

книги / Механика пластического деформирования трансверсально-изотропных композиционных сверхпроводниковых материалов
..pdfИз формул (5.62) и (5.63) следует, что показатель напряженного состояния на входе в очаг деформации зависит от коэффициента противонатяжения kq , коэффициента прочностной неоднородности
η и относительного радиуса сердечника R .
Определим показатель напряженного состояния в очаге деформации:
оболочка
k1 (x) = 3 |
σx1 |
− |
2 |
|
(x) + |
|
+ |
2 |
(η − 1) , |
(5.64) |
σs1 |
3 |
= η k2 |
3∆σx |
3 |
||||||
|
|
|
|
|
|
|
|
сердечник
+
где
|
|
|
|
|
|
1+ 2а+ η |
|
|
|
R |
|
2а |
|
|
|
|
|
|
|
|
R |
|
|
2а |
|
|
|
|||||||||||
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
|
k2 |
(x) = |
|
|
|
|
|
|
|
− |
|
|
|
+ σq2 |
|
|
|
|
|
+ |
|
|
||||||||||||||||
|
|
|
|
|
|
|
|
а |
η |
|
|
|
|
R |
|
|
|
|
|
|
|
|
|
R |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|||||||||
1+ |
|
|
|
|
|
|
|
|
|
|
|
|
|
− 1) |
|
R0 |
|
2(1− B) |
|
|
R |
|
2a |
|
||||||||||||||
2a (1− η)B / η − ∆σq (B |
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
− |
|
|
|
|
− (5.65) |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||
|
2(B |
− 1) |
|
|
|
|
1 |
+ a − B |
|
|
|
R |
|
|
|
|
|
|
|
|
R0 |
|
|
|||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1− η |
|
1 |
+ 2a |
|
|
|
|
B |
|
|
|
R |
|
2a |
|
|
2 |
|
|
|
|
|
|
|
|
||||||||
|
|
− |
|
|
|
|
|
|
|
− |
|
|
− |
|
|
|
|
|
|
|
|
|||||||||||||||||
|
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
, |
|
|
|
||||||||||||
|
|
|
|
|
η |
|
|
|
2a |
|
|
|
B |
− 1 |
|
|
|
R |
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
∆σx = ∆σx / σs2 ; σq1 = σq2 / σs 2 ; ∆σq = ∆σq / σs2 .
На выходе из очага деформации показатель напряженного состояния для оболочки k1(L) и сердечника k2(L) определяется по формулам (5.64) и (5.65), в которых принимается R = R1.
Аналогично может быть определен показатель напряженного состояния для триметаллической заготовки:
оболочка
k1 (0) = |
1 |
|
{1− 3(1− kq )[(1− |
|
|
c21 ) + η1 ( |
|
|
c21 |
− |
|
|
c22 ) + η2 |
|
2 ]}; (5.66) |
|||||||
|
R |
R |
R |
R |
||||||||||||||||||
3 |
||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
промежуточный слой |
||||||||||||||||||
k2 (0) = |
|
1 |
{1− 3(1− kq )[(1− |
|
c21 )/η1 + ( |
|
c21 |
− |
|
c22 ) + |
|
c22 / η2 ]} ; |
||||||||||
|
R |
R |
R |
R |
||||||||||||||||||
|
3 |
|||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
191

|
|
|
сердечник |
|||||||||
k3 |
(0) = |
1 |
{1− 3(1− kq )[(1− |
|
c21 )/η2 + ( |
|
c21 − |
|
c22 ) / η1 + |
|
c22 ]}. |
|
R |
R |
R |
R |
|||||||||
|
||||||||||||
|
3 |
|
|
|
|
|
|
|
|
|
||
Показатель напряженного состояния в очаге деформации для триметаллических заготовок определяется после вычисления напряжений по формулам, полученным в п. 5.2.
Список литературы к главе 5
1.Соколовский В.В. Теория пластичности. – М.: Высшая шко-
ла, 1960. – 608 с.
2.Баранов Г.Л. Влияние условий контактного трения на напряженное состояние при обжиме, раздаче и волочении труб // Известия вузов. Машиностроение. – 1985. – № 11. – С. 83–88.
