

книги / Инструментальное оснащение технологических процессов металлообработки
..pdfколичество теплоты и наблюдается минимальная тенденция наклепа. При попутном фрезеровании силы резания прижимают заготовку к столу, а стол − к направляющим станины, что требует применение беззазорного привода в механизме подачи стола.
Важным фактором при выборе схемы фрезерования является время работы фрезы до момента стружкообразования. Это время больше при встречном фрезеровании, чем при попутном.
Существуют следующие рекомендации по выбору схемы фрезерования:
–встречное фрезерование выгодно тогда, когда имеется большой рабочий припуск, например литые заготовки, а также наличие неровной твердой литейной корки;
–встречное фрезерование может быть выгодно при выполнении некоторых окончательных операций;
–фрезы, оснащенные СМП, лучше работают при обработке жаропрочных сплавов при попутном фрезеровании, чем при встречном;
–попутное фрезерование предпочтительнее там, где позволяет жесткость технологического оборудования.
6.2.Выбор типа и конструктивных параметров фрезы
Косновным факторам, влияющим на выбор типа фрезы, относятся:
– параметры обрабатываемой заготовки: материал (группа резания по ISO), его твердость, качество, стабильность и устойчивость закрепления, ширина и глубина обработки;
– параметры фрезерной операции: точность и качество обрабатываемой поверхности, припуск, вход и выход инструмента, число проходов, тип операции (чистовая, черновая);
– оборудование: тип станка, его мощность, возможности обработки, жесткость и устойчивость системы.
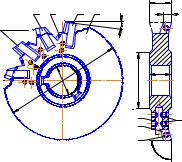
Фрезерование плоских поверхностей и прямоугольных уступов больших размеров (см. рис.6.1, вид 1,2) эффективно выполнять современной торцевой фрезой (рис.6.4). При торцовом фрезеровании в резании участвует множество периферийных и торцовых режущих кромок зубьев фрезы. В настоящее время торцевое фрезерование во много раз более эффективно, чем другие виды фрезерования.
121

Для обработки прямоугольных уступов, открытых и шпоноч- |
||||||||||
ных пазов (см. |
рис.6.1, |
вид |
3, 4, |
5, 6) |
требуются |
концевые |
||||
(рис. 6.5) и шпоночные фрезы с главным углом в плане 90о . |
||||||||||
H |
|
|
|
|
|
|
|
|
|
|
1 |
|
|
2 |
8 |
|
|
|
À |
|
|
|
|
|
|
|
|
|
|
|
|
|
h |
|
|
|
|
|
|
|
|
|
|
l |
|
|
|
|
|
|
|
|
|
l |
|
|
|
|
|
|
|
|
d |
|
|
D1 |
|
|
|
|
|
D |
|
|
|
|
D2 |
|
|
|
|
|
|
|
|
|
|
Á |
|
|
|
|
|
|
|
|
|
|
3 |
4 |
5 |
6 |
7 |
|
|
À |
|
|
|
Á |
|
|
|
|
|
|
|
|
|
|
|
Á-Á( |
) |
|
|
|
|
A-A( ) |
|
|
|
|
|
|
|
S |
|
|
|
|
|
|
iC |
|
|
|
|
|
|
|
|
|
|
d |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
RNGA |
|
|
|
|
|
|
|
|
Å |
|
|
|
|
a |
a |
|
|
|
|
|
|
|
|
|
|
|
||
|
|
5 |
|
|
|
|
|
|
|
|
|
4 |
|
|
|
|
|
|
|
|
|
|
• |
|
|
|
|
|
|
|
|
|
|
f |
|
|
|
|
|
|
|
|
|
γô |
|
|
|
|
|
|
|
|
|
|
γ |
|
|
|
|
|
|
|
|
|
|
Рис. 6.4. Фреза торцовая, оснащенная твердосплавными СМП |
||||||||||
|
|
|
|
|
|
|
L |
|
|
|
gð |
|
|
|
|
|
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Конус Морзе ГОСТ |
|
|
|
|
|
z |
|
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
D |
5 |
|
À |
d6 |
d4 |
d5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
À |
|
|
|
l1 |
l2 |
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
l |
|
|
||
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
A-A( ) |
4 |
|
|
j |
|
|
|
|
|
|
d |
goc |
|
|
|||
|
|
|
|
|
|
|
|
j |
||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
|
|
|
|
S |
|
|
|
|
|
|
|
|
|
|
|
|
|
Ì |
d1 |
d2 |
d3 |
|
|
|
|
a |
|
|
PNGA |
l1 |
|
|
|
|
|
|
f1 |
r |
|
l2 |
|
|
|
|
|
|
|
|
lp |
|
|
|||
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
l3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
iC |
|
|
l4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
j |
|
|
|
|
|
Рис. 6.5. Фреза концевая, оснащенная пятигранной |
|
|
||||||||
|
|
|
твердосплавной пластиной |
|
|
|
||||
122

Размеры концевых фрез (см. рис. 6.5) диаметром до 25 мм (тип 1) и свыше 35 мм (тип 2) с механическим креплением твердосплавных пластин приведены в табл. 6.1.
