

257
.docxГлава 2.Радиально-сверлильный станок модели 257
Общая характеристика станка
Назначение станка. Станок предназначен для обработки отверстий диаметром до 75 мм, главным образом в крупногабаритных и тяжелых деталях, в условиях индивидуального и серийного производства.
Техническая характеристика станка
Основные узлы станка (см. рис.№2.1 Общий вид радиально-сверлильного станка модели 257). А—неподвижная колонна; Б — полая поворотная колонна; В — привод гидрозажима колонны и шпиндельной бабки; Г — привод подъема, опускания и зажима траверсы; Д — шпиндельная бабка; Е — траверса; Ж — стол; 3 — основание.
Органы управления. 1 — кнопка освобождения гидравлических зажимов колонны и шпиндельной бабки; 2 — грибок точной настройки глубины сверления; 3 —кнопка включения гидравлических зажимов колонны и шпиндельной бабки; 4 — рукоятка переключения с механического на точное ручное перемещение шпинделя; 5 — рычаг управления пусковыми фрикционами, тормозом и гидравлическим механизмом переключения скоростей и подач; 6 — крестовой переключатель; 7 — маховичок ручного перемещения шпиндельной бабки по траверсе; 8 — маховичок осевого точного ручного перемещения шпинделя; 9 — флажок включения и отключения лимба настройки глубины сверления; 10—рукоятка быстрого ручного перемещения шпинделя и включения механической подачи шпинделя; 11 — диск предварительного выбора величины подачи; 12 — диск предварительного выбора числа оборотов шпинделя.
Движения в станке. Движение резания — вращение шпинделя. Движение подачи—прямолинейное поступательное перемещение шпинделя вдоль оси. Вспомогательные движения: ручное горизонтальное поступательное перемещение шпиндельной бабки по траверсе; механическое вертикальное поступательное перемещение траверсы по колонне и механический зажим траверсы на колонне; ручное вращение траверсы с колонной и шпиндельной бабкой относительно оси колонны, гидравлический зажим поворотной колонны и шпиндельной бабки на траверсе, гидравлическое управление станком.
Принцип работы. Обрабатываемая деталь или узел устанавливаются в зависимости от размеров либо на столе, либо на основании станка. Режущий инструмент закрепляется непосредственно в конусе шпинделя или при помощи патронов, оправок и других приспособлений.
В процессе обработки всего комплекса отверстий с параллельными осями деталь остается неподвижной, а совмещение оси режущего инструмента с осями обрабатываемых отверстий достигается поворотом траверсы с колонной и перемещением шпиндельной бабки вдоль траверсы. После совмещения осей производится зажим колонны и шпиндельной бабки на траверсе.
Для каждого перехода с помощью преселективного гидрофицированного механизма устанавливаются наивыгоднейшие скорость вращения шпинделя и величина подачи. Затем шпиндель вручную быстро подводится к обрабатываемому отверстию, после чего включается механическая подача, которая может быть автоматически отключена по достижении установленной глубины обработки.
Конструктивные особенности. В приводе движения резания имеется двусторонняя многодисковая фрикционная муфта для включения, выключения и реверсирования вращения шпинделя, что облегчает управление станком, защищает привод станка от перегрузки при высоких числах оборотов шпинделя и улучшает динамику привода при нарезании резьбы метчиками.
Для предохранения привода резания от поломок при низких числах оборотов шпинделя на переборном валу коробки скоростей установлена вторая многодисковая фрикционная муфта.
Станок имеет преселективное гидрофицированное управление коробкой скоростей и коробкой подач. Это позволяет предварительно устанавливать режимы обработки, т. е. во время выполнения какого-нибудь перехода предварительно, без остановки станка, настроить механизм переключения на число оборотов шпинделя и величину подачи, которые требуются для выполнения следующего перехода. После остановки шпинделя для смены режущего инструмента и последующего включения пускового фрикциона станок автоматически перестраивается на выбранный режим.