3.Баранов Г.Л. Напряженно-деформированное состояние при волочении сплошных осесимметричных профилей // Известия вузов.
Машиностроение. – 1985. – № 6. – С. 122–127.
4.Лунев В.А., Григорьев А.К., Фернандес О. Поэтапный расчет напряжений и деформаций при волочении круглых профилей // Известия вузов. Черная металлургия. – 1985. – № 11. – С. 77–81.
5.Баранов Г.Л. Анализ особенностей контактного трения при волочении круглого прутка // Известия вузов. Черная металлургия. –
1983. – № 4. – С. 42–47.
6.Грабарник Л.М., Нагайцев А.А., Лейкин Д.М. Решение тем- пературно-деформационных задач при обработке давлением цветных металлов // Цветные металлы. – 1985. – № 6. – С. 73–76.
7.Копыловский Х.И., Копыловская Б.Х. Определение нагрева материала в очаге деформации при волочении // Известия вузов. Черная металлургия. – 1981. – № 6. – С. 65–69.
8.Напряженно-деформированное состояние металла при волочении / Ю.Ф. Шевакин [и др.] // Известия вузов. Черная металлур-
гия. – 1978. – № 9.
9.Сериков С.В., Усов В.А., Максимов С.Б., Губин Л.Е. Определение скоростной зависимости усилия волочения // Известия вузов. Черная металлургия. – 1983. – № 1. – С. 86–89.
192
10.Перлин И.Л., Ерманок М.З. Теория волочения. – М.: Метал-
лургия, 1971. – 448 с.
11.Аркулис Г.Э. Совместная пластическая деформация разных металлов. – М.: Металлургия, 1964.
12.Смирнов В.С. Теория обработки металлов давлением. – М.: Металлургия, 1973.
13.Теория пластических деформаций металлов. – М.: Машино-
строение, 1983. – 598 с.
14.Федотов В.П. Вариационный принцип виртуальных напряжений и перемещений. – М., 1980. – Деп. в ВИНИТИ. 20.05.1980. –
№1263-80. – 21 с.
15.Гун Г.Я. Математическое моделирование процессов обработки металлов давлением. – М.: Металлургия, 1983. – 352 с.
16.Картак Б.Р. Исследование контактных напряжений при волочении сплошных круглых профилей: автореф. дис. … канд. техн. наук / УПИ. – Свердловск, 1968.
17.Тарновский В.И., Коцарь С.Л. К формулировке метода интегральных уравнений мощности для расчета усилий в процессах обработки металлов давлением // Теория и технология прокатки /
УПИ. – Свердловск, 1967. – С. 8–14.
18.Уральский В.И. Исследование кинематики высокопроизводительного скоростного волочения труб: автореф. дис. … канд. техн. наук / УПИ. – Свердловск, 1964.
19.Колмогоров В.Л., Орлов В.И., Селищев С.А. Волочение в режиме жидкостного трения. – М.: Металлургия, 1967. – 255 с.
20.Уральский В.И. Исследование кинематики высокопроизводительного скоростного волочения труб: автореф. дис. … канд. техн. наук / УПИ. – Свердловск, 1964.
21.Генки Г. Теория пластичности. – М.: ИЛ, 1948.
22.Томленов А.Д. Механика процессов обработки металлов давлением. – М.:Машгиз, 1963.
23.Друянов Б.А., Непершин Р.И. Теория технологической пластичности. – М.: Машиностроение, 1990. – 272 с.
24.Хилл Р. Математическая теория пластичности. – М.: Гостехтеориздат, 1956.
193
25.Прагер В., Ходж Ф.Г. Теория идеально пластических тел. –
М.: ИЛ, 1956.
26.Бровман М.Я., Додин Ю.С. Расчет усилий при прессовании // Кузнечно-штамповочноепроизводство. – 1969. – №11. С. 5–8.
27.Копыловский Х.И. Исследование методом линий скольжения напряженного состояния материала в очаге деформации при волочении круглых моно- и биметаллических прутков: автореф. канд. дис. – Магнитогорск, 1968.
28.Аркулис Г.Э. Копыловский Х.И. // Известия вузов. Черная металлургия. – 1969. – № 3. – С. 90 – 94.
