

книги / Трибология
..pdf2. РАБОЧИЕ ПОВЕРХНОСТИ ДЕТАЛЕЙ, ИХ ГЕОМЕТРИЯ И ШЕРОХОВАТОСТЬ
В технике под поверхностью детали понимают наружный поверхностный слой, который по строению и другим физикохимическим свойствам отличается от внутренних слоев.
Различают три типа неровностей поверхности: макроотклонения, волнистость и шероховатость. Единичные, регулярно не повторяющиеся отклонения поверхности от номинальной формы, называются макроотклонениями (рис. 2.1).
а |
б |
в |
Рис. 2.1. Макрогеометрические отклонения цилиндрических поверхностей деталей: а – овальность; б – бочкообразность;
в– конусность
Кмакроотклонениям относят конусность, выпуклость, выгнутость рабочей поверхности, овальность, огранку.
Возникновение макроотклонений может происходить изза низкой точности станка, на котором производится обработка, погрешностей установки заготовок, силовых и температурных деформаций системы станок–приспособление–инструмент–заго- товка (СПИЗ) и износа инструмента при обработке детали.
Волнистостью поверхности называют совокупность периодических, близких по размерам выступов и впадин. Расстояние между двумя соседними выступами или впадинами называют
шагом волны (рис. 2.2). Высоту Нв волны определяют как среднее расстояние от номинального профиля поверхности до верхней
11
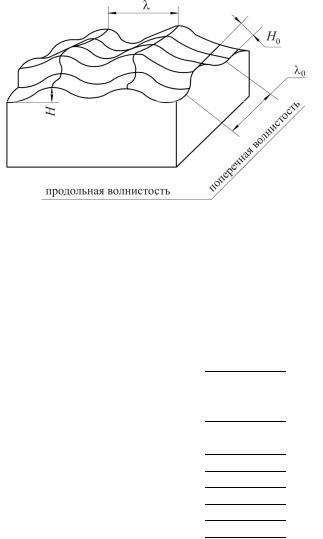
точки выпуклости или нижней точки впадины. Параметр высота волны существеннее влияет на фактическую площадь касания. Для волнистости отношение /Нв от 40 до 14 000 (табл. 2.1).
Рис. 2.2. Схема волнистости поверхности:
– шаг волны в продольном направлении; Нв – высота волны
впродольном направлении; 0 – длина волны в поперечном направлении; Н0 – высота волны в поперечном направлении
Таблица 2.1
Параметры волнистости и отношение /Hв при некоторых видах механической обработки
Вид механической |
Шаг волны |
Высота волны |
/Hв |
|
обработки |
, мм |
Hв, мкм |
||
|
||||
Строгание |
3,4…4,5 |
3…25 |
3500 |
|
Расточка |
7,0…8,5 |
5…10 |
1000 |
|
Фрезерование торцовое |
2,8…7,0 |
2…6 |
800 |
|
Точение |
2,0…3,5 |
28…49 |
13 800 |
|
Плоское шлифование |
1,0…8,5 |
2,5…20 |
2300 |
|
Цилиндрическое шлифование |
1,3…4,4 |
1…6 |
1200 |
|
Полирование |
2,1…5,3 |
0,25…0,55 |
100 |
|
Доводка |
1,0…28 |
0,25…1,0 |
43 |
12
Волнистость образуется в результате механической обработки поверхностей деталей машин (технологическая волнистость), истирания поверхностей (эксплуатационная волнистость), термических напряжений, возникающих при трении.
Под шероховатостью понимают совокупность неровностей, шаг которых от 2 до 800 мкм, а высота изменяется от 0,025 до 320 мкм. Параметры и характеристики шероховатости поверхности устанавливает стандарт ГОСТ 2789–73. Шероховатость поверхности количественно характеризуется следующими пара-
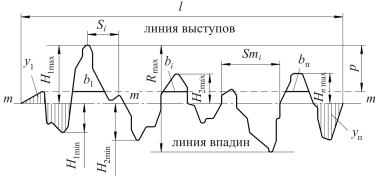
метрами: Ra, Rz, Rmax, Sm, S, tp.