Таблица 6 . 1
Размеры концевых фрез с твердосплавными пластинами, мм
Тип |
Исполнение |
D |
L |
1 |
l1 |
Число |
Хвостовик |
|
|
зубьев z |
Конус Морзе |
|
d |
||||||
|
|
|
|
|
|
|
|||
1 |
1 |
12 |
94 |
|
|
|
2 |
|
— |
|
2 |
|
75 |
|
|
|
— |
|
12 |
1 |
1 |
16 |
94 |
25 |
8,5 |
1 |
2 |
|
— |
|
2 |
|
75 |
|
|
|
— |
|
16 |
1 |
1 |
20 |
116 |
|
|
|
3 |
|
— |
|
2 |
|
82 |
|
|
|
— |
|
20 |
2 |
1 |
|
116 |
30 |
11 |
2 |
3 |
|
— |
|
2 |
|
82 |
|
|
|
— |
|
20 |
1 |
1 |
|
124 |
|
|
|
3 |
|
— |
|
|
|
|
|
|
|
|
|
|
|
2 |
|
96 |
|
|
|
— |
|
25 |
2 |
1 |
25 |
124 |
|
|
|
3 |
|
— |
|
2 |
|
96 |
|
|
|
— |
|
25 |
1 |
1 |
|
124 |
38 |
|
2 |
3 |
|
— |
|
2 |
|
100 |
|
|
|
— |
|
32 |
2 |
1 |
32 |
124 |
|
|
|
3 |
|
— |
|
2 |
|
100 |
|
|
|
— |
|
32 |
1 |
1 |
|
157 |
|
|
|
4 |
|
— |
|
|
|
|
|
|
|
|
|
|
|
2 |
|
110 |
|
|
3 |
— |
|
32 |
2 |
1 |
40 |
157 |
|
16 |
|
4 |
|
— |
|
2 |
|
110 |
48 |
|
|
— |
|
32 |
1 |
1 |
|
157 |
|
|
|
4 |
|
— |
|
2 |
|
110 |
|
|
|
— |
|
32 |
2 |
|
50 |
157 |
|
|
|
4 |
|
— |
Универсальность концевых фрез определяется их диаметром и максимальной глубиной резания, с которой они могут работать, а также типом операции. Разновидностью концевых фрез являются шпоночные фрезы и фрезы для обработки Т-образных пазов. Шпоночные фрезы могут производить фрезерование с врезанием в осевом направлении и имеют угол контакта 180о, что соответствует дуге соприкосновения фрезы с заготовкой. Они имеют большую стойкость и чрезвычайно эффективны при использовании на станках с ЧПУ.
123
Фасонные поверхности обрабатываются на копировальных станках и станках с ЧПУ. Обработка фасонных профилей и контуров фрезерованием на эффективных режимах резания требует профилирования и изготовления специального инструмента.
Для эффективной и универсальной обработки вогнутых и выпуклых поверхностей и других фасонных форм конечная рабочая часть фрезы должна быть круглой. Для профильного фрезерования (см. рис.6.1, вид 7) можно использовать современные фасонные концевые фрезы цельнотвердосплавные или оснащенные сменными твердосплавными сферическими пластинами.
В качестве примера на рис. 6.6 и в табл. 6.2 и 6.3 приведена конструкция и размеры цельнотвердосплавных концевых фрез CoroMill Plura [17] с плоским и сферическим концом.
Фрезерование узких, длинных и глубоких канавок (см. рис.6.1, вид 8) относится к обработке, где совмещено боковое и торцевое фрезерование. В этом случае используют эффективные современные прорезные трехсторонние фрезы, оснащенные сменными режущими пластинами.
Фрезы дисковые трехсторонние со вставными ножами твердосплавные (ГОСТ 5348-80) изготовляются со следующими парамет-
рами: D = 100…315 мм; d = 27…60 мм; В = 14…40 мм; z = 8…20.
Фрезы дисковые, оснащенные твердосплавными пластинами, применяли обычно в напайном варианте. Однако вследствие сложности заточки и из-за отпаивания режущих пластин все большее распространение получают фрезы с механическим креплением СМП (рис. 6.7, табл. 6.4).
