

книги / Процессы обработки заготовок В. А. Бахвалов. Слесарная обработка
.pdfпользовании механизированным инструментом повышается в 4–5 раз. На рис. 36, б показана обработка крупной заготовки пневматическими рубильными молотками двумя рабочими одновременно.
Рис. 36. Приемы работы рубильными молотками: а – движение инструмента; б – работа вдвоем
Контрольные вопросы
1.Как затачивают слесарное зубило и крейцмейсель для рубки различных материалов?
2.Как влияют угол заострения, задний и передний углы инструмента на процесс рубки?
3.Какие инструменты применяют при механизированной рубке материалов?
4.Перечислите существующие приемы рубки материалов.
41

3.РЕЗКА ЗАГОТОВОК
3.1.Общие сведения о резке заготовок
Резка (резание) материала – это операция разделения материала на части. В зависимости от формы и размера заготовок резку осуществляют вручную – ручными ножницами, ножовками, рычажными ножницами или механическим способом – при помощи механических ножовок, дисковых пил и др.
Трубы вручную режут ножовкой или труборезом, а механическим способом – на специальном оборудовании (станках).
Сущность процесса резания листового материала ножницами заключается в отделении частей материала под давлением пары режущих ножей (лезвий). Разрезаемый лист помещают между верхним и нижним ножами. Верхний нож, опускаясь, давит на материал заготовки и разрезает его. Большое давление, испытываемое режущими лезвиями ножей, требует большого угла заострения каждого из режущих лезвий. Чем тверже материал заготовки, тем больше должен быть угол заострения. Для резки мягких материалов, например меди, он равен 65о, для резки материалов средней твердости – 70–75о, а для твердых материалов, например стали, – 85о. Для уменьшения трения режущих лезвий о разрезаемый материал им придаютнебольшой заднийугол– от1,5 до3о(рис. 37).
Рис. 37. Элементы режущих лезвий ножниц
42

Ножи для резки материала изготавливают из стали 65, 70, У7, У8. Режущие лезвия ножей калят с последующим отпуском до твердости HRC 52–58. Боковые поверхности режущих лезвий для обеспечения острой режущей кромки должны быть прошлифованы и доведены.
3.2. Резка листовых заготовок ножницами
Ручные ножницы применяют для разрезания листового материала: стали толщиной 1,0 мм, а цветных металлов и сплавов толщиной до 1,5 мм. Ручные ножницы изготавливают с прямыми (рис. 38, а, б) и кривыми (рис. 38, в) режущими лезвиями.
Рис. 38. Ручные ножницы
Длина ручных ножниц составляет 200, 250, 320, 360 и 400 мм, длина режущей части (от острых концов до шарнира) соответст-
венно 55–65, 70–82, 90–105, 100–120 и 110–130 мм.
43
В зависимости от расположения кромок режущих лезвий различают правые и левые ножницы. У правых ножниц (верхний нож находится слева) скос режущей части каждой половинки находится с правой стороны (рис. 39, а), а у левых – с левой стороны (рис. 39, б). Правыми ножницами режут по левой кромке листа (по часовой стрелке), и на размеченном листе все время видна риска (см. рис. 39, а). Левыми ножницами режут против часовой стрелки (см. рис. 39, б), и, чтобы видеть риску, левой рукой отгибают отрезаемую часть листа, перекладывая его через правую руку, что не совсем удобно. Поэтому чаще всего пользуются правыми ножницами. Левые ножницы используют для вырезания криволинейных заготовок. Внутренние криволинейные контуры вырезают ножницами с изогнутыми узкими режущими кромками, например при вырезании отверстия в трубе (рис. 39, в). При работе ножницы держат в правой руке. Большой палец кладут на верхнюю ручку ножниц (рис. 39, г), а указательным, средним и безымянным пальцами захватывают нижнюю ручку. Мизинец находится между ручками ножниц, им раздвигают ножницы.
Ножницы располагают так, чтобы верхнее лезвие находилось над разметочной линией (риской). Наиболее благоприятный угол раскрытия ножниц – около 30о, при большем угле материал не режется, а выдавливается. Наименьшее усилие при резке обеспечивается глубоким положением листа в зеве ножниц. Режущие лезвия ножниц должны быть прямолинейными, остро заточенными и сходиться по всей линии. Зазор между лезвиями верхнего и нижнего ножей не должен превышать 0,02 мм. При большем зазоре ножницы не режут, а мнут листовой материал, и рез получается с заусенцами. При отсутствии зазора между лезвиями возникает большое трение лезвий, ведущее к их быстрому затуплению.
