

книги / Металлорежущие станки
..pdfобработки зубьев усилие резания воспринимается торцом оправки, что уменьшает ее вибрацию. Этим способом рекомендуется обрабатывать конические зубчатые колеса большого диаметра и колеса с углом начального конуса более 70°.
Кинематическая схема (рис. П2.8) зубострогального станка 5А26 имеет следующие кинематические цепи, каждая из которых настраивается самостоятельно:
–цепь главного движения (скоростная цепь);
–цепь подач;
–цепь качания люльки;
–цепь обкатки;
–цепь деления нарезаемой заготовки;
–механизм ускоренного отвода и подвода делительной
бабки.
Все кинематические цепи получают движение от электродвигателя мощностью 2,8 кВт с числом оборотов 1420 в минуту. При наладке проворачивание механизмов станка может быть произведено вручную с помощью маховика.
Схемы работы станка 5А26 представлены на рис. 106, 107.
Рис. 106. Схема работы станка 5А26
181

Рис. 107. Схема обработки: 1 – образующая – прямая линия; 2 – направляющая – эвольвента
Выбор кинематической структуры для чистового и чернового зубонарезания выполнен по табл. 6.
|
Таблица 6 |
|
|
Чистовое зубонарезание |
Черновое зубонарезание |
ФV(П1) |
ФV(П1) |
ФS(В2В3) |
ФS(В2В3) |
Д(В4) |
Д(В4) |
Всп(П5) |
Вр(П5) |
Кинематика станка
Кинематическая схема станка (см. рис. П2.8) позволяет реализовывать все кинематические структуры.
1. Цепь главного движения ФV(П1)
Движение ФV(П1) сообщает резцам в суппорте возвратнопоступательное прямолинейное перемещение.
1. Расчетное перемещение
nэл.дв об мин→nдв.х.резц.
мин→nдв.х.резц.
2. Уравнение кинематического баланса nдв.х.резц =1420 1241 BA 1738.
3. Формула настройки
182

A = nдв.х.резц .
B 185
Число двойных ходов резцов nдв.х.резц в минуту определяют из формулы средней скорости резания при возвратно-
поступательном движении резцов, Vср = 2l nдв.х.резц , м мин, где l –
1000
длина хода резцов, мм, откуда
nдв.х.резц =10002lVср дв.ход мин.
мин.
Для настройки гитар скоростей, подач и качания люльки имеется общий набор сменных шестерен (m = 2,5 мм) со сле-
дующими числами зубьев: 20, 24, 26, 28, 32, 35 (2 шт.); 39 (2 шт.); 45 (4 шт.); 48 (2 шт.); 51 (2 шт.); 55 (2 шт.); 58, 62, 64, 66 и 70.
Условия размещения сменных шестерен на гитаре скоро-
стей:
A+ B=90=const.
За счет смены зубчатых колес можно получить 14 ступеней скоростей с числом двойных ходов от 54 до 470 в минуту.
Движение Фv(П1) простое с незамкнутой траекторией, настраивается по четырем параметрам (рис. 108):
1)исходное положение – перемещением резцов вдоль суп-
порта;
2)путь (длина хода) – изменением эксцентриситета пол-
зуна;
3)скорость – гитарой скоростей BA ;
4)направление – реверсированием электродвигателя.
183