К основным лимитирующим факторам, влияющим на выбор конструктивных параметров фрезы, относятся:
–вид обработки (чистовая, черновая), требования по точности
ишероховатости обрабатываемой поверхности детали;
–соответствие материала обрабатываемой заготовки определенной группе резания по ISO;
–возможности оборудования: тип станка, его мощность, возможности обработки, жесткость и устойчивость системы.
Выбор диаметра фрезы, как правило, осуществляется, исходя из ширины фрезерования обрабатываемой заготовки.
Диаметр фрезы должен быть равен ширине заготовки или несколько меньше, что обусловливает тонкую стружку при врезании и выходе фрезы.
124

а |
б |
Рис. 6.6. Цельнотвердосплавные концевые фрезы: а − с плоским концом; б − со сферическим концом
Таблица 6 . 2
Конструктивные размеры концевых фрез с плоским концом
Диаметр Dс, мм |
Число зубьев |
|
|
Размеры, мм |
|
|
||
dm |
l1 |
l2 |
bn |
ap |
f × 45° |
|||
|
|
|||||||
4 |
3 |
6 |
39 |
57 |
0,25 |
11 |
0,1 |
|
5 |
3 |
6 |
39 |
57 |
0,25 |
13 |
0,1 |
|
|
|
|
|
|
|
|
|
|
6 |
4 |
6 |
39 |
65 |
0,25 |
13 |
0,1 |
|
|
|
|
|
|
|
|
|
|
8 |
4 |
8 |
45 |
80 |
0,25 |
19 |
0,1 |
|
|
|
|
|
|
|
|
|
|
10 |
4 |
10 |
52 |
100 |
0,25 |
22 |
0,1 |
|
|
|
|
|
|
|
|
|
|
12 |
4 |
12 |
61 |
100 |
0,25 |
26 |
0,1 |
|
|
|
|
|
|
|
|
|
|
14 |
4 |
14 |
61 |
104 |
0,35 |
26 |
0,15 |
|
|
|
|
|
|
|
|
|
|
16 |
4 |
16 |
68 |
115 |
0,35 |
32 |
0,15 |
|
|
|
|
|
|
|
|
|
|
20 |
4 |
20 |
79 |
123 |
0,35 |
38 |
0,15 |
|
|
|
|
|
|
|
|
|
|
Таблица 6 . 3
Конструктивные размеры фрез со сферическим концом
Диаметр Dс, мм |
Число зубьев |
|
|
Размеры, мм |
|
|
|
dm |
rε |
l2 |
|
α ° |
ap |
||
|
|
|
|||||
1 |
2 |
6 |
0,5 |
57 |
|
20 |
3 |
|
|
|
|
|
|
|
|
1,5 |
2 |
6 |
0,75 |
57 |
|
20 |
4 |
2 |
2 |
6 |
1 |
57 |
|
20 |
6 |
2,5 |
2 |
6 |
1,25 |
57 |
|
20 |
6 |
3 |
2 |
6 |
1,5 |
57 |
|
14 |
7 |
4 |
2 |
6 |
2 |
57 |
|
14 |
8 |
125
Окончание табл. 6 . 3
Диаметр Dс, мм |
Число зубьев |
|
|
Размеры, мм |
|
|
|
dm |
rε |
l2 |
|
α ° |
ap |
||
|
|
|
|||||
5 |
2 |
6 |
2,5 |
57 |
|
14 |
10 |
6 |
4 |
6 |
3 |
57 |
|
14 |
14 |
|
|
|
|
|
|
|
|
8 |
4 |
8 |
4 |
63 |
|
12 |
16 |
|
|
|
|
|
|
|
|
10 |
4 |
10 |
5 |
72 |
|
12 |
19 |
|
|
|
|
|
|
|
|
12 |
4 |
12 |
6 |
83 |
|
12 |
22 |
|
|
|
|
|
|
|
|
Число зубьев-2
|
|
|
|
B |
3 |
4 |
2 |
1 |
l |
|
|
|
|
Å |
|
|
|
|
0 |
|
|
|
|
1 |
 D
D
d
l1 d1
7 |
8 |
|
6 |
||
|
5
9 0Å
Рис. 6.7. Фреза дисковая, оснащенная СМП
Таблица 6 . 4
Размеры дисковых фрез, оснащенных СМП
D |
В |
d |
d1, не менее |
Число зубьев |
Длина режущей кромки 1 |
l1 |
|
2 x z |
|||||||
|
|
|
|
|
|
||
80 |
10 |
27 |
41 |
|
6,3 |
10 |
|
|
32 |
47 |
2х3 |
||||
|
|
|
|||||
100 |
12 |
|
12 |
||||
|
|
|
|||||
14 |
27 |
41 |
|
7,9 |
14 |
||
|
|
||||||
|
18 |
|
9,5 |
18 |
|||
|
|
|
|
||||
|
12 |
40 |
55 |
|
6,3 |
12 |
|
125 |
16 |
2x4 |
9,5 |
16 |
|||
|
|
||||||
|
32 |