29.Друянов Б.А., Непершин Р.И. Теория технологической пластичности. – М.: Машиностроение, 1990. – 272 с.
30.Ренне И.П., Смарагдов И.А. Согласованные поля напряжений и скоростей при плоском пластическом течении через выпуклую умеренно шероховатую матрицу // Технология машиностроения. –
Тула, 1972. – Вып. 22. – С. 18–24.
31.Аркулис Г.Э., Копыловский Х.И., Квактун В.Б. Определение напряжений в очаге деформации при волочении // Сталь. – 1973.
–№ 10. – С. 957–959.
32.Копыловский Х.Ч., Квактун В.Б., Фильчагина Э.И. Напряженное состояние в очаге деформации при волочении // Вопросы механики деформируемых сред. – Иркутск. – 1973. – С. 106–110.
33.Pawelski O.,Armstroff O. // Archiv fur Eisenhuttenweswen. – 1967. – 38. – №7. – Р. 527–533.
34.О распределении нормальных контактных напряжений при волочении / С.П. Гуров, Ю.И. Коковихин, Ю.С. Артамонов, В.Д. Зюлин // Сб. научных трудов МГМИ. – Вып. 95. – Магнитогорск, 1972.
35.Джонсон У., Кудо Х. Механика процесса выдавливания металла. – М.: Металлургия, 1965. – 174 с.
36.Авитцур, Фуэйо, Томпсон. Исследование пластического течения между наклонными плоскостями при плоской деформации // Конструированиеитехнологиямашиностроения. – 1967. – №2. – С. 192.
37.Авитцур Б. Характеристики течения через конические суживающиеся матрицы // Конструирование и технология машино-
строения. – 1966. – №4. – С. 80.
194
38. Расчет искажения сетки в осевом сечении заготовки при пластическом течении через конические матрицы на основе многотреугольного поля скоростей / Ж. Пан, В. Пахла, С. Розенберри, Б. Авитцур // Конструирование и технология машиностроения. –
1984. – № 2. – С. 188.
39. Бэкофен В. Процессы деформации. – М.: Металлургия, 1977. – 288 с.
40. Степаненко В.И. Исследование усилий и деформаций в процессах прессования, волочения и закрытой прошивки: автореф. канд. дис. – Свердловск, 1969.
41.Малинин Н.Н. Ползучесть в обработке металлов. – М.: Машиностроение, 1986. – 216 с.
42.Поздеев А.А., Трусов П.В., Няшин Ю.И. Большие упругопластические деформации: теория, алгоритмы, приложения. – М.:
Наука, 1986. – 232 с.
43.Гун Г.С. Квазилинейный подход к исследованию установившегося течения металла в некоторых процессах ОМД // Известия вузов. Черная металлургия. – 1984. – № 4.
44.Поздеев А.А., Няшин Ю.И., Трусов П.В. Остаточные напряжения: теория и приложения. – М.: Наука, 1982. – 112 с.
45.Кучеряев Б.В. Механика сплошных сред. Теоретические основы обработки давлением композитных металлов. – М.: Изд-во МИСИС, 1999. – 320 с.
46.Тарнавский А.Л., Гурылев В.В., Щуровский Б.Б. Биметаллическая проволока. – М.: Металлургиздат, 1963. – 123 с.
47.Маковский В.А., Ейльман Л.С. Основы теории и практики производства биметаллических прутков. – М.: Металлургия, 1971. –
192с.
48.Маковский В.А., Ейльман Л.С. Биметаллические прутки. –
М.: Металургия, 1981. – 190 с.
49.Бричко Г.А., Бояршинов М.И., Белалов Х.М. Усилие волочения биметаллической проволоки // Известия вузов. Черная метал-
лургия. – 1967. – №2. – С.120.
50.Ейльман Л.С., Маковский В.А. // Цветная металлургия. –
1966. – №4. – С.41.
195
51.Перлин И.Л., Ерманок М.З. // Известия вузов. Цветная ме-
таллургия. – 1971. – №2. – С.141.
52.Паршин В.С., Соколовский В.И., Степанов Ю.Н. Усилия
идеформации при волочении прутков с прочностной неоднородностью // Технология легких сплавов. – 1977. – №1. – С.19.
