

книги / Процессы обработки заготовок В. А. Бахвалов. Слесарная обработка
.pdfзаемой части стержня. Для обеспечения врезания плашки на верхнем конце стержня снимают фаску (рис. 107).
Затем на стержень накладывают закрепленную в специальном воротке, получившим наименование клупп, плашку. С небольшим нажимом вращают клупп так, чтобы плашка врезалась примерно на 1–2 нитки в стержень. После этого нарезаемую часть стержня смазывают маслом или другой СОТС и вращают клупп с равномерным давлением на обе ручки точно так, как при работе метчиком, т.е. 1–2 оборота плашки на врезание и полоборота плашки в противоположную сторону.
Рис. 107. Нарезание резьбы плашкой:
а – стержень с фаской; б – процесс нарезания резьбы
Для предупреждения брака и исключения поломки зубьев плашки необходимо следить за перпендикулярным положением плашки относительно оси стержня: плашка должна врезаться в материал стержня без прекоса.
По окончанию процесса нарезания наружной резьбы плашку свинчивают со стержня, вынимают из клуппа, очищают от стружки, тщательно протирают и смазывают маслом.
Рекомендации по применению СОТС при нарезании наружной резьбы плашками не отличаются от рекомендаций по применению СОТС при нарезании внутренней резьбы метчиками.
121
9.4. Механизация нарезания резьбы
Нарезание резьбы вручную является трудоемкой и малопроизводительной операцией, поэтому следует стремиться к применению средств механизации.
Для механизации процесса нарезания резьбы в крупногабаритных деталях, а также при ремонтных работах, монтаже и сборке применяют специальные ручные, механизированные инструменты: электрические и пневматические резьбонарезатели; электрические и пневматические дрели, оснащенные специальными насадками для нарезания резьбы.
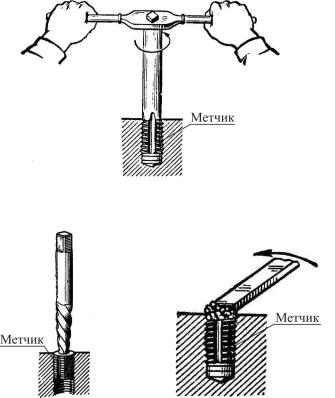
9.5. Способы удаления сломанных метчиков из отверстий
При поломке метчик удаляют из отверстия одним из следующих способов:
1)если из отверстия торчит обломок метчика, выступающую часть метчика захватывают плоскогубцами или ручными тисочками и выворачивают обломок метчика из отверстия;
2)при отсутствии выступающей части метчика в канавки метчика продевают концы согнутой вдвое проволоки и выворачивают обломок метчика при ее помощи;
3)если небольшой обломок метчика не удается вывернуть при помощи проволоки, метчик разламывают на мелкие куски закаленным пробойником, напоминающим керн, и мелкие куски метчика извлекают изотверстияпри помощипинцета илисжатого воздуха;
4)когда сломан метчик из быстрорежущей стали, деталь с обломком метчика нагревают в муфельной или нефтяной печи и дают ей остыть вместе с печью; отожженный этим способом метчик высверливают;
5)если сломан метчик из углеродистой стали, поступают следующим образом: деталь вместе с обломком метчика нагревают докрасна, затем медленно охлаждают и после охлаждения высверливают застрявшую в отверстии часть метчика;
122
6) если деталь большая и нагрев всей детали вызывает определенные трудности, применяют следующие способы:
–при помощи специальной оправки (рис. 108), имеющей на торце три или четыре выступа, которыми оправка входит в канавки метчика; поворачивая оправку при помощи воротка за квадрат на конце хвостовика оправки, выворачивают обломок метчика из отверстия;
–при помощи специального зенкера (рис. 109);
–путем наплавки (наращивания) электродом хвостовика на обломок метчика (рис. 110);
Рис. 108. Удаление поломанного метчика специальными воротками
Рис. 109. Удаление сломанного |
Рис. 110. Удаление поломанного |
метчика зенкером |
метчика приваркой хвостовика |
123
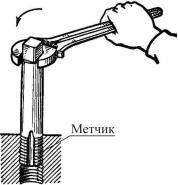
Рис. 111. Удаление поломанного метчика ключом
– при помощи ключа, надеваемого на квадратный конец специальнойоправки, приваренной кполоманному метчику (рис. 111).