47 |
|
||||
|
|
|
|
|
|||
|
14 |
|
|
2x5 |
7,9 |
14 |
|
|
16 |
|
|
2x6 |
9,5 |
16 |
|
160 |
18 |
40 |
55 |
18 |
|||
|
|
||||||
20 |
2x4 |
12,7 |
20 |
||||
|
|
|
|||||
|
22 |
|
|
22 |
|||
|
|
|
|
|
|||
|
28 |
|
|
2x3 |
15,9 |
28 |
126
Окончание табл. 6 . 4
D |
В |
d |
d1, не менее |
Число зубьев |
Длина режущей кромки 1 |
l1 |
|
2 x z |
|||||||
|
|
|
|
|
|
||
|
16 |
|
|
2x7 |
9,5 |
16 |
|
200 |
20 |
50 |
69 |
2x6 |
12,7 |
20 |
|
25 |
2x5 |
15,9 |
25 |
||||
|
|
|
|||||
|
32 |
|
|
2x4 |
19,0 |
32 |
|
|
14 |
|
|
|
7,9 |
14 |
|
|
16 |
|
|
2x9 |
9,5 |
16 |
|
|
18 |
60 |
|
|
18 |
||
|
|
|
|
||||
250 |
20 |
82 |
|
|
20 |
||
(50) |
2x8 |
12,7 |
|||||
|
22 |
|
22 |
||||
|
|
|
|
|
|||
|
25 |
|
|
2x6 |
15,9 |
25 |
|
|
28 |
|
|
28 |
|||
|
|
|
|
|
|||
|
20 |
|
|
2x10 |
12,7 |
20 |
|
|
|
|
|||||
315 |
25 |
80 |
100 |
2x8 |
15,9 |
25 |
|
|
32 |
|
|
2x7 |
19,0 |
32 |
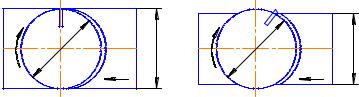
Для торцового фрезерования диаметр фрезы должен быть в 1,2…1,5 раза больше ширины фрезерования (рис.6.8). Очень широкие поверхности обрабатываются за несколько рабочих ходов инструмента, при этом ширина резания за каждый проход должна быть равной 3/4 диаметра фрезы.
|
v |
n |
, |
|
D
Â
s
|
v |
n |
, |
|
D
Â
s
Рис.6.8. Выбор диаметра фрезы при торцовом фрезеровании
Не рекомендуется использование фрез диаметром D, равным ширине фрезерования В, так как это приводит к удлинению дуги контакта зуба фрезы с заготовкой. Фрезы большого диаметра нецелесообразно использовать на станках с ограниченной мощностью. Это приводит к неоправданному занижению подачи на зуб и, следовательно, к ускоренному износу режущих пластин.
Диаметр концевых фрез назначается конструктивно, исходя из формы и размеров обрабатываемой детали, а также вида опера-
127
ции. Например, для обработки паза при чистовой обработке диаметр фрезы должен соответствовать ширине паза; обычно он меньше ширины обрабатываемого паза на 0,1 мм. При черновой обработке он соответственно меньше на 0,6 мм.
Фреза, являясь многорезцовым инструментом, имеет переменное число зубьев z. На выбор числа зубьев фрезы влияют материал и размер обрабатываемой детали, вид операции, стойкость фрезы, затрачиваемая мощность, величина подачи на зуб и число одновременно работающих зубьев. Шаг фрез может быть крупным, мелким и нормальным.
Фрезы с крупным шагом имеют меньшее количество зубьев и обеспечивают большую толщину снимаемой стружки. Эти фрезы часто используются для черновой обработки материалов при недостаточной мощности станка и жесткости технологической системы. Фрезы с мелким шагом имеют самое большое количество зубьев и обеспечивают самую малую толщину снимаемой стружки. Они применяются для высокопроизводительного фрезерования ступенчатых поверхностей, чугунных и стальных деталей с малыми глубинами резания и жаропрочных сплавов.