Ra – среднее арифметическое отклонение профиля в пределах базовой длины l (рис. 2.3), мкм. Шероховатость Ra определяется по формуле
|
|
l |
|
|
|
|
n |
|
|
|
|
|
|
Ra |
1 |
0 |
|
y(x) |
|
dx |
или Ra 1n i 1 |
|
yi |
|
, |
(2.1) |
|
|
|
|
|
||||||||||
|
|
||||||||||||
l |
|||||||||||||
|
|
|
|
|
|
|
где l – базовая длина, мм, может составлять 0,08…8,0 мм; yi – расстояние между любой точкой профиля и средней линией профиля, мкм. Средняя линия профиля располагается так, чтобы от нее до контура профиля были равны площади по обе стороны.
Рис. 2.3. Схема шероховатости поверхности
13
Rz – высота неровностей профиля по десяти точкам,
|
1 |
|
5 |
|
5 |
|
|
|
|
|
Rz |
|
|
|
yi max |
|
yi min |
|
, |
(2.2) |
|
5 |
||||||||||
|
i 5 |
|
i 5 |
|
|
|
|
|||
где yi max , yi min – соответственно высота i-го наибольшего выступа
и высота i-й наибольшей впадины относительно средней линии профиля, мкм.
Rmax – наибольшая высота неровностей, под которой понимается полная высота профиля, т.е. расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины, мкм.
Sm – средний шаг неровностей профиля, т.е. среднее значение шага неровностей профиля по средней линии в пределах базовой длины, мкм,
|
1 |
n |
|
|
Sm |
Smi . |
(2.3) |
||
n |
||||
|
1 |
|
S – средний шаг местных выступов профиля, мкм,
|
1 |
n |
|
S |
Si . |
(2.4) |
|
|
n |
1 |
|
Важнейшей характеристикой микрогеометрии поверхности является опорная площадь. Ее оценивают опорной длиной профиля р (рис. 2.4) или относительной опорной длиной профиля:
tp = p /l. |
(2.5) |
Опорная кривая профиля характеризует распределение материала в шероховатом слое и строится в относительных координатах Х и tp.
Х = p/Rmax, |
(2.6) |
где p – числовое значение уровня сечения профиля, мкм.
14

Рис. 2.4. Участок профилограммы и кривая опорной поверхности
Для практических целей используют начальный участок кривой опорной поверхности, расположенный выше средней линии. Он может быть представлен в виде
tp = bх , |
(2.7) |
где b и – параметры, зависящие от вида обработки (b = 1…20;
= 2…3).
Более полно оценить свойства контактируемых шероховатых поверхностей можно с помощью комплексного безразмерного критерия
= Rmax/rb1/ , |
(2.8) |
где r – радиус кривизны вершины выступа профиля, мкм.
На шероховатость поверхности после обработки влияет геометрия режущей части инструмента, пластическая деформация материала в процессе резания и вибрация инструмента. Пластическая деформация материала в процессе резания существенно зависит от скорости резания.
15
Тест для самоконтроля
1.Что не относится к понятиям макроотклонения? 1) овальность 2) бочкообразность 3) волнистость 4) конусность
2.Что относится к понятиям макроотклонения? 1) шероховатость 2) бочкообразность 3) волнистость 4) высота впадин
3.Из-за чего может происходить возникновение макроотклонений?
1) вибрация инструмента
2) пластическая деформация материала в процессе резания
3) низкая точность станка
4) геометрия режущей части инструмента
4.Причины образования волнистости?
1)механическая обработка поверхностей деталей машин
2)геометрия режущей части инструмента
3)истирание поверхностей во время эксплуатации
4)термические напряжения, возникающие при трении
5. К причинам образования волнистости не относится?
1)механическая обработка поверхностей деталей машин
2)геометрия режущей части инструмента
3)истирание поверхностей во время эксплуатации
4)термические напряжения, возникающие при трении
16
6. Какие характеристики описывают волнистость поверхности?
1)S
2)Rmin
3)Нв
7.Какой параметр существеннее влияет на фактическую площадь касания?
1) шаг волны
2) высота волны
3) средний шаг неровностей профиля
4) высота неровностей профиля
8.Что влияет на шероховатость поверхности после механической обработки?
1) геометрия режущей части инструмента
2) пластическая деформация материала в процессе резания
3) вибрация инструмента
4) термические напряжения
9.Какие характеристики описывают шероховатость поверхности?