53.Колмогоров В.Л., Щеголев Г.А., Федотов В.П. Математическая модель процесса волочения биметаллической проволоки. // Известия вузов. Черная металлургия. Сообщение 1. – 1984. – №6. –
С. 46–49; Сообщение 2. – 1984. – №8. – С.67–70.
54.Сегал М.В. Технологические задачи теории пластичности. – Минск: Наука и техника, 1977. – 256 с.
55.Контактное трение в процессах обработки металлов давлением / А.Н. Леванов, В.Л. Колмогоров, С.П. Буркин [и др.]. – М.: Металлургия, 1976. – 416 с.
56.Онискив Л.М. Математическое моделирование процесса деформирования биметаллической заготовки в конических матрицах: автореф. канд. техн. наук/ ИМССУрОАНСССР. – Пермь, 1988.
57.Ейльман Л.С. Характер деформации металлов при волочении биметаллических прутков круглого сечения // Цветные металлы. –
1966. – №2. – С. 71–74.
58.Трофимов В.Н., Филиппов В.Б. Определение долевых напряжений при волочении биметаллической заготовки // Информационные технологии в инновационных проектах: матер. междунар. фо-
рума. – Ижевск, 2004. – С. 93–94.
59.Трофимов В.Н., Филиппов В.Б. Проектирование маршрута волочения структурно-неоднородных заготовок для сверхпроводников // Тезисы XIV зимней школы по механике сплошных сред / ИМСС УрО РАН. – Пермь, 2005. – С. 292.
60.Трофимов В.Н., Филиппов В.Б. Инженерная методика расчета маршрута волочения структурно-неоднородных заготовок без разрушения // Неразрушающий контроль и диагностика: матер. XVII Рос. науч.-техн. конф. [Электронный ресурс] / ИМАШ УрО РАН. – Екатеринбург, 2005. Электрон. оптич. диск. Статья – д17.
196
61.Трофимов В.Н. Определение долевых напряжений при волочении осесимметричных композиционных заготовок // Разрушение, контроль и диагностика материалов и конструкций: матер. III Рос. науч.-техн. конф. [Электронный ресурс] / ИМАШ УрО РАН. – Екатеринбург, 2007. (Электрон. оптич. диск).
62.Пономарев К.К. Специальный курс высшей математики. – М.: Высшая школа, 1974. – 367 с.
63.Третьяков А.В., Зюзин В.И. Механические свойства металлов
исплавов приобработкедавлением. – М.: Металлургия, 1973. – 224 с.
64.Колмогоров В.Л. Напряжения. Деформации. Разрушение. – М.: Металлургия, 1970. – 229 с.
65.Пластичность и разрушение / под ред. В.Л. Колмогорова – М.: Металлургия, 1977. – 336 с.
66.Богатов А.А., Мижирицкий О.И., Смирнов С.В. Ресурс пластичности металлов при обработке давлением. – М.: Металлургия,
1984. – 144 с.
197

6. ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПРОИЗВОДСТВА СВЕРХПРОВОДНИКОВЫХ ИЗДЕЛИЙ1
6.1. Предельные деформации при производстве композиционных сверхпроводниковых изделий
Передний конец протягиваемой заготовки находится в условиях одноосного растяжения, при этом возникает опасность его разрушения при превышении предельных обжатий. Величина обжатия за проход волочения определяет, в свою очередь, общее количество проходов в процессе изготовления сверхпроводника.
В главе 2 приведены соотношения (2.1)–(2.3), позволяющие определить суммарную вытяжку и количество переходов при многократном волочении (2.4):
n = ln λ∑ . ln λср
Из соотношения (2.4) следует, что с увеличением разовой вытяжки количество переходов уменьшается. Однако увеличение разовых вытяжек увеличивает опасность обрыва переднего конца заготовки, к которому приложено усилие волочения. При этом актуальным является определение предельных значений вытяжки из условия сохранения прочности заготовки при волочении. Данный вопрос становится особенно актуальным при производстве уникальных изделий, например, сверхпроводниковых композиционных длинномерных изделий [1].
