

40. Послойное формирование древесностружечного ковра
Для получения ДСтП методом плоского прессования, осмоленной древесно-стружечной массе нужно придать форму бесконечного древесно-стружечного ковра.
Задачами формирования ковра является точное дозирование и равномерное распределение стружки по всей площади ковра. Формирование ковра осуществляется в форммашинах, образующих вместе формстанцию.
1)принцип формирования наружных слоев. Оптимальной структурой наружных слоев плиты является структура, которая характеризуется таким распределением частиц в пределах толщины слоя, при котором самая мелкая частица находится на поверхности, средние частицы внутри, а самые крупные максимально глубоко, вплоть до границы контакта.
Плиты с такой поверхностью имеют мелкоструктурированную и плотную поверхность.
Для этого используют два принципа фракционирования древесных частиц:
-пневматическое, -механическое фракционирование.
Формирование наружных слоев идет всегда с фракционированием.
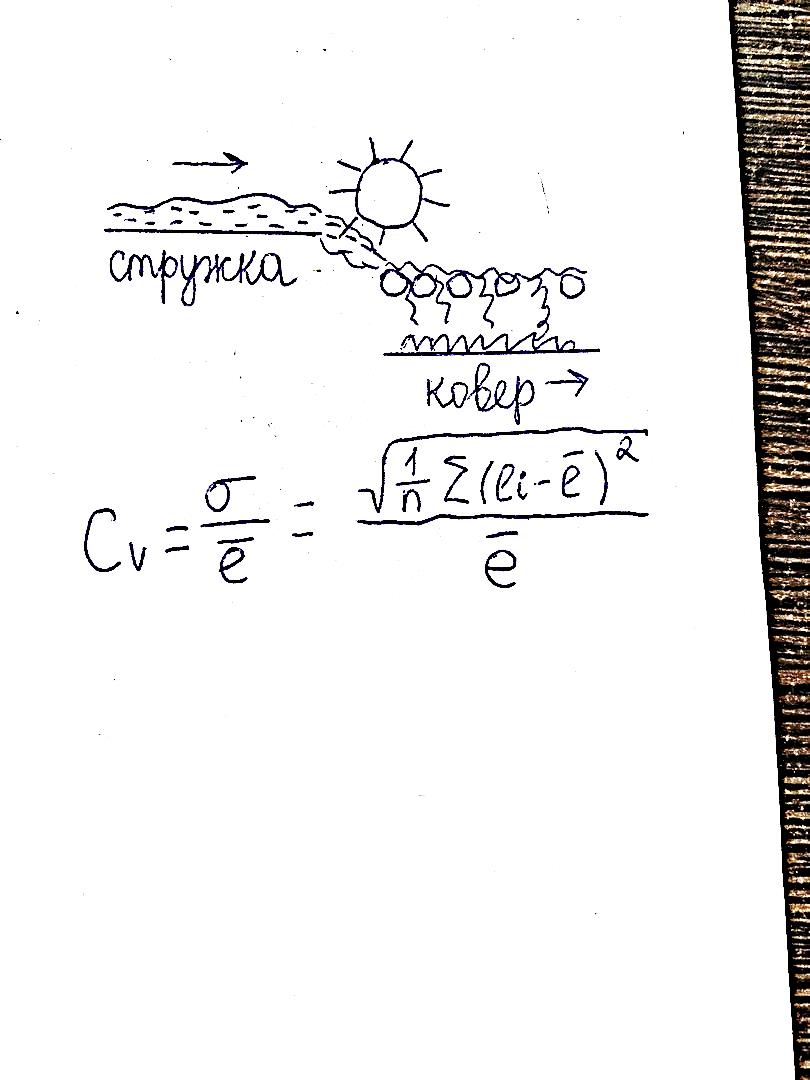
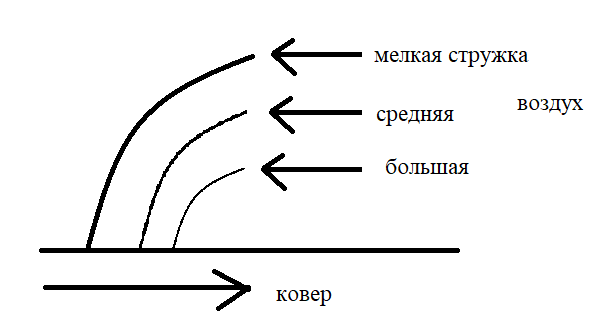
Пневматическое фракционирование машиной WINDFORMER наружного слоя. Поток воздуха сдувает частицы, более мелкие летят дальше, затем среднее меньше, крупные еще меньше.
Второй принцип: Механический фракционатор CROWNFORMER
Представляет собой систему валиков, между ними разное расстояние и в них (в зазорах между валиками) попадают частицы в зависимости от размера. Самые мелкие в самые малые расстояния между валиками, тем самым фракционируя стружку по размерам.
Принцип формирования внутреннего слоя. Оптимальной структурой внутреннего слоя плиты является структура с равномерным распределением древесных частиц внутреннего слоя, независимо от их размера. При этом мелкие частицы заполняют пространство между более крупными частицами. ДСтП с таким внутренним слоем имеет более высокие показатели механической прочности.
Комбинирование различных способов формирования по слоям позволяет получать ДСтП с оптимальной структурой и свойствами. В частности наружный слой сформированый с фракционированием частиц обеспечивает мелкоструктурированную поверхность, а внутренний слой сформированый гомогенным методом обеспечивает высокую прочность плиты, то есть мы получаем плиты с мелкодисперсной поверхностью и высокой прочностью.
Качество сформированного ковра оказывает значительное влияние не только на механические свойства и качество поверхности, но и на разнотолщинность и равноплотность, коробление плит.
Качество сформированного ковра оценивается из равномерности распределения стружечной массы по её площади. Для этого используется коэффициент вариации.
Коэффициент вариации показывает меру относительного разброса – показатель насыпной плотности от её среднего значения (не более 4-5%).
41. Предпочтительная структура наружных и внутренних слоев древесностружечного ковра
Оптимальной структурой наружных слоев плиты является структура, которая характеризуется таким распределением частиц в пределах толщины слоя, при которой самые мелкие частицы находятся на поверхности слоя, частицы крупнее внутри поверхности, а самые крупные попадают глубоко вплоть до границы контакта с частицами внутреннего слоя.
Плиты с такой поверхностью имеют мелкоструктурную поверхность и плотную крому. Для этого используется 2 принципа фракционирования древесных частиц наружного слоя: пневматическое и механическое фракционирование.
Пневматическое фракционирование WIND-формы
Механическое фракционирование CLASSFORMER

Оптимальная структура внутреннего слоя плиты – структура с равномерным распределением древесных частиц внутри слоя, независимо от их размера, при этом мелкие частицы заполняют пространство между более крупными.
СтП с таким слоем имеют высокие показатели механической прочности. Таким образом, для формирования оптимальной структуры внутреннего слоя применяется гомогенное распределение стружки, т.е. без фракционирования.
SpokeFormer Dieffenbacher – машина. Ок.круто.
Комбинированное разл. Способов формирования по слоям позволяет получить СтП с оптимальной структурой и свойствами, в частности наружные слои, сформированные с фракционированием древесных частиц, обеспечивающих мелкоструктурную поверхность плиты, а внутренние слои, сформированные гомогенно, обеспечивают высокую прочность плиты, в результате имеем плиты с высокой прочностью.