6.3. Выбор конструктивных, геометрических параметров пластины и инструментального материала
При выборе режущих пластин необходимо определить следующие параметры:
–типоразмер пластины;
–форма режущей кромки;
–геометрия пластины;
–марка твердого сплава.
Торцовые фрезы, как правило, имеют ограниченное число режущих пластин одной и той же формы и размеров. Наибольшее применение имеет квадратная пластина с положительными углами. Даже в пределах обработки прямоугольных уступов она занимает лидирующее положение. Круглые пластины, имеющие стойкие грани и переменные углы в плане, используются в основном для фрезерования в тяжелых условиях труднообрабатываемых материалов.
Размер пластины для торцовой фрезы выбирается для торцового фрезерования в зависимости от глубины резания, максимальное значение которой не должно быть больше 2/3 длины ре-
128
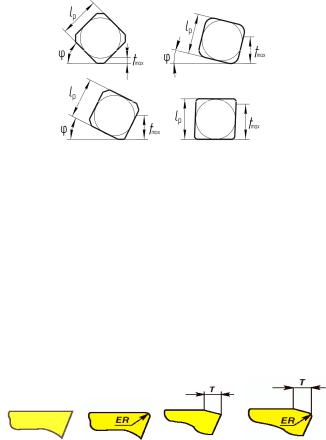
жущей кромки (рис.6.9). Однако максимальная глубина резания для каждого типа пластин торцовых фрез зависит от главного угла в плане ϕ , формы пластины, геометрии и конструкции.
Рис. 6.9. Соотношение размеров пластин и глубины резания
Имеет значение и толщина пластины. Более толстая пластина необходима для тяжелых условий резания. Самый малый возможный размер и толщина ее устанавливаются, исходя из условия обеспечения высокой стойкости при нагрузке пластины под действием стружки.
Форма режущей кромки пластины может быть острокромочная F (пример обозначения: SEKN 12 04 F), округленная ЕR (пример обозначения: SEKN 12 04 E), с отрицательной фаской Т (пример обозначения: SEKN 12 04 T), округленная ЕR с отрицательной фаской Т (пример обозначения: SEKN 12 04 S) (рис.6.10) [30].
Рис. 6.10. Формы режущей кромки пластин
Угол в плане фрезы оказывает решающее влияние на эффективность резания. В основном фрезы выпускаются с главным углом в плане 45, 60, 90 и 10º. Круглые пластинами используются для оснащения торцовых и концевых фрез.
Фрезы с углом в 45º используются для операций общего назначения, они универсальны, имеют меньшую склонность к виб-
129
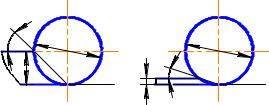
рациям при большом вылете инструмента. Малая толщина срезаемого слоя позволяет увеличивать минутную подачу, т.е. повышать производительность процесса фрезерования. Основная область применения фрез с углом в плане 90° − это обработка прямоугольных уступов. Фрезы с круглыми режущими пластинами предназначены для черновой обработки с большой подачей на зуб. Современные круглые режущие пластины обеспечивают надежное фрезерование, что особенно удобно при обработке вязких материалов. Фрезы с круглыми пластинами имеют более прочные режущие кромки с изменяемым главным углом в плане. Угол в плане изменяется в зависимости от отношения глубины резания t к диаметру d режущей пластины от 0 до 45°. В этом случае глубина резания составит половину величины диаметра пластины и имеет максимальное значение (рис.6.11).
Современные фрезы для получения наилучшего качества обработанной поверхности оснащаются зачистными пластинами. Такие пластины с большим радиусом закругления имеют радиальный вылет на 1…2 мм меньше и выступают в осевом направлении относительно режущих пластин фрезы на 0,05 мм. Это позволяет намного увеличить величину подачи, что особенно важно для фрез больших диаметров. При обработке такими пластинами получают поверхность с более низкой шероховатостью, даже при неблагоприятных условиях обработки.
45Å |
D |
D |
|
t |
ϕ |
|
|
t |
Рис.6.11. Главный угол в плане у фрез, оснащенных круглыми пластинами
В настоящее время при фрезеровании используются три ос-
новных |
геометрии пластин: негативная (рис.6.12, а) с |
углами |
|
α = 0 и γ |
= 0, позитивная (рис.6.12, б) с углами α |
≠ 0 и γ |
= 0 и не- |
гативно-позитивная (рис.6.12, в) с углами α и γ ≠ |
0 [6 − 36]. |
||
Фрезы с негативной геометрией наиболее выгодны для обработки чугунов и закаленных сталей, когда отрицательный перед-
130