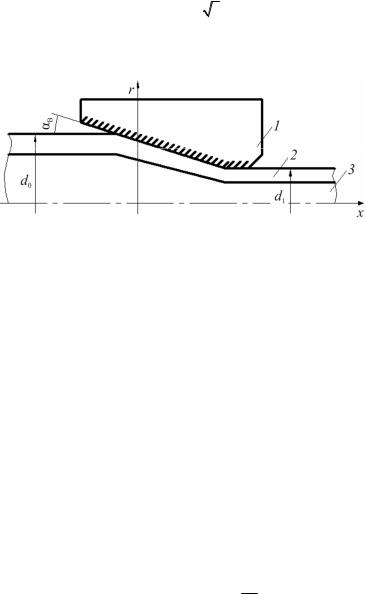
В работе [2] предложена формула для определения средней по сечению степени деформации при волочении осесимметричных изделий (рис. 6.1), учитывающая дополнительные сдвиговые деформации в волочильном инструменте:
1 Глава написана с участием аспиранта кафедры «Динамика и прочность машин» ПГТУ М.В. Снигирёвой
198
εср = 2ln |
d0 |
+ |
4 |
|
tgαВ , |
(6.1) |
|
d1 |
3 |
3 |
|||||
|
|
|
|
где α В – угол наклона образующей инструмента к оси волочения, d0 и d1 – наружный диаметр заготовки дои после проходасоответственно.
Рис. 6.1. Схема волочения сверхпроводниковой заготовки: 1 – волока, 2 – оболочка, 3 – сердечник
Степень деформации определяется как ln λ , дополненная вторым слагаемым соотношения (6.1). С увеличением угла конусности волочильного инструмента степень деформации растет.
Прочность переднего конца заготовки зависит от напряжения волочения. В настоящее время из существующих формул для определения напряжения волочения заготовок круглого сечения наиболее известной для применения является формула И.Л. Перлина [3]:
|
d0 |
c |
c |
|
|
|
|
|
σвол = 2ln d |
+ fctgαn (σs |
+ σq |
, |
(6.2) |
||||
σs |
+ σq ) |
|||||||
1 |
|
|
|
|
|
|
||
где σcs – среднее по очагу деформации сопротивление деформации протягиваемой заготовки, f – коэффициент внешнего трения, α П – приведенный угол волоки ( tgαп = 0,65tgαв [3]); σq – напряжение
противонатяжения.
Формула (6.2) широко используется в инженерной практике. Однако её недостатком является то, что она не учитывает дополнитель-
ных сдвиговых деформаций, при этом 2ln d0 = ln λ является анало- d1
гом степени деформации.
199

С учётом дополнительных сдвиговых деформаций на входе в конический инструмент и выходе из него предлагается модифицированная формула для определения напряжения волочения в следующем виде [4]:
|
4 |
|
c |
c |
|
|
σвол = ln λ + |
|
tgαв |
+ f ctgαn (σs |
+ σq . |
||
3 3 |
σs |
+ σq ) |
||||
|
|
|
|
|
|
При отсутствии принудительного противонатяжения напряжение волочения определяется как
|
4 |
|
c |
|
|
σвол = ln λ + |
|
tgαв |
σs |
(1+ f ctgαП ) . |
|
3 3 |
|||||
|
|
|
|
(6.3)
( σq = 0 )
(6.4)
В выражении (6.4) среднее значение сопротивления деформации определяется как средневзвешенное значение по сечению двухкомпонентной заготовки:
σcs = cσsF + (1− c)σsM , |
(6.5) |
где σsF – сопротивление деформации материала сердечника, |
σsM – |
сопротивление деформации материала оболочки, c – объемное содержание материала сердечника в композите. Сердечник является волокнистым композитом, состоящим из материала матрицы и волокон, который помещен в циллиндрическую оболочку (рис. 6.2).
На выходе из очага деформации под действием напряжения волочения происходит одноосное растяжение сверхпроводниковой заготовки. При этом относительная осевая деформация оболочки и сердечника равны по значению,
ε x |
= σвол . |
(6.6) |
|
Ex |
|
где Ex – эффективный модуль упругости сверхпроводникового ком-
позиционного материала в направлении, совпадающем с направлением волокна.
200