9.6. Брак при нарезании резьбы и способы его устранения
Виды брака при нарезании резьбы и способы его устранения приведены в табл. 5.
|
|
Таблица 5 |
Брак при нарезании резьбы и способы его устранения |
||
|
|
|
Вид брака |
Причина появления |
Способ устранения |
Рваная резьба |
Тупой метчик или плашка |
Заменить инструмент |
|
Неудовлетворительное |
|
|
охлаждение |
Увеличить подачу СОТС |
|
Перекосметчикаилиплашки |
|
|
относительно отверстия |
Правильно установить инст- |
|
|
румент, не допускать перекоса |
Тупая резьба |
Большой диаметр просверлен- |
Правильно подбирать диаметр |
|
ного отверстия под резьбу или |
сверла и метчик (плашки) |
|
мал диаметр стержня |
Заменить инструмент, выбрать |
|
Малы передний и задний |
|
|
углы сверла |
с учетом обрабатываемого |
|
Высокая вязкость материала |
материала |
124
|
|
Окончание табл. 5 |
|
|
|
Вид брака |
Причина появления |
Способ устранения |
Неточный |
Малая величина переднего |
|
профиль |
угла метчика или плашки |
Заменить инструмент |
резьбы |
Недостаточнаядлиназаборного |
|
|
конуса |
|
|
Тупой или неправильно |
|
|
заточенный инструмент |
|
|
Несоответствие СОТС |
Применить соответствующую |
|
обрабатываемому материалу |
СОТС |
|
Чрезмерно высокая скорость |
Обеспечить рациональную |
|
резания |
скорость резания |
Ослабленная |
Разбивание резьбы метчиком |
Установитьметчикбезперекоса |
резьба |
вследствие его неправильной |
|
|
установки |
Устранитьбиениеинструмента |
|
Биение инструмента |
|
|
Применение повышенных |
Оптимизировать скорость |
|
скоростей резания |
резания |
Тугая резьба |
Диаметр инструмента |
Применять инструмент |
|
не соответствует заданному |
необходимого диаметра |
|
диаметру резьбы |
|
Конусность |
Неправильноевращениеметчика |
Правильноустанавливатьметчик, |
резьбы |
(разбивание верхней части |
аккуратноработатьметчиком |
|
отверстия) |
|
Поломка |
Защемление стружки при |
Периодически выводить |
метчика |
вывертывании метчика |
метчик из отверстия |
|
Заниженный диаметр |
для удаления стружки |
|
Применять сверла требуемого |
|
|
отверстия под резьбу |
диаметра |
Срыв резьбы |
Диаметр просверленного |
Применять сверло требуемого |
|
отверстия под резьбу меньше |
диаметра |
|
требуемого |
Заменить метчик |
|
Затупившийся метчик |
|
|
Стружка забивается в канавках |
Периодическивыводитьметчик |
|
метчика |
изотверстиядляудалениястружки |
Контрольные вопросы
1.Чем отличается конструкция конических метчиков от цилиндрических? Каково назначение конических метчиков?
2.Как выбрать диаметр отверстия под резьбу?
3.Какие правила надо выполнять при нарезании резьбы метчиком?
4.Какую СОТС применяют при нарезании резьбы в различных материалах?
125
10.КЛЕПКА ЗАГОТОВОК
10.1.Общие сведения о процессе клепки
Клепкой называют процесс создания неподвижного соединения двух или более заготовок (деталей) при помощи заклепок.
Клепаные соединения имеют ряд существенных недостатков, основными из которых являются увеличение веса клепаных конструкций, ослабление деталей в местах образования отверстий под заклепки, сложность и трудоемкость технологического процесса, большое число операций, значительный шум и вибрации при клепке, вредно влияющие на организм человека. Поэтому клепаные соединения в настоящее время, как правило, заменяют сварными соединениями. Однако заклепочные соединения, хотя и в меньшей степени, применяют при изготовлении металлических строительных конструкций, ферм, рам, балок, слесарномонтажного инструмента, особенно для конструкций, работающих при высоких температурах и давлениях.
Процесс клепки состоит из следующих основных операций:
–образование отверстия под заклепку сверлением или пробивкой;
–образование гнезда под закладную заклепку при потайной клепке;
–вставка заклепок в отверстие;
–образование расклепыванием замыкающей головки заклепки. Клепку подразделяют на холодную, выполняемую без нагре-
ва, и горячую, при которой стальные заклепки перед вставкой в отверстия нагревают до 1000–1100 оС. Заклепки диаметром до 8 мм клепают только в холодном состоянии, диаметром 8–12 мм клепают как в холодном, так и в горячем состоянии. Заклепки диаметром более 12 мм клепают только в горячем состоянии.
Ручную клепку производят только в холодном состоянии, без нагрева заклепок, которые представляют собой металлический стержень с головкой (закладкой) на одном конце.
126

По форме применяемые в производстве заклепки можно подразделить так:
–с полукруглой высокой головкой (рис. 112, а) диаметром 2–36 мм и длиной 2–180 мм;
–с полукруглой низкой головкой (рис. 112, б) диаметром 2–10 мм и длиной 4–50 мм;
–с плоской головкой (рис. 112, в, слева) диаметром 2–36 мм
идлиной 4–180 мм и диаметром 2–36 мм и длиной 4–180 мм
(рис. 112, в, справа);
–с потайной головкой (рис. 112, г) диаметром 1–36 мм;
–с полупотайной головкой (рис. 112, д) диаметром 2–36 мм
идлиной 3–210 мм.
