) |
|
|
|
20 |
|
||
|
|
3-4 |
|
40 |
|
|||
|
|
|
|
сек |
|
|||
|
|
|
|
|
сек |
|
||
|
|
|
|
|
|
|
||
3 |
Проточная |
|
|
40- |
|
|
|
|
промывка в теплой |
H2O |
- |
- |
- |
0,5-2 |
|||
|
60 |
|||||||
|
воде |
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
Промывка |
|
|
18- |
|
|
|
|
|
каскадная в |
H2O |
- |
- |
- |
0,5-2 |
||
4 |
20 |
|||||||
холодной воде |
|
|
|
|
|
|||
|
|
|
|
|
|
|
||
|
|
1)HCl; |
300 |
18- |
|
|
|
|
|
Травление |
2)ингибитор «Экомет-ИК |
|
|
|
8-10 |
||
5 |
|
20 |
|
|
||||
|
202» |
3-4 |
|
|
|
|||
|
|
|
|
|
|
|||
7 |
Промывка |
|
|
18- |
|
|
|
|
каскадная в |
H2O |
|
|
|
0,5-2 |
|||
|
|
20 |
|
|
||||
|
холодной воде |
|
|
|
|
|
||
|
|
|
|
|
|
|
||
8 |
Активация |
HCl |
50-100 |
15- |
|
|
0,5-1 |
|
30 |
|
|
||||||
|
|
|
|
|
|
|
||
10 |
Промывка |
|
|
18- |
|
|
|
|
каскадная в |
H2O |
|
|
|
0,5-2 |
|||
|
|
20 |
|
|
||||
|
холодной воде |
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
ZnO |
15 |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
NaOHобщ |
60 |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
NaOHсвоб |
30 |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
Нанесение |
|
30 |
18- |
|
|
|
|
11 |
цинкового |
Триэтаноламин |
1-4 |
1-2,5 |
17 |
|||
|
20 |
|||||||
|
покрытия |
(ТЭА) |
|
|
|
|
||
|
|
|
|
|
|
|||
|
|
Полиэпоксиамин |
1,5 |
|
|
|
|
|
|
|
(ПЭА) |
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
n- |
|
|
|
|
|
|
|
|
Диаметиламинобензальдегид |
|
|
|
|
|
|
|
|
(ДМАБА) |
0,4 |
|
|
|
|
|
|
|
|
|
|
|
|
||
12 |
Промывка |
H2O |
|
18- |
|
|
0,5-1 |
|
27
|
(улавливание) |
|
|
20 |
|
|
|
|
|
Промывка |
|
|
18- |
|
|
|
|
13 |
каскадная в |
H2O |
|
|
|
0,5-2 |
||
|
20 |
|
|
|||||
|
холодной воде |
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
|
1)СrO3 |
35 |
18- |
|
|
0,64- |
|
14 |
Пассивация |
|
|
|
|
|||
|
|
20 |
|
|
1,0 |
|||
|
|
2)H2SO4 |
0,5-2,0 |
|
|
|||
|
|
|
|
|
|
|||
15 |
Промывка |
H2O |
|
18- |
|
|
0,5-2,0 |
|
(улавливание) |
|
20 |
|
|
||||
|
|
|
|
|
|
|||
|
Промывка |
|
|
18- |
|
|
|
|
16 |
каскадная в |
H2O |
|
|
|
0,5-2 |
||
|
20 |
|
|
|||||
|
холодной воде |
|
|
|
|
|
||
|
|
|
|
|
|
|
||
|
Проточная |
|
|
40- |
|
|
|
|
17 |
промывка в теплой |
H2O |
- |
- |
- |
1-2 |
||
50 |
||||||||
|
воде |
|
|
|
|
|
||
|
|
|
|
|
|
|
||
18 |
Cушка горячим |
|
|
|
|
|
|
|
воздухом |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
||
19 |
Демонтаж деталей |
|
|
|
|
|
|
|
с подсветок |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
28

Линия хромирования
7. Расчётная часть
7.1. Расчёт фондов времени работы в сутках
Номинальный годовой фонд времени работы в сутках Т= 365-104-12=249 (дней)
Потери времени (3%):
249·0,03 = 7,47 (дня)
Фактическое годовое время работы оборудования в сутках:
Тф = 249-7,47=242 (дня)
Среднесуточное время работы оборудования (дня)
н П
tс = р.ч н см , где Прд
рн.ч – количество рабочих часов в неделе;
Псм – число смен в сутках;
Пнрд – количество рабочих дней в неделе;
tс = 40 2 = 16 (часов)
5
Фактическое годовое время работы оборудования в часах: tф = Тф· tс = 242 · 16 = 3872 (часа)
Подготовительно-заключительное время: tпз = 45 (минут) = 0,75 (часа)
Среднесуточное эффективное время работы оборудования:
tэф = tс – tпз= 16 – 0,75 = 15,25 (часа)
Годовое эффективное время работы:
эфгод = эфсут н = 15,25 249 = 3797,25 (часа)
29

7.2. Производственная программа цеха
Годовая производственная программа:
Рг=Рз+ 100Рз ,
где Рз −программа по заданию, м2;
−брак, допускающий переделку (а=2%);
Рг=30000+2 30000100 = 30600 (м2)
Суточная производственная программа
|
|
|
|
|
Рг |
30600 |
= 126(м2) |
|
|
|
|
|||||||
|
|
Рс= |
|
|
|
= |
|
|
|
|
|
|
|
|||||
|
|
ТФ |
242 |
|
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
Производственная программа |
|
|
|
|||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Единица |
|
|
|
|
|
|
|
Годовая |
|
|
|
Суточная |
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
загрузки: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Количество |
||
|
подсветка, |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Покрытие |
|
|
|
|
|
|
|
|
|
Количество |
|
|
|
|
единиц |
|||
м2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
м |
2 |
|
|
|
|
|
м |
2 |
|
|
||||
|
|
|
|
|
|
|
единиц |
|
|
загрузки |
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
загрузки |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Хром |
1,05 |
|
|
30600 |
|
14572 |
|
126 |
|
120 |
||||||||
|
Определение продолжительности электролиза |
|||||||||||||||||
|
|
60 |
|
|
60 18 7.2 |
|
|
|
|
|||||||||
|
t1= |
|
= |
|
|
= 53 (мин) |
|
|
|
|
||||||||
|
|
30 0.324 15 |
|
|
|
|
||||||||||||
|
|
|
э |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
m-толщина покрытия, мкм;
− плотность ь осаждаемого металла г/см3;
− катодная плотность тока, А/дм2;
э − электрохимический эквивалент, г/Ач;
− выход по току при осаждении металла, %;
7.3. Расчет количества и размеров оборудования
Внутренние габариты ванн
Длина:
30