

книги / Процессы обработки заготовок. Хонингование
.pdfсопределенным усилием к обрабатываемой поверхности, а в рабочую зону обильно подают смазочно-охлаждающую жидкость для обеспечения в зоне хонингования (между рабочими поверхностями хонинговальных брусков и обрабатываемой поверхностью) смазоч- но-охлаждающей технологической среды (СОТС). Наиболее часто применяемые при хонинговании наружных поверхностей вращения СОТС описаны в п. 1.4 настоящего пособия
Хонингование наружных поверхностей вращения можно осуществлять как при помощи хонинговальных головок, которые обеспечивают постоянное давление хонинговальных брусков на обрабатываемую поверхность при помощи гидравлических и пневматических устройств, или тарированных пружин, так и с использованием хонинговальных головок с нормированной подачей хонинговальных брусков на врезание (с дозированным перемещением брусков). В обоих случаях обеспечивается равномерное удаление материала
споверхности заготовки.
После достижения размеров заготовки в соответствии с чертежом отключают подачу СОТС, вращение детали и возвратнопоступательное перемещение хонинговальной головки, деталь освобождают от закрепления и снимают со станка.
Значительно реже, чем на станках токарной группы, хонингование наружных поверхностей вращения осуществляют на суперфинишных станках с выключенным осциллирующим движением или на круглошлифовальных станках. Более подробно процесс хонингования наружных поверхностей вращения будет рассмотрен далее в п. 2 настоящего пособия.
Хонингование отверстий производят на специальных хонинговальных станках. В настоящее время создано и эксплуатируется на машиностроительных предприятиях большое количество моделей хонинговальных станков отечественного и зарубежного производства.
В зависимости от конструктивных особенностей хонинговальные станки для обработки отверстий различают по следующим показателям:
11
–по расположению шпинделя. Чаще всего при хонинговании применяют станки с вертикальным расположением шпинделя (вер- тикально-хонинговальные станки) и станки с горизонтальным расположением оси шпинделя (горизонтально-хонинговальные станки)
иочень редко применяют хонинговальные станки с наклонным расположением оси шпинделя;
–по числу шпинделей(соднимили несколькими шпинделями);
–по степени автоматизации.
При небольшом объеме работ применяют станки с ручным механическим управлением. При больших объемах производства для повышения производительности труда целесообразно использовать автоматические или полуавтоматические модели.
Достаточно широкое применение на машиностроительных заводах нашли модели вертикально-хонинговальных станков (с вертикальным расположением оси шпинделя).
Вертикально-хонинговальные станки – это станки с верти-
кальным расположением шпинделя. Вертикально-хонинговальные станки, как правило, имеют один шпиндель (станки с несколькими шпинделями выпускают в незначительном количестве). Станкостроительные заводы им. М.В. Фрунзе (г. Майкоп и г. Краснореченск) и им. В.И. Ленина (г. Стерлитамак) выпускают станки с механическим ручным управлением мод. ОФ-38Б, ОФ-35А, ЗМ82, ЗМ83, ЗМ83, ЗГ826, ЗГ833, ЗБ833, ЗН84 и полуавтоматы мод. ЗК823, ЗК833, 3К843. Иностранные фирмы, в том числе фирмы NAGEL, PLAGER, GEHRING (Германия), SUNNEN (США) и др., осуществляют выпуск современных высокоточных вертикально-хонинговальных станков, которые успешно применяются на многих предприятиях различных отраслей отечественного машиностроения.
На рис. 1.1 приведены фотографии вертикально-хонинговаль- ных станков с механическим ручным управлением (см. рис. 1.1, а) и полуавтомата (см. рис. 1.1, б).
Конструктивно вертикально-хонинговальные станки представляют собой производственный комплекс, состоящий из станины, системы технологической оснастки для установки и закрепления
12

заготовки, шпиндельного блока и штифта для монтажа обрабатывающего инструмента – хонинговальной головки с абразивными, эльборовыми или алмазными брусками.