В целях предохранения от поломок и перегрузок механизма подъема и опускания траверсы в приводе этого механизма установлена шариковая предохранительная муфта.
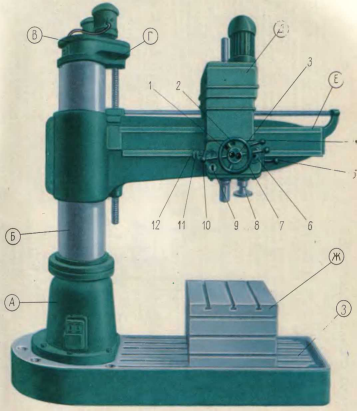
Рис. №2.1 Общий вид радиально-сверлильного станка модели 257
Кинематика станка модели 257
Движение резания. Вращение от электродвигателя мощностью 7 кет (см. рис. №2.2 Кинематическая схема станка модели 257, а) передается зубчатыми колесами 43—37 валу. На валу свободно установлены шестерни 40 и 30, которые могут быть соединены с валом соответственно фрикционными муфтами Мф1 и Мф2. Со ступицей шестерни 30 жестко связан барабан колодочного тормоза Тб.
При включении муфты Мф2 вал II получает вращение через шестерни 30—39—59 (прямой вращение шпинделя), а при включении муфты Mф1 — через колеса 40—56 (обратное вращение шпинделя). Валу III движение передается при выключенной муфте (как показано на схеме) шестернями 16—45, а при включенной — колесами 35—26.
Далее вращение последовательно передается двойными подвижными блоками шестерен Б1, Б2 и Б3 переборному валику VI, который связан с сидящими на нем приводными шестернями 47 и 34 предохранительной фрикционной муфтой Mn1.
При выключенной кулачковой муфте М2 полый вал VII и соответственно шпиндель VIII получают высокий ряд чисел оборотов через колеса 47—37, минуя предохранительную муфту Мn1. При включении муфты М2 колеса 47 и 37 выходят из зацепления, и вал VII и шпиндель VIII получают низкий ряд чисел оборотов через предохранительную муфту Мn1 и шестерни 14—70.
Как
видно из графика скоростей (см. рис. №2.2
Кинематическая схема станка модели
257,6), вследствие совпадения ряда чисел
оборотов шпиндель имеет только 22
различные скорости вращения. При
прямом ходе максимальное число оборотов
шпинделя в минуту
 определяется
из выражения
определяется
из выражения

Движение подачи. Вращение от полого вала VII передается валу IX коробки -подач колесами 43—52. Два тройных подвижных блока шестерен БА и Б5 позволяют получить на валу XI коробки подач 9 скоростей вращения. Далее движение передается валу XIII либо непосредственно, когда включена кулачковая муфта Л43, либо через перебор колесами 21—61 и 17—49.
Соосные валы XIII и XIV соединены кулачковой муфтой Мn2, являющейся одновременно предохранительной. От вала XIV через червячную передачу 1—50 вращение получает полый вал XV. На конце его закреплена шестерня 12, находящаяся в зацеплении с рейкой m=4 мм, нарезанной на шпиндельной гильзе Гш.
Червячное колесо 50 сидит на валу XV свободно и соединяется с ним фрикционно-зубчатой муфтой М4, которая управляется рукояткой Р. При перегрузке механизма подач колесо 50 останавливается, а червяк, продолжая вращаться, перемещается с валом XIV вниз и посредством шайбы, закрепленной на верхнем торце вала XIV, расцепляет предохранительную муфту Мп2. В исходное положение червяк возвращается под действием пружины П. Как видно из графика подач (см. рис. №2.2 Кинематическая схема станка модели 257,в), шпиндель имеет 18 различных величин подач от 0,04 до 2 мм/об.
Вспомогательные движения. Быстрые ручные перемещения шпинделя вдоль оси осуществляются рукоятками Р при выключенной муфте М4. Для этого рукоятки Р оттягивают на себя и поворачивают совместно с валом XV, от которого движение через реечную передачу сообщается гильзе со шпинделем. Точное ручное перемещение шпинделя вдоль оси производится маховиком Мx1, когда отключена кулачковая предохранительная муфта Мn2.