Для резки листовой стали до 3 мм, прутков, болтов и шпилек диаметром до 8 мм применяют малогабаритные силовые ножницы (рис. 40).
44

Рис. 39. Резание ручными ножницами: а – правыми;
б– левыми; в – вырезание внутреннего контура;
г– положение ножниц в руке рабочего
Рис. 40. Малогабаритные силовые ножницы
45
Для резки рукоятку 1 закрепляют в тисках, а за рукоятку 8 приводят ножницы в действие. Рабочая рукоятка 8 представляет собой систему двух последовательно соединенных рычагов. Первый рычаг 6, на одном плече которого закреплен нож 4, соединен при помощи винта с рукояткой 1. Второе плечо рычага 6, являющееся у обычных ножниц рукояткой, выполнено укороченным и заканчивается шарниром 7, или собственно рукояткой ножниц. Концевым шарниром рукоятка 8 при помощи двухшарнирного звена 2 соединена с рукояткой 1. Эта система рычагов увеличивает усилие резания примерно в 2 раза по сравнению с обычными ножницами таких же габаритов. Ножи ножниц сменные и прикреплены к рычагам на потайных заклепках.
Ручные рычажные ножницы (рис. 41) применяют для разре-
зания листовой стали толщиной до 4 мм, а алюминия и латуни до 6 мм. Верхний шарнирно закрепленный нож 1 – неподвижный. Ножи изготавливают из стали У8 и калят с последующим отпуском до твердости HRC 52–60. Углы заострения режущих лезвий составляют 75–85о. Перед работой проверяют, смазаны ли движущиеся части, плавно ли ходит рычаг, отсутствует ли зазор между режущими кромками лезвий верхнего и нижнего ножей.
При резании материала правой рукой обхватывают рукоятку рычага 2 и плавно перемещают его в верхнее положение, при этом верхний нож 3 поднимается вверх.
Затем укладывают лист 4 так, чтобы левая рука удерживала его в горизонтальном положении, а линия реза находилась в поле зрения рабочего и совпадала с лезвием верхнего ножа 3.
Движением правой руки опускают рычаг с ножом 3 вниз до тех пор, пока часть материала листа 4 не будет прорезана, после этого рычаг с ножом 3 перемещают в верхнее положение. Далее левой рукой лист 4 продвигают по риске вдоль режущей кромки ножа 3 и повторяют прием резания, и так до полного разрезания листа. Ручные рычажные ножницы обеспечивают получение реза без вмятин, прорезов и заусенцев.
46
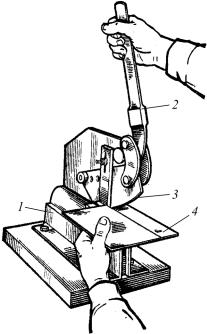
Рис. 41. Ручные рычажные ножницы: 1 – нижний нож; 2 – рычаг; 3 – верхний нож; 4 – разрезаемый лист
Рычажные маховые ножницы (рис. 42) широко используют для разрезания листов материала толщиной до 2,5 мм с пределом прочности 45–50 кГс/мм2 (сталь, дюралюминий и др.). Этими ножницами режут листы значительной длины и ширины. Рычажные ножницы имеют чугунную станину 1 и стол 2. В стол 2 встроен нижний неподвижный нож 8, а верхний подвижный нож 5 с криволинейной режущей кромкой закреплен в держателе 6. Верхний нож 5 имеет противовес 7, уравновешивающий держатель 6 с закрепленным в нем ножом 5. Размер отрезаемых заготовок намечается предварительной разметкой (рисками) или ограничивается регулируемым упором 10, для чего упор 10 сначала устанавливают на требуемом расстоянии от режущей кромки нижнего неподвижного ножа. Разрезаемый лист 3 плотно прижи-
47
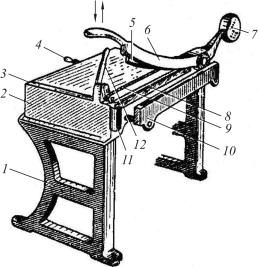
мают к упору 10, а другой кромкой лист 3 прижимают к пружинному упору 11. После этого поворотом рукоятки 12 от себя лист плотно прижимают сверху прижимной планкой 9 и, опуская верхний нож 5 с держателем 6, разрезают заготовку. Держатель 6 при опускании вниз упирается в пружинный упор 11. Переустановку упора осуществляют за счет рукоятки 4.