а |
б |
Рис. 1.1. Вертикально-хонинговальный станок:
а – с механическим ручным управлением; б – полуавтомат
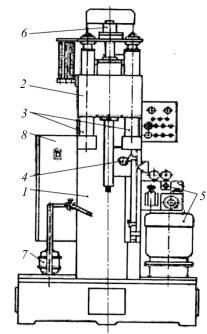
На рис. 1.2 показано расположение компонентов вертикальнохонинговального станка.
Вертикально-хонинговальные станки отечественных и зарубежных фирм конструктивно существенно не различаются, но на некоторых вертикально-хонинговальных станках иностранных фирм, используемых на отечественных машиностроительных заводах, например, на станках фирм Nagel и Gehring (Германия), применяют дополнительную тонкую фильтрацию СОТС через бумажное полотенце.
Во время работы заготовка остается неподвижной, а вращается штифт с закрепленной на нем хонинговальной головкой. При этом
13
он и связанная с ним хонинговальная головка совершают не только вращательные, но и возвратно-поступательные движения вдоль оси заготовки. Такой принцип способствует равномерному удалению материала с обрабатываемой поверхности заготовки. Основной вращательный момент передается на вал шпинделя станка от электродвигателя. Для возвратно-поступательного движения чаще всего применяют гидроцилиндры. Хонингование производят с обязательным применением СОТС. Составы СОТС, наиболее часто используемые при хонинговании отверстий на вертикально-хонинговаль- ных станках, приведены в п. 1.4.1 настоящего пособия.
Рис. 1.2. Расположение компонентов вертикально-хонинговального станка: 1 – основание станка; 2 – привод вращения шпинделя; 3 – гидроцилиндр; 4 – механизм управления станком; 5 – гидросистема (гидроузлы) станка; 6 – цилиндр разжима хонинговальной головки; 7 – система подачи и очистки СОТС; 8 – электрооборудование станка
14
Вертикально-хонинговальные станки снабжены специальным механизмом (гидроцилиндром разжима хонинговальных брусков хонинговальной головки), создающим осевое усилие заданной величины на шток, сопрягаемый с разжимными конусами хонинговальной головки. За счет постоянного осевого давления на штоке станка хонинговальные бруски прижимаются к обрабатываемой поверхности, и хонингование осуществляется с заданным давлением хонинговальных брусков на обрабатываемую поверхность заготовки. Следует отметить, что при полном контакте хонинговальных брусков с обрабатываемой поверхностью отверстия давление, приходящееся на единицу рабочей поверхности хонинговальных брусков, будет постоянным. Однако при перебеге хонинговальных брусков (выходе части хонинговальных брусков за пределы обрабатываемой поверхности) давление, приходящееся на единицу поверхности хонинговальных брусков, будет увеличиваться при увеличении перебега, а затем при уменьшении перебега – уменьшаться.
Хонингование отверстий на вертикально-хонинговальных станках с постоянным осевым давлением на штоке станка, сопрягаемым с разжимным конусом хонинговальных брусков, на обрабатываемую поверхность отверстия осуществляют следующим образом.
Устанавливают и закрепляют заготовку на столе станка. Устанавливают требуемые режимы хонингования, а именно: число оборотов шпинделя, протяженность и скорость возвратно-поступатель- ного перемещения хонинговальной головки. Затем вводят хонинговальную головку в отверстие заготовки, включают подачу СОТС, раздвигают хонинговальные бруски до касания с поверхностью отверстия, включают вращение и возвратно-поступательное перемещение хонинговальной головки и устанавливают необходимое давление хонинговальных брусков на обрабатываемую поверхность. После достижения требуемого размера отверстия отключают давление хонинговальных брусков на поверхность, выключают вращение и возвратно-поступательное перемещение хонинговальной головки, подачу СОТС и сводят хонинговальные бруски. После этого хонинговальную головку выводят из отверстия детали. Деталь освобождают от зажима и снимают со станка.
15
Современные вертикально-хонинговальные станки не имеют механизма нормированной (заданной) радиальной подачи раздвижки хонинговальных брусков на врезание (с дозированным перемещением брусков) на каждый двойной ход хонинговальной головки.