Автоматическое выключение механической подачи по достижении заданной глубины обработки производится упором У, который расцепляет фрикционно-зубчатую муфту M4. Грубая установка упора У на заданную глубину обработки осуществляется по делениям лимба Л. Тонкая установка производится по нониусу грибком Гр через червячную передачу 1—53.
Перемещение шпиндельной бабки по направляющим траверсы осуществляется вручную маховичком Мх2, вращение от которого через вал XVI (на схеме условно изогнут) и шестерню 12 передается реечному колесу 19, Последнее находится в зацеплении с закрепленной на траверсе рейкой m = 3 мм.
Вертикальное перемещение и зажим траверсы на поворотной колонне производится электродвигателем мощностью 2,8 квт Вертикальный ходовой винт XVIII с шагом 8 мм получает вращение от электродвигателя через редуктор с колесами 22—80 и 16—68. Шариковая предохранительная муфта Мn2, ограничивает предельную нагрузку на механизм подъема траверсы.
Закрепление поворотной колонны и шпиндельной бабки производится от отдельного гидромеханического привода. При включении установленного на колонне электродвигателя мощностью 0,5 квт связанный с ним гидронасос Н подает масло в зависимости от направления вращения электродвигателя в правую или левую полость гидроцилиндра Ц. Для зажима масло подается в левую полость цилиндра. Тогда плунжер Пр с рейкой перемещается вправо и через колесо 32, вал XIX и шестерню 20 поворачивает зубчатый сектор С3 с кулачками К. Последние, воздействуя на рычаги Рг, заклинивают трапецеидальные полукольца Пк между поворотной и неподвижной колоннами.
Одновременно с поворотом вала XIX посредством конической передачи 17—17 приводится во вращение вал XX и эксцентриковая втулка Э, связанная с валом скользящей шпонкой.
При повороте эксцентриковой втулки башмак Бк опускается вниз и, упираясь в направляющую траверсы, закрепляет шпиндельную бабку на траверсе.
Рис.№2.2
Кинематическая схема радиальио-сверлильного
стайка модели >257

Преселективное управление станком модели 257
Предварительный выбор режимов обработки производится механизмом настройки во время работы станка. Для установки нужного числа оборотов шпинделя вращают диск Дс (см. рис.№2.3 Схема управления станком модели 257), который связан с избирателем скоростей коническими передачами 19—19 и 19—38. Нужное положение золотника избирателя скоростей определяют по лимбу Л тс, связанному с диском Дс коническими колесами 19—19 и двумя цилиндрическими передачами 56—16 и 9—63.
Аналогично по лимбу JJп устанавливается диском Дп заданная величина подачи шпинделя. От диска Дп вращение передается золотнику избирателя подач через тройную коническую передачу 29—29—29 и конические колеса 29—29, а лимбу J7n— непосредственно коническими колесами 29—29.
Гидропривод состоит из шестеренчатого насоса Н, предохранительного клапана и аккумулятора. Насос подает масло из бака в аккумулятор, который накапливает необходимое количество масла для повышенных расходов и поддерживает с помощью пружины постоянное давление в системе около 12. От аккумулятора масло поступает в главный золотник и на смазку элементов привода шпиндельной бабки.
Переключение блоков шестерен и кулачковых муфт коробки скоростей и коробки подач осуществляется рабочими гидравлическими цилиндрами. Двойные блоки шестерни Б1 и Б2, а также кулачковые муфты М1, М2 и М3 управляются двухпозиционными цилиндрами соответственно Ц4, Ц2, Ц5, Ц1 и Ц8. Тройные блоки шестерен Б4 и Б5 управляются трехпозиционными цилиндрами Ц8 и Ц7.
Двойной подвижный блок шестерен Б3 в коробке скоростей хотя имеет только два рабочих положения, но управляется также трехпозиционным цилиндром Ц3. Это нужно для получения нейтрального положения блока, при котором шпиндель отключен от коробки скоростей и может вращаться от руки, что необходимо для выверки 'положения шпинделя при расточных операциях, при смене режущего инструмента и т. д.