Рис. 108. Схема реализации главного движения на станке: 1 – вал IV, барабан; 2 – верхний суппорт; 3 – нижний суппорт
2. Цепь подач
Подачей на станке 5А26 условно называется время, в секундах, затрачиваемое на обработку одного зуба. Величину подачи можно увеличить или уменьшить за счет изменения скорости вращения барабанов подачи БП и управления БУ, за один оборот которых (за 1 цикл) происходят все движения, необходимые для обработки одного зуба.
Барабан подачи на своей цилиндрической поверхности имеет две клиновидные канавки, одна из которых используется для подачи при черновом нарезании зубьев, вторая – при чистовом. В соответствующую канавку вводится ролик кулисы К. Барабан подачи через кулису К и жесткую тягу Т осуществляет автоматический подвод стола с делительной бабкой и заготовкой к резцам при рабочем ходе, а во время холостого хода производит его отвод.
Подача – путь в единицу времени (по дуге начальной окружности),
SР = tL ,
Р
184
где
L= π m zn θ , 360°
tц =tр + tх.х ,
tц = L + L ,
Sр Sх.х
2L= 2π m zn θ →tц, 360°
где tц – время обработки одного зуба (время цикла), tц =(tр + tх.х )→1об.бараб.подач.
1. Расчетные перемещения:
142060tц об.эл.дв.→1об.бараб.подач.
2. Уравнение кинематического баланса:
1об.бараб.подач= 1420tц 12 a1 c1 14 33 1 . 60 41 b1 d1 37 24 44
3. Формула настройки:
a1 c1 =12. b1 d1 tц
3. Цепь деления Д(В4)
Деление заготовки при чистовом зубонарезании производится в период холостого хода люльки, а при черновом – после нарезания междузубовой канавки. При этом обрабатываемая заготовка отводится от резцов барабаном подачи. Давление за-
185

готовки (поворот ее на один или два зуба) осуществляется поворотом корпуса дифференциала на 1 оборот.
Реализуется Д(В4) следующим образом. По команде с барабана управления муфта М5 перемещается вправо и расфиксирует корпус дифференциала, одновременно с этим перемещается вправо фланец Ф. Расположенные на нем ролики входят в пазы мальтийского креста и поворачивают его на 1/2 оборота; при этом корпус дифференциала, связанный с мальтийским крестом передачей 58–29, совершает за это время 1 оборот. Заготовка должна повернуться на 1 зуб (при черновом – на 2). Валу XI сообщается дополнительно 2 оборота и далее через гитару деления на заготовку. Вал VII – распределительный вал за 1 оборот барабана подачи совершит
1 441 2433 =32 об.
От распределительного вала VII → 3222 6021 7720 → M5 →
→Ф(1/2 об.) → 5829 → корпус дифференциала.
Корпус дифференциала совершит 1 оборот, валу XI сообщается 2 дополнительных оборота.
1.Расчетные перемещения:
1об.кор.диф→ 1z об.заг.
2.Уравнение кинематического баланса:
1z об.заг.=1 об.кор.диф iдиф 3627 2626 2626 3624 ba dc 1201 ,
где iдиф =2.
186
Передаточное отношение гитары деления подбирается такой величины, чтобы преобразовать один оборот корпуса дифференциала (или два оборота вала XI) в поворот заготовки на один или два зуба.
3. Формула настройки:
iдел = ba dc = 30z .
Для чернового (двойного) деления: iдел = ba dc = 60z .
Движение Д(В4) – простое и теоретически незамкнутое и должно настраиваться по четырем параметрам. Однако настраи-
вается лишь один параметр: путь – гитарой деления ba dc . Ос-
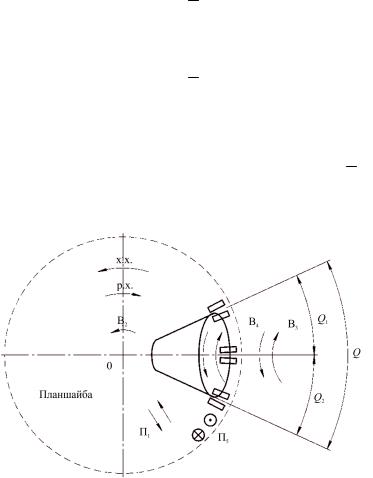
тальные движения постоянные. 4. Цепь качания люльки В2
Рис. 109. Схема качания люльки относительно заготовки
187
Для правильной обкатки воображаемого производящего конического колеса с зубьями обрабатываемого конического колеса люлька должна качаться относительно нулевого положения вверх и вниз на полный угол качания (рис. 109).
θ = θ1 + θ2,
где θ1 – угол качания люльки выше центра; θ2 – угол качания люльки ниже центра.
Полный угол качания θ может быть найден по следующим формулам:
– при α = 20°
|
|
|
353,3 f ''+ 90° |
|
|||
|
|
|
θ = 2 |
|
|
− 0,8 sin(ϕ); |
|
|
|
|
|
z |
|||
|
|
|
|
|
|||
– при α = 15° |
|
|
|||||
|
|
|
458,4 f ''+ 90° |
|
|||
|
|
|
θ = 2 |
z |
− 0,4 sin(ϕ), |
||
|
|
|
|
|
|||
где α – угол зацепления; |
f ′′ – отношение высоты ножки зуба к |
||||||
модулю, |
f ′′ = |
h |
(обычно |
f ′′ = 1,2 ); z – число зубьев обрабаты- |
|||
m |
|||||||
|
|
|
|
|
|
||
ваемого колеса; φ – угол начального конуса нарезаемого колеса. При эксплуатации станка углы θ1 и θ2 подбирают практически такими, чтобы резцы за время качания люльки полностью
обработали боковые поверхности зуба.
За счет этой цепи реализуется движение В2. Ведущее звено в этой цепи вал VIII. При рабочем ходе он вращается в одну сторону, при холостом – в другую. Люлька совершает полный
цикл за 1 оборот Бу (2θ). За это время вал VIII сделает nVII оборотов.
1. Расчетные перемещения:
1 об.бар.управл.→ n об.вала VII.
188