Для работы на вертикально-хонинговальных станках с дозированным перемещением хонинговальных брусков необходимо применять специальные хонинговальные головки более сложной конструкции или производить модернизацию хонинговального станка, обеспечивающую дозированное перемещение штока, сопрягаемого с конусом хонинговальной головки.
Хонингование отверстий на вертикально-хонинговальных станках с дозированным перемещением хонинговальных брусков на каждый двойной ход хонинговальной головки производят аналогично хонингованию с постоянным давлением хонинговальных брусков на обрабатываемую поверхность. Отличие заключается в том, что вместо механизма, обеспечивающего постоянное давление хонинговальных брусков, включают механизм дозированного раздвижения хонинговальных брусков на каждый двойной (воз- вратно-поступательный) ход хонинговальной головки.
Более подробно процесс хонингования отверстий на верти- кально-хонинговальных станках рассмотрен в п. 3 настоящего пособия.
На существующих вертикально-хонинговальных станках, в зависимости от их габаритов, можно обрабатывать поверхности вращения цилиндрических и конических отверстий диаметрами от 4,3 до 203,2 мм с протяженностью отверстия вдоль оси до 2000 мм. Габариты вертикально-хонинговальных станков для обработки отверстий заготовок протяженностью более 2000 мм не вписываются (не
входят) по |
высоте |
в стандартные |
производственные |
помещения |
(требуется |
создание |
специальных |
производственных |
помещений |
с чрезвычайно высокими потолками). |
|
|||
Для хонингования отверстий |
диаметром от 50 |
до 500 мм |
||
и протяженностью от 2000 до 12 000 мм применяют горизонталь-
но-хонинговальные станки.
16

На крупных отечественных машиностроительных заводах хонингование глубоких отверстий осуществляют на горизонтальнохонинговальных станках Рязанского станкостроительного завода (ООО «РСЗ») и на станках иностранных фирм, например, Nagel, Plager и Gehring (Германия), Toyo (Япония), Kadio, Gleason, Rottler, Shanghai Honing Machinery (США) и Robbi (Италия).
ООО«РСЗ» производит горизонтально-хонинговальные станки
свертлюжным приводом (вертлюжной бабкой). Эта организация проектирует и изготавливает крупногабаритные горизонтальнохонинговальные станки по техническим заданиям машинострои-
тельных заводов (ПАО «Мотовилихинские заводы», Пермь, ПАО «Машиностроительный завод», Н. Новгород, ПАО «Баррикады», Волгоград), ООО «РСЗ» выпустило целую гамму моделей го- ризонтально-хонинговальных станков, включая мод. РТ-59, РТ-520,
РТ-621 и РТ-61409.
На рис. 1.3 и 1.4 приведены фотографии горизонтально-хонин- говальных станков фирмы Robbi (Италия) и ООО «РСЗ» мод.
РТ-61409.
Рис. 1.3. Горизонтально-хонинговальный станок фирмы Robbi (Италия)
Компоновка узлов отечественных и зарубежных горизонталь- но-хонинговальных станков практически идентична.
На рис 1.5 представлена компоновка горизонтально-хонинго- вального станка.
17
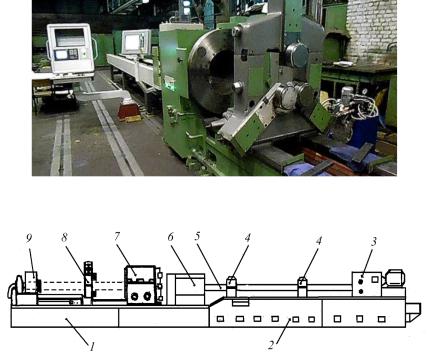
Рис. 1.4. Горизонтально-хонинговальный станок мод. РТ-61409
Рис. 1.5. Схема компоновки горизонтально-хонинговального станка
Горизонтально-хонинговальные станки имеют: станину изделия – 1, стеблевую станину – 2, стеблевую бабку – 3, стеблевые стойки – 4, стебель – 5 (с хонинговальной головкой), приемник СОТС – 6 с направлением стебля – 5, вертлюжную бабку – 7 (с механизированным патроном для закрепления изделия), кольцевой люнет – 8 (опора изделия), маслоприемник с центрирующей стойкой – 9.