Цилиндр Ц1 как и все остальные двухпозиционные цилиндры, состоит из собственно цилиндра, поршня Пн, штока Ш и вилки Ва. Трехпозиционные цилиндры имеют более сложную конструкцию и питаются не от двух, а от четырех маслопроводов.
Переключение скоростей и подач, а также включение фрикционных муфт Мф1 и Мф2 осуществляется одним рычагом Р механизма управления. При наклоне из положения Стоп в направление стрелки а происходит переключение скоростей в соответствии с предварительным выбором. Поворотом рычага Р вниз (по стрелке в) включается фрикционная муфта Мф2 и шпиндель получает правое вращение; поворотом рычага Р вверх включается муфта и шпиндель получает левое вращение. Схема гидроуправления станка показывает момент окончания переключения скоростей.
Рычаг Р из положения Стоп наклонен в направлении стрелки а. При наклоне рычаг Р через кулису К повернет зубчатый сектор C1 и находящуюся в зацеплении с ним шестерню 34 со штангой Шт. Последняя посредством зубчатого сектора С2 и рейки m=1 мм переместила наружный плунжер Пр главного золотника в правое положение.
Как видно из схемы, при данном положении главного золотника масло из аккумулятора по маслопроводу 3 через отверстия в наружном плунжере Пр, центральную выточку внутреннего плунжера Пв и маслопровод 2 поступает в избиратель скоростей и из него в избиратель подач. В соответствии с заранее выбранными скоростями масло от избирателей направляется в рабочие цилиндры для переключения блоков и муфт.
Масло из тормозного цилиндра через центральную широкую выточку наружного плунжера Пр и маслопровод 5 поступает на слив. Тормоз при этом освобождается. Масло, находящееся в замедлителе и трубопроводе 6, отсечено.
При повороте рычага Р вверх или вниз для включения фрикционов связанная с валом рычага шестерня 28 через рейку m = 1,5 мм, гильзу Г и пружину П перемещает вдоль своей оси штангу MT, которая вилкой Вк и производит включение фрикционных муфт.
Вначале штанга Шт , связанная с поршнем Па замедлителя, перемещается медленно, так как масло из одной полости главного цилиндра замедлителя в другую протекает по канавке г с малым поперечным сечением. Это необходимо для медленного вращения привода в момент окончания переключения блоков и кулачковых муфт.
При дальнейшем перемещении штанги вилка В к своим скосом нажмет на рычаг Рг и переместит внутренний плунжер Пв влево. Тогда масло из маслопровода 3 через правую выточку плунжера Пв и маслопровод 6 поступит к золотнику З3 и переместит его в верхнее крайнее положение, соединив обе полости цилиндра замедлителя. Это позволит быстро закончить включение фрикциона.
При
установке рычага Р
в положение Стоп
наружный и внутренний плунжеры
главного золотника передвинутся
совместно влево на величин
 .
Тогда масло от аккумулятора по
маслопроводу 3
через центральную широкую выточку
наружного плунжера Пр
поступит в тормозной цилиндр Цт
, а через маслопровод 4
- в
избиратель скоростей и от него только
пойдет в один трехпозиционный рабочий
цилиндр Цз,
установив блок Б3
в
среднее нейтральное положение. В этом
положении привод будет заторможен, а
шпиндель отключён от коробки скоростей.
.
Тогда масло от аккумулятора по
маслопроводу 3
через центральную широкую выточку
наружного плунжера Пр
поступит в тормозной цилиндр Цт
, а через маслопровод 4
- в
избиратель скоростей и от него только
пойдет в один трехпозиционный рабочий
цилиндр Цз,
установив блок Б3
в
среднее нейтральное положение. В этом
положении привод будет заторможен, а
шпиндель отключён от коробки скоростей.
Рис.
№2.3 Схема управления станком модели
257