

2.9 Выбор вспомогательного оборудования
Важным условием получения качественного сварного шва является чистота поверхности металла. Наличие любых загрязнений ухудшает свариваемость металлов. Для удаления поверхностных загрязнений рационально использовать угловую пневмошлифмашину ИП-21230 характеристики которой представлены в таблице 9.
Таблица 9 – Технические характеристики угловой пневмошлифмашины
|
Max диаметр диска, мм |
230 |
|
Скорость вращения, мин-1 |
8000 |
|
Давление сжатого воздуха, МПа |
0,63 |
|
Номинальная мощность, кВт |
1,1 |
|
Расход воздуха, л/с |
26 |
|
Рабочая скорость шлиф. круга, м*с-1 |
100 |
|
Масса, кг |
3,1 |
Шлифмашинки для тонкого шлифования предназначены для промежуточного и финишного шлифования различных материалов. Благодаря наличию большого спектра подошв, шлифмашинки для тонкого шлифования позволяют обрабатывать поверхности любой геометрической сложности, а так же производить наиболее аккуратную зачистку.
Для зачистки металла заподлицо будем использовать прямую пневмошлифмашинуИП-20150, характеристики которой представлены в таблице 10.
Таблица 10 – Технические характеристики прямой пневмошлифмашины
|
Max диаметр диска, мм |
150 |
|
Скорость вращения, мин-1 |
6000 |
|
Давление сжатого воздуха, МПа |
0,63 |
|
Номинальная мощность, кВт |
1,3 |
|
Расход воздуха, л/с |
29 |
|
Рабочая скорость шлиф. круга, м*с-1 |
50 |
|
Масса, кг |
3,4 |
2.10 Выбор способов и оборудования для сборки (заготовки) деталей и узлов.
Все детали металлоконструкции рамы затвора шлюзовых ворот собираются на сборочно-сварочной плите рисунок 12.
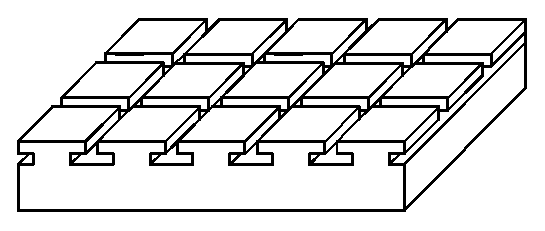
Рисунок 12 – Универсальная сборочная плита
Каждая деталь фиксируется на плите при помощи прижимов, упоров, струбцин. Для перемещения деталей используется кран. Для поворота изделия используется кантователь с пневмогидравлическими прижимами.
2.11 Выбор методов контроля качества сварных соединений
В соответствии с СНиП III-18-75 «Металлические конструкции» - п. 7. «Дополнительные правила для конструкций гидротехнических сооружений» п. 7.10 «Сварка при изготовлении и монтаже»
Так как в металлоконструкции рамы затвора шлюзовых ворот присутствуют сварные швы II и III категории назначают следующие объёмы и методы контроля сварных соединений: визуально-измерительный контроль -100%; ультразвуковая дефектоскопия применяется в следующем объеме:
а) не менее 50% длины швов для соединений II категории;
б) на участках, где на основании наружного осмотра предполагается наличие внутренних дефектов,-для соединений III категории.
Визуально-измерительный контроль
Визуально-измерительный контроль (ВИК) сварных швов проводится в соответствии с инструкцией по визуальному и измерительному контролю РД 03-606-03. ВИК сварных швов производится после того, как сварные швы и прилегающие к ним поверхности основного металла по обе стороны шва будут очищены от шлака, брызг и других загрязнений. ВИКу подвергаются все сварные швы с двух сторон в доступных местах по всей их протяженности.
Для проведения ВИК будем использовать комплект, включающий следующие инструменты (табл. 11).
Таблица 11 – Комплектность набора визуального контроля ВИК
|
№ п/п |
Наименование |
Количество |
|
1 |
Паспорт |
1 |
|
2 |
Сумма укладочная |
1 |
|
3 |
Маркер по металлу |
1 |
|
4 |
Рулетка измерительная 5 м |
1 |
|
5 |
Линейка металлическая измерительная L-300 |
1 |
|
6 |
Универсальный шаблон сварщика УШС-3 |
1 |
|
7 |
Шаблон для контроля катетов швов УШС-2 |
1 |
|
8
|
Угольник поверочный УП 160х100 |
1 |
|
9 |
Штангенциркуль ШЦ 1-150-0,05 с глубиномером |
1 |
|
10 |
Набор шупов № 2 |
1 |
|
11 |
Набор шупов № 3 |
1 |
|
12 |
Радиусный шаблон № 1 |
1 |
|
13 |
Радиусный шаблон № 2 |
1 |
|
14 |
Лупа измерительная ЛИ-3-10х |
1 |
|
15 |
Лупа ЛПП 1-7х |
1 |
|
16 |
Лупа ЛПП 1-2,5х |
1 |
|
17 |
Фонарик карманный |
1 |
|
18 |
Инструкция по визуальному контролю РД-03-606 |
1 |
Внешним осмотром невооруженным глазом или через лупу проверяют наличие трещин, подрезов, наплывов, свищей, прожогов, непроваров. Некоторые из этих дефектов, такие как прожоги, непровары, незаваренные кратеры, свищи являются недопустимыми и подлежат вырубке и повторной заварке. Так же определяют такой дефект, как несоответствие размеров и формы шва, т. е. неравномерная чешуйчатость, разная ширина и высота шва, что указывает на колебания мощности дуги, частые ее обрывы и неустойчивость горения. Геометрические размеры швов определяют с помощью специальных измерительных приборов: шаблонов, штангенциркулей и линеек.