Рис. 112. Виды заклепок: а – с полукруглой высокой головкой;
б– сполукруглойнизкойголовкой; в– сплоскойголовкой; г– спотайной головкой; д – с полупотайной головкой; е – взрывная двухкамерная
Эти типы заклепок изготавливают из конструкционных углеродистых, легированных и нержавеющих сталей, а также из цветных металлов и сплавов. Как правило, заклепки изготавливают из такого же материала, что и соединяемые детали. В противном случае весьма великавероятностькоррозиииразрушенияместасоединения.
Наиболее широкое применение получили заклепки с полукруглой головкой.
127
Заклепки взрывные (рис. 112, е) имеют на свободном конце углубление (камеру), заполненное взрывчатым веществом, которое защищено от действия влаги слоем лака. Взрывные заклепки изготавливают диаметром 3,5; 4; 5 и 6 мм из проволоки марки Д18П длиной 6–20 мм.
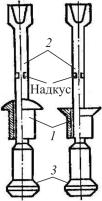
Заклепки с сердечником (рис. 113) имеют полый стержень (пистон) 1, в который помещен сердечник 2 с утолщенной частью 3 на конце.
При втягивании сердечника утолщенная часть «раздает» конец стержня заклепки, образуя замыкающую головку. Сердечник откусывают, после чего соединение становится неразъемным. Эти заклепки выпускают диаметром 3,5–5 мм с полукруглой или потайной головкой и используют только для соединения деталей работающихпринезначительнойнагрузке.
Один или несколько рядов заклепок, расположенных в определенном порядке для обеспечения неразъемного соединения заготовок (деталей), называют заклепочным швом. В зависимости от характеристики и назначения заклепочные швы подразделяют на прочные, плотные и прочно-плотные.
Прочные швы применяют для получения соединений повышенной прочности, которая достигается несколькими рядами заклепок. Плотные швы применяют для получения плотной и герметичной конструкции. Соединения плотным швом обычно выполняют холодной клепкой. Прочно-плотные швы применяют для получения герметичной и одновременно прочной конструкции. Прочно-плотные швы выполняют горячей клепкой.
В зависимости от расположения соединяемых заготовок различают:
– соединения внахлестку (рис. 114, а), в которых край одного листа накладывают на край другого листа;
128
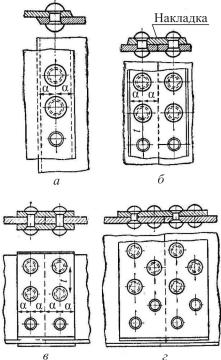
– соединения встык, которые характеризуются тем, что соединяемые заготовки своими торцами плотно примыкают друг к другу и соединяются посредством одной (рис. 114, б) или двух (рис. 114, в) накладок.
Рис. 114. Виды заклепочных швов: а – однорядный внахлестку; б – однорядный встык с одной накладкой; в – однорядный встык с двумя накладками; г – двухрядный с шахматным расположением заклепок встык с одной накладкой
В заклепочном соединении заклепки могут быть расположены в один, два и более рядов. По этому признаку заклепочные швы делят на однорядные, двухрядные, многорядные, параллельные и шахматные (рис. 114, г).
129

10.2. Инструменты и приспособления для клепки
При ручной клепке в качестве инструмента применяют слесарные молотки, обжимки, натяжки и чеканки.
Слесарные молотки имеют квадратный боек. Массу молотка выбирают в зависимости от диаметра заклепки (табл. 6).
|
|
|
|
|
|
Таблица 6 |
||
|
|
Масса молотков для клепки |
|
|
||||
|
|
|
|
|
|
|
|
|
Диаметр |
2 |
2,5 |
3 |
3,5 |
4 |
5 |
6–8 |
|
заклепки, мм |
||||||||
|
|
|
|
|
|
|
||
Масса |
100–150 |
150–200 |
200–300 |
300–350 |
350–400 |
400–450 |
450–500 |
|
молотка, г |
||||||||
|
|
|
|
|
|
|
||
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склепываемых заготовок и диаметра стержня заклепки, а также от метода клепки (прямой или обратный метод). Масса поддержки должна быть в 3–5 раз больше массы молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы.
Натяжка представляет собой бородок с отверстием на конце. Диаметр отверстия обычно делают на 0,2 мм больше диаметра стержня заклепки.
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, достигаемой обжатием (подчеканкой) замыкающей головки и края листа.
10.3. Основные методы и приемы клепки
Независимо от применяемых инструментов и приспособлений склепываемые заготовки располагают таким образом, чтобы закладные головки заклепок находились сверху. Это позволяет вставлять заклепки предварительно.
130