1) S
2)Rmin
3)tp
10. Что показывает опорная кривая?
1)глубину внедрения шероховатостей
2)среднюю высоту неровностей
3)распределение материала в шероховатом слое
4)количество выступов
17
11.От чего зависят параметры опорной кривой? 1) от материала поверхности 2) от вида механической обработки 3) от волнистости поверхности
4) от среднего значения шага неровностей профиля
12.Каким образом определяется величина Rа?
1)по десяти наибольшим выступам
2)как среднее арифметическое отклонение профиля
3)как высота и глубина пяти точек относительно средней
линии
4)как сумма высоты наибольшего выступа и высоты наибольшей впадины относительно средней линии профиля
13. Как оценивают опорную площадь?
1) |
относительной опорной длиной профиля |
2) |
средним шагом неровностей профиля по вершинам |
выступов |
|
3) |
шириной профиля |
4) |
высотой волны в продольном направлении |
14. Что при расчете шероховатости поверхности располагается так, чтобы от нее до контура профиля были равны площади по обе стороны?
1) линия впадин
2) линия выступов
3) средняя линия профиля
4) среднее арифметическое отклонение профиля
18
3. НОМИНАЛЬНАЯ, КОНТУРНАЯ И ФАКТИЧЕСКАЯ ПЛОЩАДИ КОНТАКТА
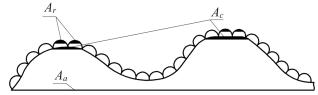
Известно, что две наложенные одна на другую поверхности контактируют первоначально в трех точках. Если прикладывать к ним возрастающую нагрузку, то отдельные контактирующие неровности будут сжиматься и через них будет передаваться нагрузка на волнистое полупространство (рис. 3.1). Под влиянием нагрузки две поверхности будут сближаться, и в контакт будет входить все большее и большее количество отдельных выступов с одновременным увеличением площади смятия вершин волн. Очевидно, что волны, в которых напряжения всегда намного меньше, чем в выступах шероховатости, будут деформироваться упруго. Еще очевидно, что часть выступов шероховатости, в которых напряжения будут превышать предел текучести, будет деформироваться пластически, а остальная часть упруго. Упругодеформированные выступы будут опоясывать контурную площадь по краям и будут наиболее короткими в любом месте контурной площади.
После снятия нагрузки упругое полупространство выпрямляется и нарушает как упругие, так и пластические микроплощадки касания. Только незначительная часть пластически сжатых выступов будет оставаться в контакте.
Рис. 3.1. Номинальная, контурная и фактическая площади контакта на модели волнистой шероховатой поверхности
19
Существенно, что применительно к такой форме контакта остаточная площадь не характеризует величину площади касания, находящейся в режиме пластического деформирования. Действительная площадь пластической деформации будет много больше остаточной, так как значительная часть точек контакта, образованных за счет пластически деформированных выступов, нарушается при упругом восстановлении полупространства.
В связи со сказанным различают:
1)номинальную (геометрическую) площадь контакта Аа, которую определяют как геометрическое место всех возможных фактических площадок контакта, при этом она очерчена размерами соприкасающихся тел;
2)контурную площадь контакта Ас, представляющую собой площадь, образованную объемным смятием тел, обусловленным волнистостью. В большинстве случаев ее величина составляет
5…15 % величины номинальной площади контакта Аа и зависит как от геометрического очертания, так и от нагрузки;
3)фактическую (физическую) площадь контакта Аr, являющуюся суммой фактических малых площадок контакта, образующих шероховатость поверхности микронеровностей. Фактическая площадь является функцией геометрического очертания отдельной неровности и приходящейся на нее нагрузки. Существенной характеристикой фактической площади
является плотность контакта, представляющая для неподвижного контакта число пятен, приходящихся на 1 см2 площади. Фактическая площадь контакта обычно мала и составляет не более 1…10 % номинальной площади и даже при высоких нагрузках площадь фактического контакта не превышает 40 % номинальной площади. Так, в случае контактирования стали со сталью при нагрузке 15 МПа отношение площадей составляет
0,2 при обработке поверхности до Ra = 2,5…1,25 мкм и 0,35 при Rа = 0,63…0,32 мкм. Пятно фактического контакта, образованное вследствие деформации отдельных микровыступов, имеет диаметр 3…50 мкм.
20