По форме и размерам швы должны удовлетворять проекту, иметь гладкую или равномерно чешуйчатую поверхность (высота или глубина впадин не должна превышать 1 мм), металл шва должен иметь плавное сопряжение с основным металлом, швы не должны иметь недопустимых внешних дефектов.
К недопустимым внешним дефектам относятся: трещины любых видов и размеров, несплавления, наплывы, грубая чешуйчатость, наружные поры и цепочки пор, прожоги и свищи.
Подрезы основного металла допускаются не более:
- вертикальные поясные швы и соединение стенки с днищем до 0,2 мм;
- горизонтальные швы между поясами стенки не более 0,3 мм;
- прочие соединения до 5% толщины, но не более 0,6 мм.
Длина подреза, не должна превышать 10% длины шва.
Выпуклость швов стыковых соединений не должны превышать:
- при толщине листов до 12 мм, вертикальных соединений -1,5 мм;
- свыше 12 мм, вертикальных соединений -2,0 мм;
- для прочих соединений при толщине от 2,0 мм -12 мм; от 3,0 мм -12 мм;
Смещение, кромок, в стыковых соединениях деталей различной толщины допускается:
- толщиной от 1,0 мм - 10 мм;
- более 10 мм- 10% толщины.
Смещение кромок, в стыковых соединениях деталей различной толщины допускается не более 10% наименьшей толщины в соединениях.
Ультразвуковой контроль
Ультразвуковой контроль сварных соединений (УЗК) это неразрушающий контроль качества сварных соединений, проводимый в рамках строительной экспертизы металлоконструкций зданий и сооружений. Ультразвуковой контроль сварных соединений является эффективным способом выявления дефектов сварных швов и металлических изделий, залегающих на глубинах от 1-2 миллиметров до 6-10 метров.
Ультразвуковой контроль сварных соединений проводится по ГОСТ 14782-86 «Контроль неразрушающий. Соединения сварные. Методы ультразвуковые» и позволяет осуществлять ультразвуковую диагностику качества сварных соединений, выявлять и документировать участки повышенного содержания дефектов, классифицируя их по типам и размерам. Для разных типов сварных соединений применяются соответствующие методики ультразвукового контроля. Проведение УЗК необходимо для прохождения экспертизы проектов перепланировки и надстройки этажей зданий, оценки несущей способности металлоконструкций и их износа.
При ультразвуковом контроле сварных соединений применяются эхо-импульсный, теневой или эхо-теневой методы УЗК. Ниже приведены схемы ультразвукового контроля качества стыковых, тавровых и нахлесточных сварных соединений (рисунок 13).
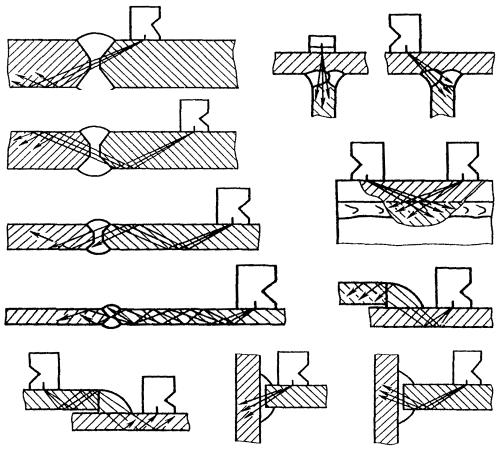
Рисунок 13 – схемы УЗК различных сварных соединений
При ультразвуковом контроле сварного соединения сканирование выполняют продольным и поперечным перемещением излучателя при постоянном или изменяющемся угле ввода луча. Способ ультразвукового контроля сварного соединения устанавливается в технической документации.
Оборудование для УЗК: Стенд 10000х4000мм, дефектоскоп EPOCH 4, технические характеристики которого приведены в таблице 12.
Таблица 12 – Технические характеристики дефектоскопа EPOCH 4
|
Разрешающая способность измерения расстояний |
0.025 мм (не зависит от диапазона развертки) |
|
Частотный диапазон |
0.05 - 25 МГц при -3 дБ |
|
Усиление |
110 дБ |
|
Диапазон развертки |
От 1 мм до 10000 мм |
|
Задержка |
От 0 до 350 мкс |
|
Скорость звука в материале |
От 635 до 15420 м/сек |
|
Самонастройка ПЭП по 2 отражателям |
Стандарт |
|
Показания |
Координаты, Амплитуда, Время |
|
Электрическое демпфирование |
50, 63, 150, 400 Ом |
|
Амплитуда зондирующего импульса |
100, 200, 300, 400 В |
|
Размеры |
ЖКИ 283х166х61 мм, ЭЛД 283х166х66 мм |
|
Вес |
2,6 Кг |
|
Экран |
120х90 мм (320х240 точек) |