Механизмы (узлы) горизонтально-хонинговальных станков обеспечивают вращение и возвратно-поступательное перемещение стебля, а также встречное вращение заготовки от вертлюжной бабки. На конце стебля установлена хонинговальная головка с абразивными, эльборовыми или алмазными брусками, а в отверстии
18
стебля установлена тяга, взаимодействующая с конусом хонинговальной головки. Современные горизонтально-хонинговальные станки снабжены как механизмом прижима хонинговальных брусков хонинговальной головки к обрабатываемой поверхности за счет постоянного осевого давления тяги, взаимодействующей с разжимными конусами хонинговальной головки, так и механизмом, обеспечивающим нормированную радиальную подачу раздвижки хонинговальных брусков на врезание (с дозированным перемещением брусков) на каждый двойной ход хонинговального стебля с хонинговальной головкой.
Таким образом, на современных горизонтально-хонинговаль- ных станках можно осуществлять обработку как путем прижима хонинговальных брусков хонинговальной головки к обрабатываемой поверхности за счет постоянного осевого давления тяги станка, взаимодействующей с разжимными конусами хонинговальной головки, так и с дозированным перемещением хонинговальных брусков на каждый двойной ход стебля.
Хонингование производят с обязательным применением СОТС. Составы СОТС, наиболее часто применяемых при хонинговании отверстий на вертикально-хонинговальных станках, приведены в п. 1.4.1 настоящего пособия.
Хонингование отверстий на горизонтально-хонинговальных станках с постоянным давлениемосуществляютследующимобразом.
Устанавливают и закрепляют заготовку в механизированном патроне вертлюжной бабки. Устанавливают требуемые режимы хонингования, а именно: число оборотов стебля с хонинговальной головкой, протяженность и скорость возвратно-поступательного перемещения хонинговальной головки, также число оборотов заготовки. Затем вводят хонинговальную головку в отверстие заготовки, включают подачу СОТС, раздвигают хонинговальные бруски до касания с поверхностью отверстия. После этого включают вращение и возвратно-поступательное перемещение стебля с хонинговальной головкой, вращение заготовки и устанавливают путем включения соответствующего механизма необходимое дав-
19
ление хонинговальных брусков на обрабатываемую поверхность или дозированное перемещение хонинговальных брусков хонинговальной головки на каждый двойной ход стебля.
После достижения требуемого размера отверстия отключают механизм, обеспечивающий давление хонинговальных брусков на поверхность отверстия, или механизм дозированного перемещения хонинговальных брусков хонинговальной головки на каждый двойной ход стебля, выключают вращение и возвратно-поступательное перемещение стебля, вращение детали (изделия), подачу СОТС
исводят хонинговальные бруски. После этого хонинговальную головку выводят из отверстия детали. Деталь освобождают от зажима
иснимают со станка. Более подробно процесс хонингования отверстий на горизонтально-хонинговальных станках рассмотрен в п. 3 настоящего пособия.
Отечественные и зарубежные станкостроительные заводы не производят специальных плоскохонинговальных станков.
Хонингование плоских поверхностей чаще всего выполняют на плоскодоводочных станках типа 3893 Стерлитамакского станкостроительного завода им. В.И. Ленина и значительно реже – на вер- тикально-фрезерных станках требуемых габаритов.
На рис. 1.6 приведены общий вид станка мод. 3893 и его кинематическая схема.
Заготовку после чистового фрезерования устанавливают и закрепляют в приспособлении на столе станка, а хонинговальный инструмент (диск с хонинговальными абразивными, эльборовыми или алмазными брусками при хонинговании на станке мод. 3893 или хонинговальную головку с хонинговальными абразивными, эльборовыми или алмазными брусками при хонинговании на вертикаль- но-фрезерном станке) устанавливают и закрепляют на шпинделе станка.
При хонинговании на станках типа 3893 заготовка неподвижна, а диску с хонинговальными брусками, прижимаемому к обрабатываемой поверхности с определенным усилием, сообщают вращательное движение с заданным числом оборотов. Последовательный
20