2. Уравнение кинематического баланса: nVII =1 441 2433 =32.
Вал VIII совершает за это время на nVIII оборотов в каждую сторону,
nVII 4020 3030 + nVII 4848 =32,
откуда
nVII = 323 =1023об.
Реверсивная муфта может поворачиваться лишь на целое число поворотов, поэтому 10 оборотов вала VIII расходуется на каждое одинарное качание люльки и 2/3 оборотов – на каждое переключение муфты.
1. Расчетные перемещения конечных звеньев составят:
10об.вала VIII.→ 360θ ° об.люльки.
2.Уравнение кинематического баланса:
θ |
=10 об.вала VIII |
E |
|
42 |
|
27 |
|
1 |
. |
|
360° |
F |
42 |
25 |
162 |
||||||
|
|
|
|
|
3. Формула настройки:
iл = FE = 24θ .
Условия размещения сменных шестерен на гитаре угла качания люльки:
E + F = 90 = const.
При черновом зубонарезании без обкатки люлька закрепляется в нулевом положении с помощью специального замка,
189

надеваемого на ведомый вал IX гитары качания люльки вместо сменной шестерни F.
5. Цепь обкатки В3
Во время зубонарезания люлька с резцами, образующими межзубовую впадину воображаемого плосковершинного производящего колеса, и нарезаемая заготовка должны совершать движение обкатки, т.е. одновременное и согласованное вращение (качание). При повороте воображаемого плосковершинного колеса на один зуб цепь обкатки должна сообщить нарезаемой заготовке поворот тоже на один зуб. Следовательно, расчетные перемещения конечных звеньев этой цепи будут:
1.Расчетные перемещения:
1об.люльки→ 1 об.заг. zЛ z
Для составления уравнения кинематического баланса цепи обкатки необходимо определить число зубьев воображаемого производящего колеса в зависимости от параметров нарезаемого колеса. Пользуясь схемой, изображенной на рис. 121, можно записать
L= |
D0 |
; |
L= |
D |
, |
2cos(γ) |
2sin(ϕ) |
где L – длина образующей начального конуса; D0 – диаметр начальной окружности воображаемого производящего колеса; D – диаметр начальной окружности нарезаемого колеса; φ – половина угла начального конуса нарезаемого колеса; γ – угол ножки зуба нарезаемого колеса.
Поскольку производящее и нарезаемое колеса имеют одну и ту же образующую, то
L= D0( ) = D( ),
2cos γ 2sin ϕ
190