Рис. 42. Рычажные (маховые) ножницы: 1 – станина; 2 – стол; 3 – лист; 4 – рукоятка регулирования упора; 5 – подвижный нож; 6 – держатель ножа; 7 – противовес; 8 – неподвижный нож; 9 – прижимная планка; 10 – упор; 11 – пружинный упор; 12 – рукоятка регулирования планки 9
Ручную ножовку применяют для разрезания толстых листов полосового материала и профильных заготовок, а также для резания шлицев, пазов, обрезки и вырезки заготовок по контуру. Ручная ножовка (рис. 43, а) состоит из стальной рамки (станка) 2 и ножовочного полотна 4. На одном конце рамки имеются хвостовик с ручкой 6 и неподвижной головкой 5, а на другом конце рамки имеются подвижная головка 3 и натяжной винт с барашковой гайкой 1 для натяжения полотна 4. В головках 5 и 3 имеются
48
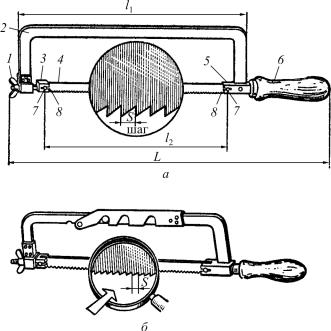
прорези 8. В эти прорези вставляют полотно 4, которое крепят штифтами 7 и натягивают гайкой 1. Рамки ножовок изготавливают цельными (см. рис. 43, а) и раздвижными (рис. 43, б).
Ножовочное полотно представляет собой тонкую и узкую стальную полосу с зубьями на одном из ребер. Ножовочные полотна изготавливают из быстрорежущей стали Р9, Р18 или из инструментальной легированной стали Х6ВФ. Ножовочные полотна подвергают закалке и отпуску до твердости HRC 61–64. Каждый зуб ножовочного полотна имеет форму клина. Условия работы ножовочного полотна существенно отличаются от условий работы резца при точении. При резке заготовки большой ширины ножовкой делают пропилы значительной длины, в которых каждый отдельный зуб ножовочного полотнаснимает стружку в форме запятой.
Рис. 43. Ручная ножовка: а – с цельной рамкой; б – с раздвижной рамкой
49
Эта стружка не имеет свободного выхода из пропила и должна умещаться в пространстве между двумя соседними зубьями (в стружечном пространстве) до выхода зуба из пропила. Объем стружечного пространства ножовочного полотна зависит от формы зуба и в большей степени от шага зубьев, т.е. от расстояния от острия одного зуба ножовочного полотна до соседнего зуба. В связи с этим для обработки различных материалов применяют ножовочные полотна с разным шагом зубьев: для мягких и вязких материалов (медь, латунь) применяют ножовочные полотна с шагом зубьев 0,8–1,0 мм; для обработки твердых материалов (сталь, чугун) – 1,25 мм; для мягких сталей – 1,6 мм.
Для предотвращения заклинивания ножовочного полотна в пропиле производят разводку зубьев ножовочного полотна. Полотна с шагом зуба 0,8–1,0 мм разводят два-три зуба вправо и два-три зуба влево, при этом образуется волнистая линия, или так называемая гофрированная разводка. Ножовочное полотно с такой разводкой быстро изнашивается и не обеспечивает высокой производительности обработки. Ножовочные полотна с шагом зубьев более 1,0 мм разводят по зубу: один зуб отгибают вправо, соседний зуб отгибают влево; разводят через зуб – один зуб отгибают вправо, второй зуб не разводят, третий зуб отгибают влево; разводят два смежных зуба – первый второй зубья отгибают вправо, третий зуб не разводят, четвертыйи пятый зубья отгибают влево.
Ножовочные полотна для ручных ножовок выпускают длиной 350 и 400 мм, шириной 13 мм и толщиной 1 мм. Машинные ножовочные полотна изготавливают длиной 350, 400, 450 и 600 мм, шириной 25, 32, 40 и 50 мм. Кроме того, в настоящее время изготавливают «бесконечные» ножовочные полотна (при работе концы этих полотен соединяют в «бесконечное» кольцо).
При работе ручной ножовкой следует стоять у тисков прямо, свободно и устойчиво, вполоборота (45о по отношению к губкам тисков или оси обрабатываемой заготовки). Левую ногу выставляют немного вперед. Упор делают на левую ногу, правая нога воспринимает всю тяжесть тела. Ступни располагают под углом 45о одна к другой.
50